TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088874
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2023203655
出願日
2023-12-01
発明の名称
ケースの製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B22D
17/22 20060101AFI20250605BHJP(鋳造;粉末冶金)
要約
【課題】中子を必要とすることなく、側壁の内面が垂直面であるケースを鋳造できるケースの製造方法を提供する。
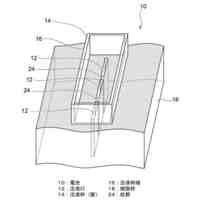
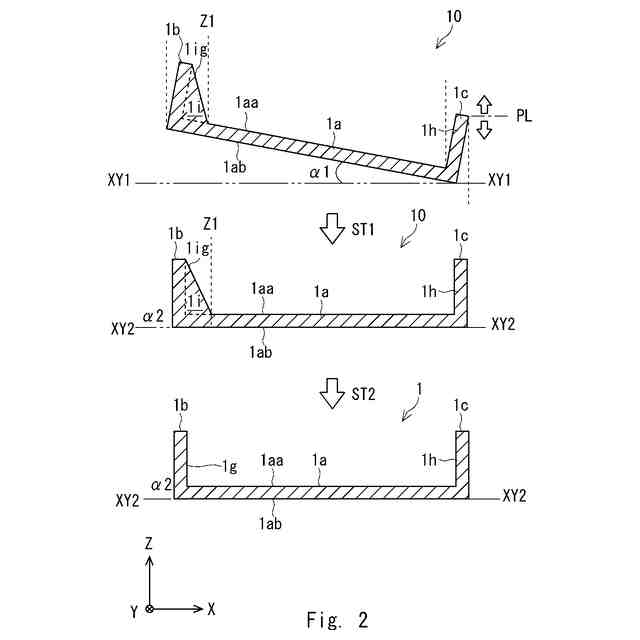
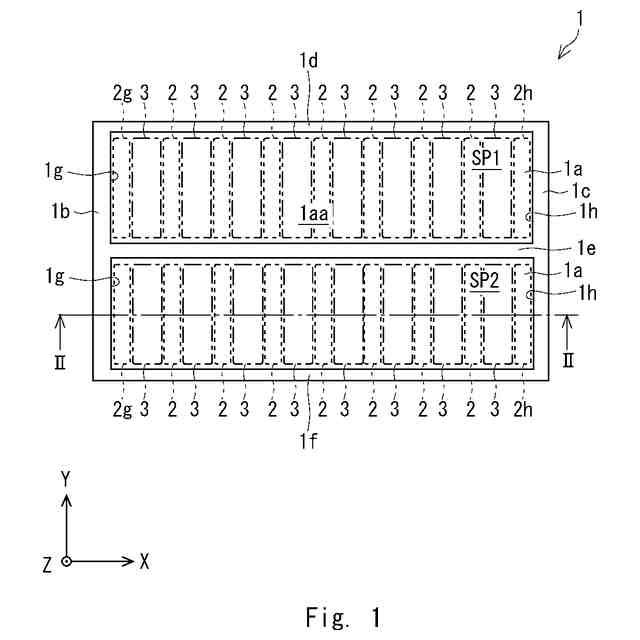
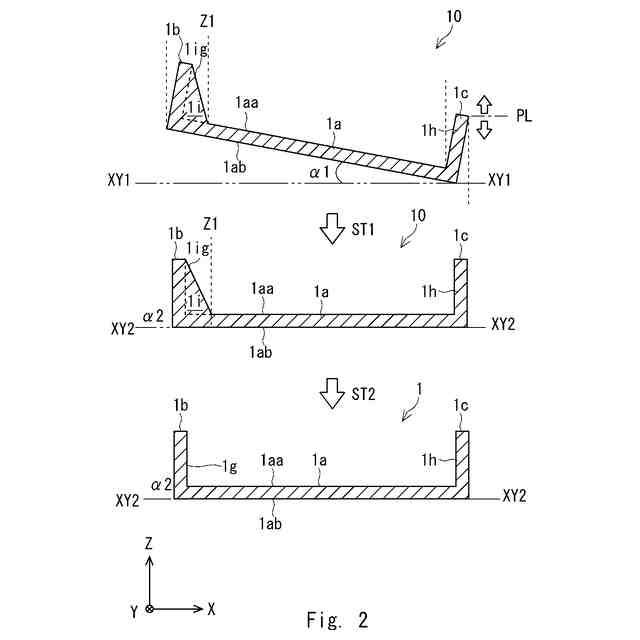
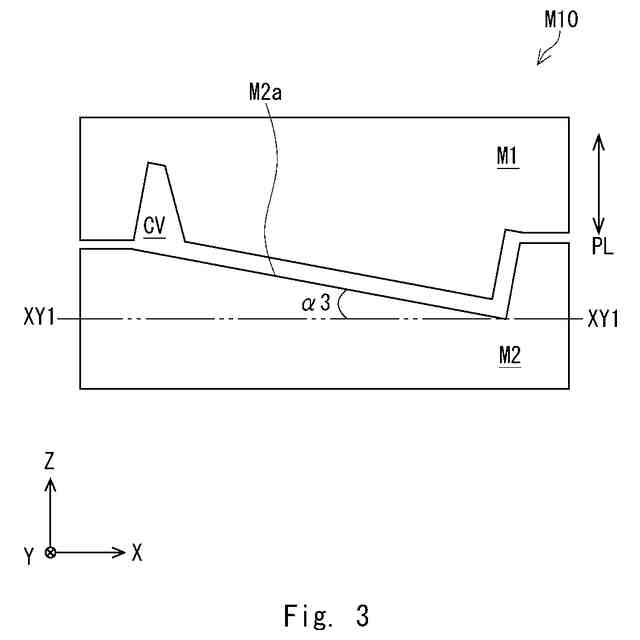
【解決手段】本開示に係る製造方法は、底部1aと、2つの側壁1b、1cとを備え、2つの側壁1b、1cの内面1g、1hは底部1aに対して垂直なケース1の製造方法である。製造方法は、第1の工程ST1と、第2の工程ST2とを備える。第1の工程ST1では、ダイカスト鋳造方法を用いて、ケース1を鋳造し、ダイカスト鋳造方法では、上型M1と下型M2とを備えた金型M10が用いられ、下型M2は、底部1aが水平面XY1に対して傾斜するようにキャビティ面を有し、上型M1は、2つの側壁1b、1cの一方のみに抜き勾配付与部1iを与えるようにキャビティ面を有する。第2の工程ST2では、第1の工程ST1後において、抜き勾配付与部1iを切削加工して、2つの側壁1b、1cの一方のみから除去する。
【選択図】図2
特許請求の範囲
【請求項1】
底部と、2つの側壁と、を備え、前記2つの側壁の内面は前記底部に対して垂直なケースの製造方法であって、
ダイカスト鋳造方法を用いて、ケースを鋳造する第1の工程であって、
前記ダイカスト鋳造方法では、上型と下型とを備えた金型が用いられ、
前記下型は、前記底部が水平面に対して傾斜するようにキャビティ面を有し、
前記上型は、前記2つの側壁の一方のみに抜き勾配付与部を与えるようにキャビティ面を有する第1の工程と、
前記第1の工程後において、前記抜き勾配付与部を切削加工して、前記2つの側壁の一方のみから除去する第2の工程と、を備え、
前記第1の工程後から前記第2の工程前において、前記2つの側壁の他方のみが、前記底部に対して垂直である、
ケースの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示はケースの製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1に開示された製造方法において、バッテリケースを鋳造する。バッテリケースは、底壁部及び底壁部から立設される立壁部を有し、上方に開口する箱型容器の内部に複数のセルが収容される。鋳造を行う際に、鋳型内におけるバッテリケースの立壁部の内側に対応する位置に、第1の中子を配置して鋳造を行う。第1の中子は、外面が底壁部に対して垂直面であり、且つ、内面が底壁部に対して傾斜する抜き勾配を有する。
【先行技術文献】
【特許文献】
【0003】
特開2021-026941号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本願発明者等は、以下の課題を発見した。
このようなケースの製造方法において、中子を必要とするため、製造コストが増大するおそれがあった。中子を必要とすることなく、側壁の内面が底面に対して垂直なケースを鋳造できるケースの製造方法が要求されている。
【0005】
本開示は、上述した課題を鑑みてなされたものであり、中子を必要とすることなく、側壁の内面が底面に対して垂直なケースを鋳造できるケースの製造方法を提供するものである。
【課題を解決するための手段】
【0006】
本開示に係るケースの製造方法は、
底部と、2つの側壁と、を備え、前記2つの側壁の内面は前記底部に対して垂直なケースの製造方法であって、
ダイカスト鋳造方法を用いて、ケースを鋳造する第1の工程であって、
前記ダイカスト鋳造方法では、上型と下型とを備えた金型が用いられ、
前記下型は、前記底部が水平面に対して傾斜するようにキャビティ面を有し、
前記上型は、前記2つの側壁の一方のみに抜き勾配付与部を与えるようにキャビティ面を有する第1の工程と、
前記第1の工程後において、前記抜き勾配付与部を切削加工して、前記2つの側壁の一方のみから除去する第2の工程と、を備え、
前記第1の工程後から前記第2の工程前において、前記2つの側壁の他方のみが、前記底部に対して垂直である。
【発明の効果】
【0007】
本開示によれば、中子を必要とすることなく、側壁の内面が底面に対して垂直なケースを鋳造できる。
【図面の簡単な説明】
【0008】
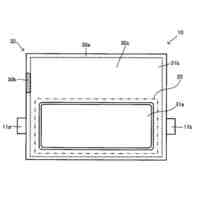
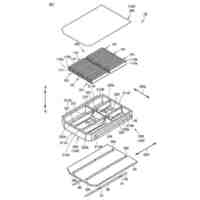
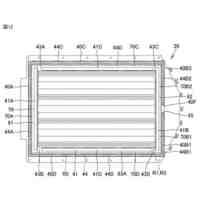
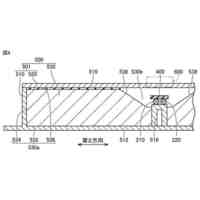
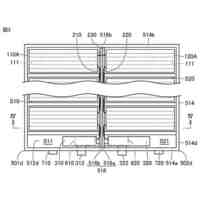
実施の形態1に係るケースを示す上面図である。
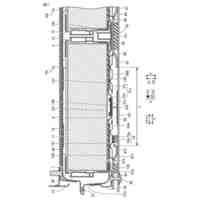
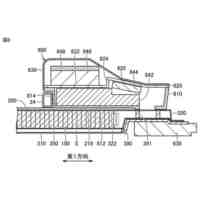
実施の形態1に係るケースの製造方法を示す概略図である。
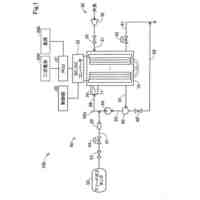
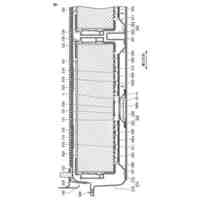
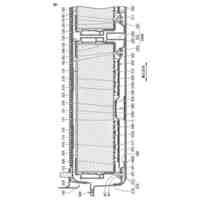
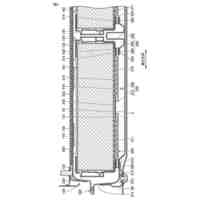
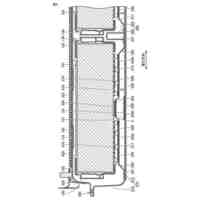
実施の形態1に係るケースの製造方法において用いた金型の断面図である。
【発明を実施するための形態】
【0009】
以下、本発明を適用した具体的な実施形態について、図面を参照しながら詳細に説明する。ただし、本発明が以下の実施形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜、簡略化されている。
【0010】
<実施の形態1>
図1~図3を参照して実施の形態1について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
電池
14日前
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
配管
9日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
電池
8日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
電動車
9日前
トヨタ自動車株式会社
ロータ
9日前
トヨタ自動車株式会社
電動車
8日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
蓄電装置
8日前
トヨタ自動車株式会社
蓄電セル
16日前
トヨタ自動車株式会社
制御装置
今日
トヨタ自動車株式会社
学習装置
8日前
トヨタ自動車株式会社
処理装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
コネクタ
8日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
車両装置
今日
トヨタ自動車株式会社
塗工装置
今日
トヨタ自動車株式会社
反応容器
8日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
制御装置
8日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
監視装置
14日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ