TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025128036
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2025021071
出願日
2025-02-12
発明の名称
継ぎ目なし管の製造方法
出願人
愛知製鋼株式会社
代理人
個人
主分類
B22D
19/00 20060101AFI20250826BHJP(鋳造;粉末冶金)
要約
【課題】効率良く継ぎ目なし管を製造する方法を提供すること。
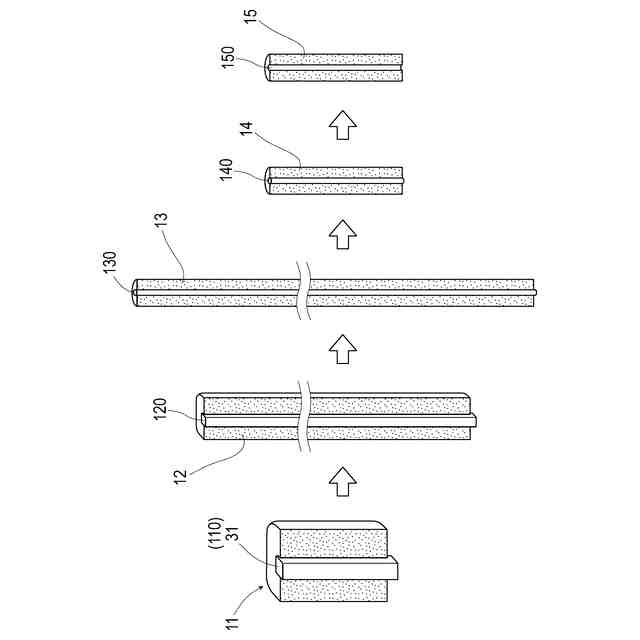
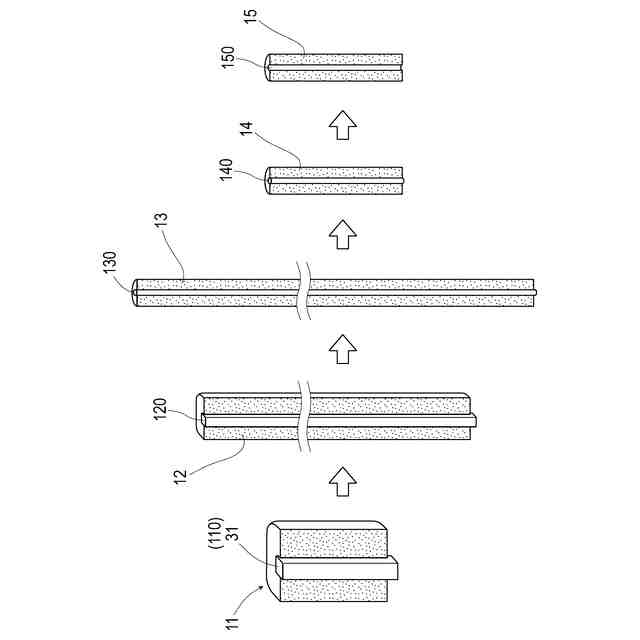
【解決手段】固相線温度が第1の鋼材の液相線温度より高い第2の鋼材よりなる棒材110を中子31として第1の鋼材を塊状に鋳造することにより中子31が貫通する鋼塊11を得る工程と、鋼塊11を棒状に成形することにより、棒状の長手方向に直交する断面の外周が第1の鋼材よりなると共に断面の中心部分が第2の鋼材よりなる棒状のクラッド材14を得る工程と、棒状の長手方向に沿う貫通孔をクラッド材14に設けることにより第2の鋼材を取り除く工程と、を実施することにより、第1の鋼材よりなる継ぎ目なし管を製造する。
【選択図】図4
特許請求の範囲
【請求項1】
第1の鋼材よりなる継ぎ目なし管を製造するに際して、少なくとも、
第2の鋼材よりなる棒材を中子として前記第1の鋼材を塊状に鋳造することにより当該中子が貫通する鋼塊を得る工程と、
当該鋼塊を棒状に成形することにより、棒状の長手方向に直交する断面の外周が前記第1の鋼材よりなると共に当該断面の中心部分が前記第2の鋼材よりなる棒状のクラッド材を得る工程と、
棒状の長手方向に沿う貫通孔を前記クラッド材に設けることにより前記第2の鋼材を取り除く工程と、を実施し、
前記第2の鋼材は、固相線温度が前記第1の鋼材の液相線温度よりも高い鋼材であることを特徴とする、継ぎ目なし管の製造方法。
続きを表示(約 670 文字)
【請求項2】
請求項1において、前記第2の鋼材は、純鉄、低炭素鋼、及び低炭素合金鋼のうちのいずれかであることを特徴とする、継ぎ目なし管の製造方法。
【請求項3】
請求項1において、前記第2の鋼材を取り除く工程は、ドリル加工によって前記貫通孔を設けることにより前記第2の鋼材を取り除く工程であることを特徴とする、継ぎ目なし管の製造方法。
【請求項4】
請求項3において、前記第2の鋼材を取り除く工程よりも前に、前記クラッド材に熱処理を施す工程を実施することを特徴とする、継ぎ目なし管の製造方法。
【請求項5】
請求項1~4のいずれか1項において、前記第1の鋼材は、オーステナイト系ステンレス鋼、あるいは析出硬化系ステンレス鋼であることを特徴とする、継ぎ目なし管の製造方法。
【請求項6】
請求項1~4のいずれか1項において、前記中子をなす前記第2の鋼材よりなる棒材は、外周面に凸凹を有する棒材である継ぎ目なし管の製造方法。
【請求項7】
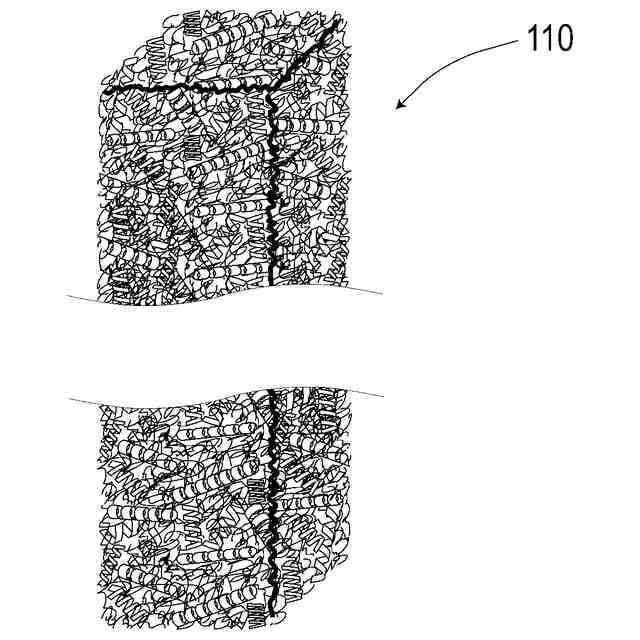
請求項6において、前記中子をなす前記第2の鋼材よりなる棒材は、当該第2の鋼材よりなる金属粉あるいは金属片の集積物であり、前記外周面の凸凹は、金属粉末あるいは金属片が当該外周面に露出して形成されている継ぎ目なし管の製造方法。
【請求項8】
請求項7において、前記中子をなす前記第2の鋼材よりなる棒材は、当該第2の鋼材よりなる部材に切削加工を施して生じる屑材の集積物である継ぎ目なし管の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼材による継ぎ目なし管の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、マンネスマン法などの熱間圧延により得られた粗管を元にして、油井管等に用いられる低リン13Cr鋼の継ぎ目なし管を製造する方法が知られている(例えば特許文献1参照。)。この方法では、直径200mm程度の丸棒形状の素材(ビレット)を母材とし、例えばマンネスマン圧延機等を用いて長さ方向だけでなく周方向にも圧延する傾斜圧延が実行される。そして、この傾斜圧延により素材の中心部に塑性変形を集中させ、ピアサーと呼ばれる圧延軸を丸棒中心線に沿って挿入することで、直径250mm程度の粗管が得られる。粗管は、続く熱間圧延工程により製品形状に向けて形状が整えられ、継ぎ目なし管となる。
【0003】
また、継ぎ目なし管の製造方法として、中実の棒材に貫通孔を設けることで継ぎ目なし管を製造する方法が知られている。例えば下記の特許文献2には、貫通孔を設けるための機械加工として、ガンドリル加工を効率良く行うためのワーク回転装置が例示されている。ガンドリル加工では、ガンドリルにより棒材の両端から穿設された孔を中間で連通させることで貫通孔が形成される。
【先行技術文献】
【特許文献】
【0004】
特開2004-122137号公報
特許第4227551号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、熱間圧延により得られる粗管を元にして継ぎ目なし管を製造する方法では、次のような問題がある。すなわち、熱間圧延により得られる粗管は太径であるため、その後の熱間圧延等により目的の寸法の鋼管を得ようとする際、縮径化に要する工数が多くなり、コスト高になり易いという問題がある。ガンドリル加工によれば、使用する中実の棒材の径を適切に選択することで小径の粗管を効率良く作製でき、その後の工数を少なくできる一方、ガンドリル加工では、棒材の両端から穿設された2つの孔の芯がずれる、いわゆる芯ずれが生じることがある。例えば、難切削材であるSUS316やSUS316L等のステンレス鋼が母材である場合、被削性が悪いため、非常に機械加工しにくいことに加え、ガンドリルの芯振れ等に起因して上記の芯ずれが特に生じ易くなるため、精度の高い管形状を効率的に加工することが難しいという問題がある。
【0006】
本発明は、前記従来の問題点に鑑みてなされたものであり、効率良く継ぎ目なし管を製造する方法を提供しようとするものである。
【課題を解決するための手段】
【0007】
本発明は、第1の鋼材よりなる継ぎ目なし管を製造するに際して、少なくとも、
第2の鋼材よりなる棒材を中子として前記第1の鋼材を塊状に鋳造することにより当該中子が貫通する鋼塊を得る工程と、
当該鋼塊を棒状に成形することにより、棒状の長手方向に直交する断面の外周が前記第1の鋼材よりなると共に当該断面の中心部分が前記第2の鋼材よりなる棒状のクラッド材を得る工程と、
棒状の長手方向に沿う貫通孔を前記クラッド材に設けることにより前記第2の鋼材を取り除く工程と、を実施し、
前記第2の鋼材は、固相線温度が前記第1の鋼材の液相線温度よりも高い鋼材であることを特徴とする、継ぎ目なし管の製造方法に関する。
【発明の効果】
【0008】
本発明の継ぎ目なし管の製造方法では、中子が貫通する鋼塊を鋳造し、この鋼塊を棒状に成形することで、断面の中心部分が中子の鋼材よりなる棒状のクラッド材を得る。この棒状のクラッド材に貫通孔を設けて中子の鋼材を取り除けば、継ぎ目なし管そのもの、あるいは継ぎ目なし管に加工される粗管、を効率良く作製できる。
【図面の簡単な説明】
【0009】
実施例1における、継ぎ目なし管である配管の斜視図。
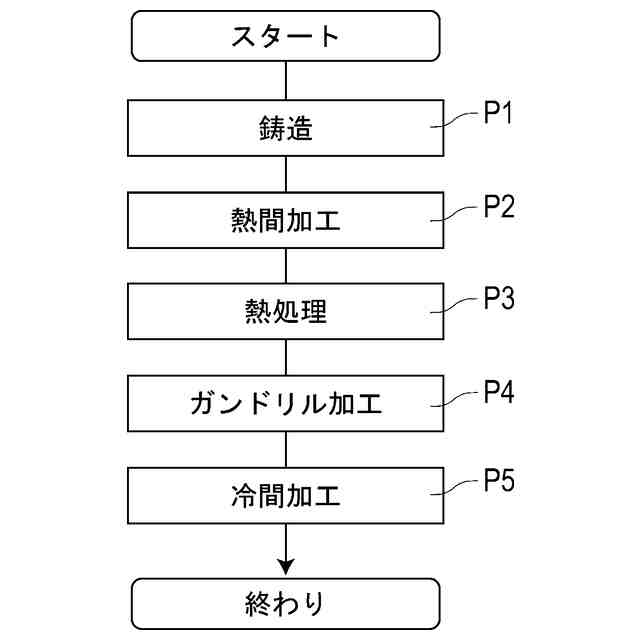
実施例1における、継ぎ目なし管の製造工程の流れを示すフロー図。
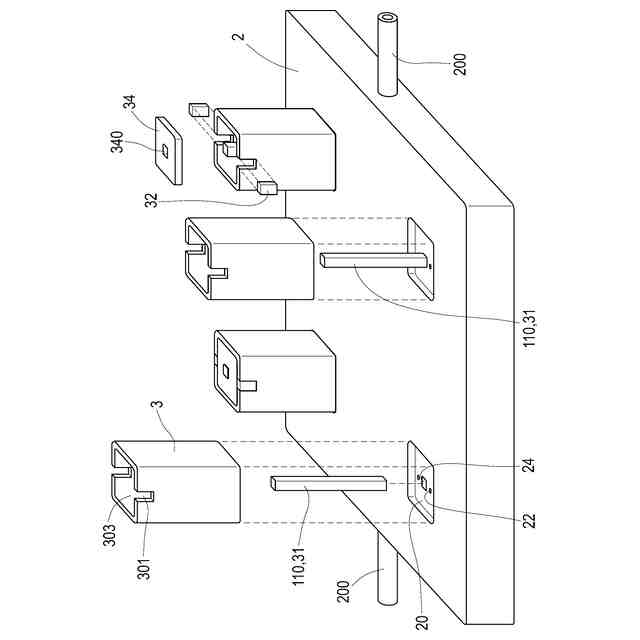
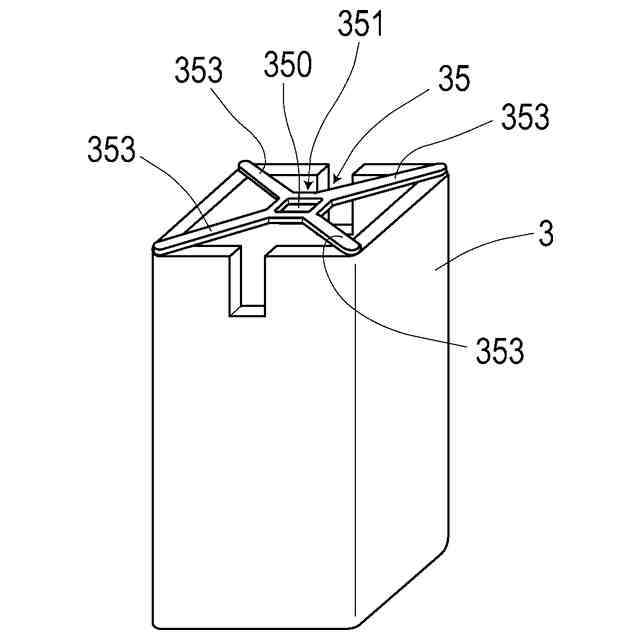
実施例1における、鋳造台の説明図。
実施例1における、継ぎ目なし管の製造過程の説明図。
実施例1における、中子の端部を支持する支持部材を鋳型に組み合わせた様子を示す図。
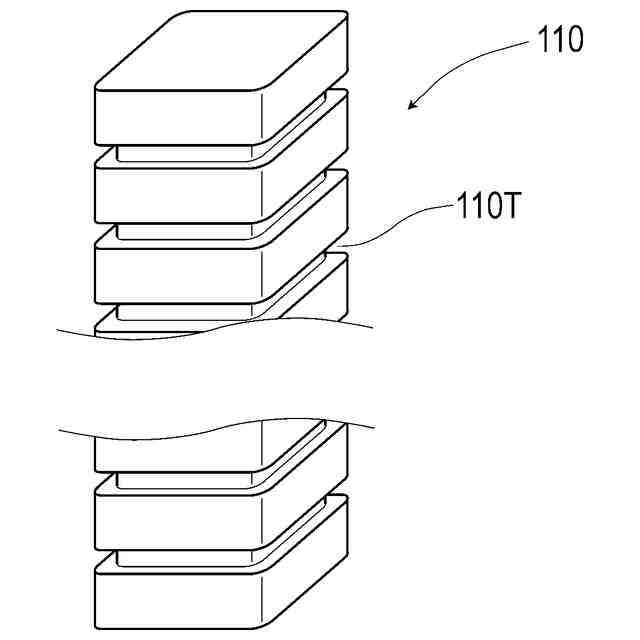
実施例1における、中子をなす他の角棒を示す斜視図。
実施例3における、中子をなす角棒を示す斜視図。
【発明を実施するための形態】
【0010】
本発明の実施の形態につき、以下の実施例を用いて具体的に説明する。
(実施例1)
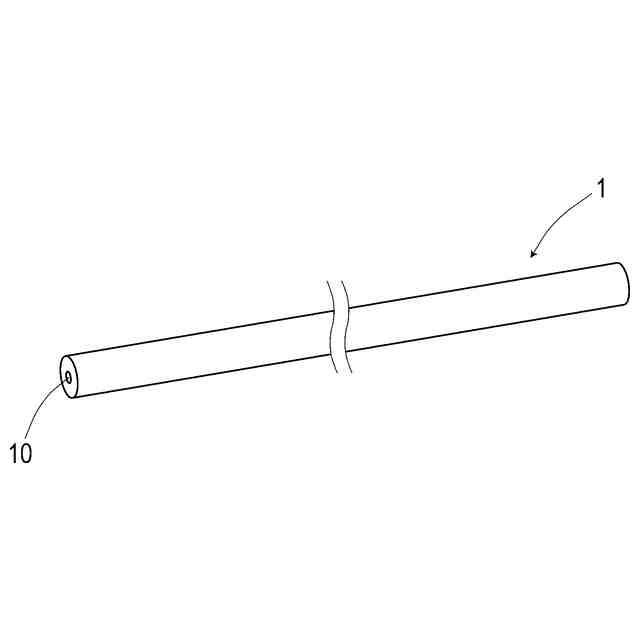
本例は、オーステナイト系ステンレス鋼の高圧水素用の配管1を効率良く製造する方法に関する例である。この内容について、図1~図6を用いて説明する。
本例の配管1(図1)は、直径2.11mmの貫通孔10を有する外径6.35mm、長さ2500mmの継ぎ目なし管の一例をなす鋼管である。配管1の材料となる鋼材(第1の鋼材の一例。)は、オーステナイト系ステンレス鋼であるSUS316Lである。SUS316Lは、耐水素脆化特性に優れる鋼材である。SUS316Lよりなる継ぎ目なしの配管1は、例えば、燃料となる水素を燃料電池に供給するための高圧水素用配管として好適である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ