TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025051213
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023160217
出願日
2023-09-25
発明の名称
鋳造装置、及び、その制御方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B22D
17/22 20060101AFI20250328BHJP(鋳造;粉末冶金)
要約
【課題】高品質の鋳物を鋳造することが可能な鋳造装置、及び、その制御方法を提供すること。
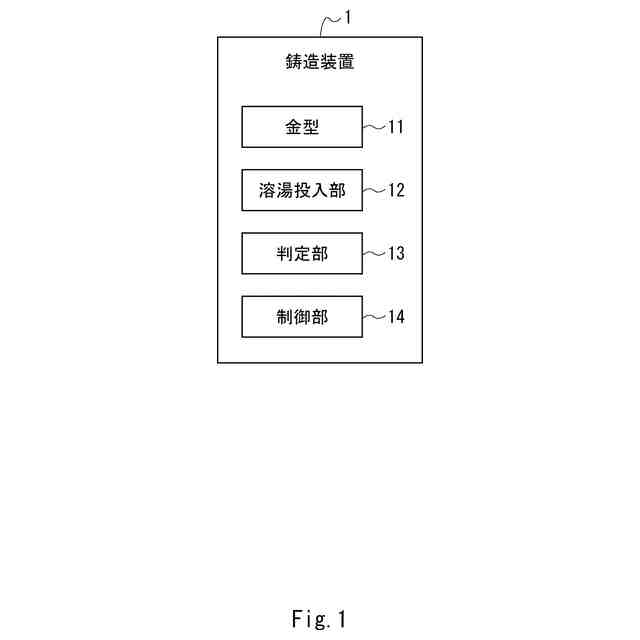
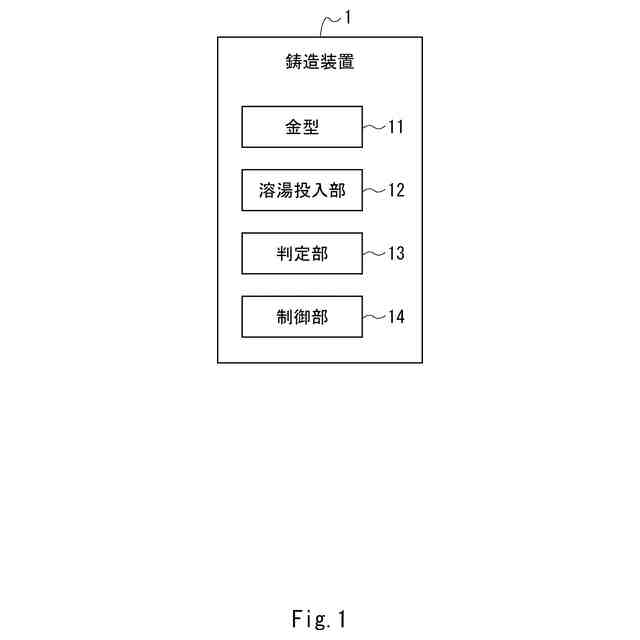
【解決手段】本開示にかかる鋳造装置は、溶湯鋳込み面に塗型が形成された金型と、塗型が形成された金型の溶湯鋳込み面に溶湯を鋳込む溶湯投入部と、金型によって形成された鋳物の表面形状の品質を判定する判定部と、判定部による判定結果に基づいて金型の離型速度を調整する制御部と、を備える。それにより、本開示にかかる鋳造装置は、高品質の鋳物を鋳造することができる。
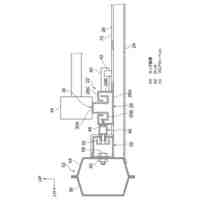
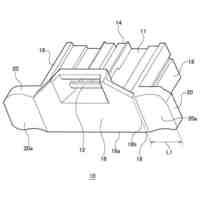
【選択図】図1
特許請求の範囲
【請求項1】
溶湯鋳込み面に塗型が形成された金型と、
前記塗型が形成された前記金型の溶湯鋳込み面に溶湯を鋳込む溶湯投入部と、
前記金型によって形成された鋳物の表面形状の品質を判定する判定部と、
前記判定部による判定結果に基づいて前記金型の離型速度を調整する制御部と、
を備えた、鋳造装置。
続きを表示(約 470 文字)
【請求項2】
前記制御部は、前記判定部によって、前記鋳物の表面形状に品質劣化の兆候が見られる、と判定された場合、前記金型の離型速度を遅くする、
請求項1に記載の鋳造装置。
【請求項3】
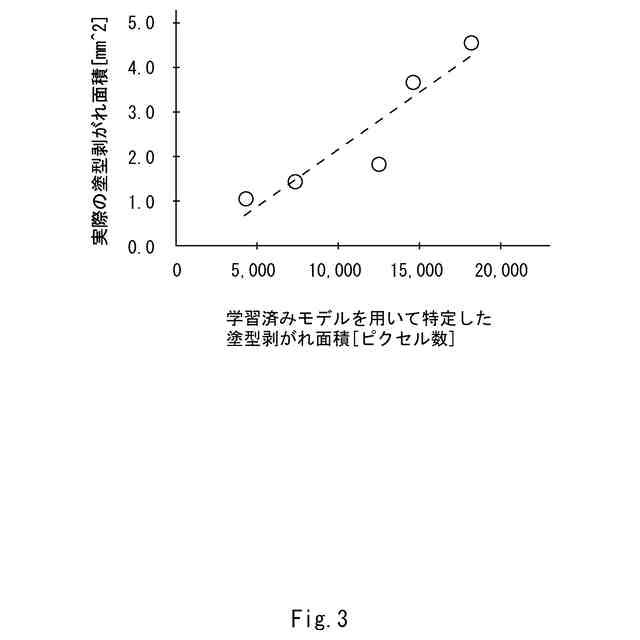
前記判定部は、複数の鋳物の表面の画像を用いた機械学習によって生成された学習済みモデルを用いて、前記鋳物の表面形状の品質を判定する、
請求項1に記載の鋳造装置。
【請求項4】
前記制御部は、さらに、前記判定部による判定結果に基づいて、前記金型の溶湯鋳込み面に形成された前記塗型の修復を指示する、
請求項1に記載の鋳造装置。
【請求項5】
溶湯鋳込み面に塗型が形成された金型と、
前記塗型が形成された前記金型の溶湯鋳込み面に溶湯を鋳込む溶湯投入部と、
を備えた、鋳造装置の制御方法であって、
前記金型によって形成された鋳物の表面形状の品質を判定し、
判定結果に基づいて、次に形成する鋳物に対する前記金型の離型速度を調整する、
鋳造装置の制御方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋳造装置、及び、その制御方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、塗型材を金型の溶湯鋳込み面に塗布して塗型を形成し、塗型で被覆された溶湯鋳込み面に溶湯を鋳込む、金型鋳造方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2011-212714号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された方法では、鋳造が繰り返されることによって塗型の一部が欠損したり損耗したりした場合、粗材に塗型の欠損部分や損耗部分の形状が転写されてしまうため、高品質の鋳物を鋳造することができない、という課題があった。
【0005】
本開示は、以上の背景に鑑みなされたものであり、高品質の鋳物を鋳造することが可能な鋳造装置、及び、その制御方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
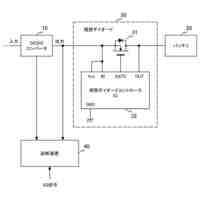
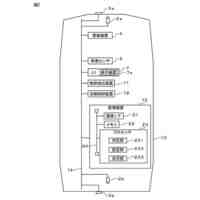
本開示にかかる鋳造装置は、溶湯鋳込み面に塗型が形成された金型と、前記塗型が形成された前記金型の溶湯鋳込み面に溶湯を鋳込む溶湯投入部と、前記金型によって形成された鋳物の表面形状の品質を判定する判定部と、前記判定部による判定結果に基づいて前記金型の離型速度を調整する制御部と、を備える。この鋳造装置は、金型の溶湯鋳込み面に形成された塗型の欠損等の影響で鋳物の表面形状に品質劣化の兆候が見られる場合には、例えば金型の離型速度を遅くすることによって鋳物の表面形状の品質の劣化を抑制している。それにより、この鋳造装置は、高品質の鋳物を鋳造し続けることができる。
【0007】
本開示にかかる鋳造装置の制御方法は、溶湯鋳込み面に塗型が形成された金型と、前記塗型が形成された前記金型の溶湯鋳込み面に溶湯を鋳込む溶湯投入部と、を備えた、鋳造装置の制御方法であって、前記金型によって形成された鋳物の表面形状の品質を判定し、判定結果に基づいて、次に形成する鋳物に対する前記金型の離型速度を調整する。この鋳造装置の制御方法は、金型の溶湯鋳込み面に形成された塗型の欠損等の影響で鋳物の表面形状に品質の劣化の兆候が見られる場合には、例えば金型の離型速度を遅くすることによって鋳物の表面形状の品質の劣化を抑制している。それにより、この鋳造装置の制御方法は、高品質の鋳物を鋳造し続けることができる。
【発明の効果】
【0008】
本開示により、高品質の鋳物を鋳造することが可能な鋳造装置、及び、その制御方法を提供することができる。
【図面の簡単な説明】
【0009】
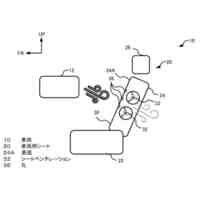
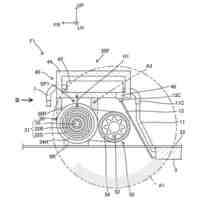
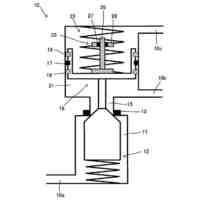
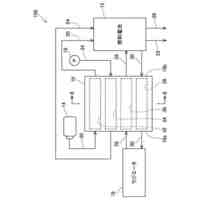
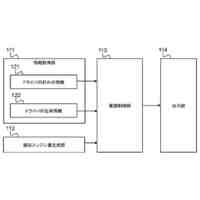
本開示にかかる鋳造装置の構成例を示すブロック図である。
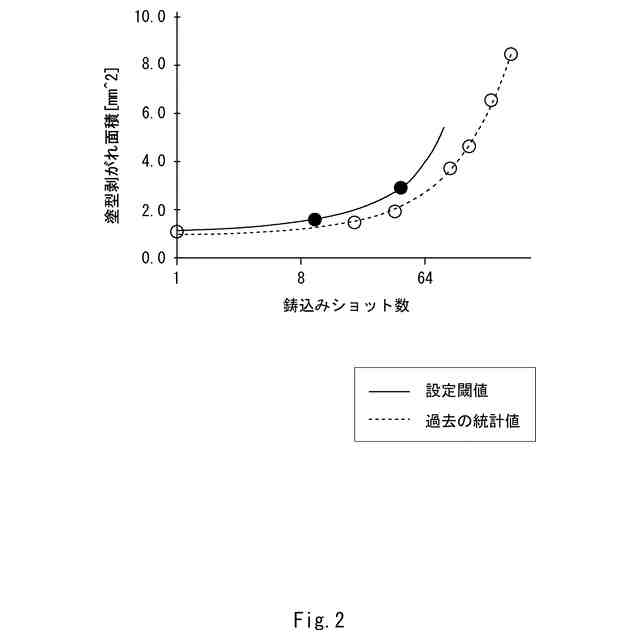
鋳込みショット数と、実際の塗型剥がれ面積と、の関係を示す図である。
本開示にかかる鋳造装置が学習済みモデルを用いて判定した塗型剥がれ面積と、実際の塗型剥がれ面積と、の関係を示す図である。
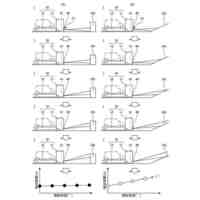
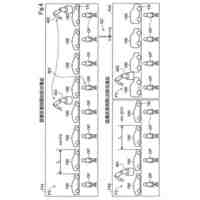
鋳込みショット数の異なる複数の鋳物のそれぞれの表面の撮影画像を示す図である。
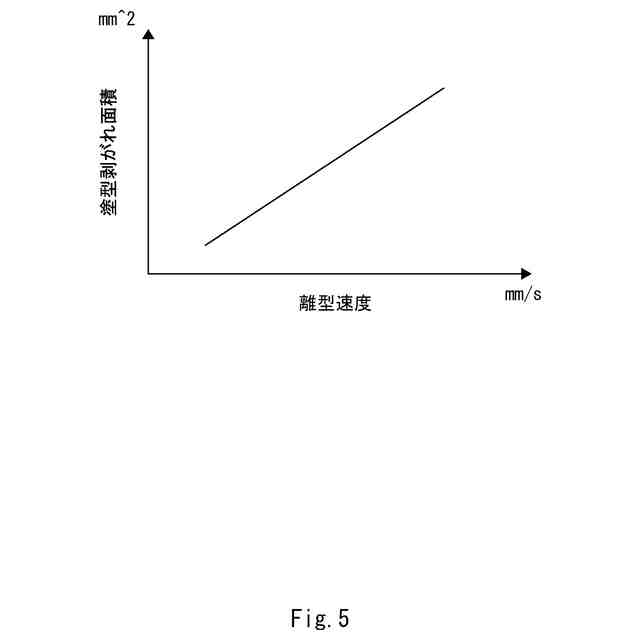
離型速度と、塗型剥がれ面積と、の関係を示す図である。
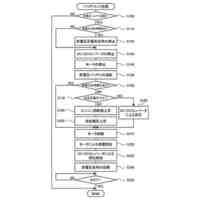
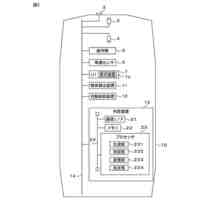
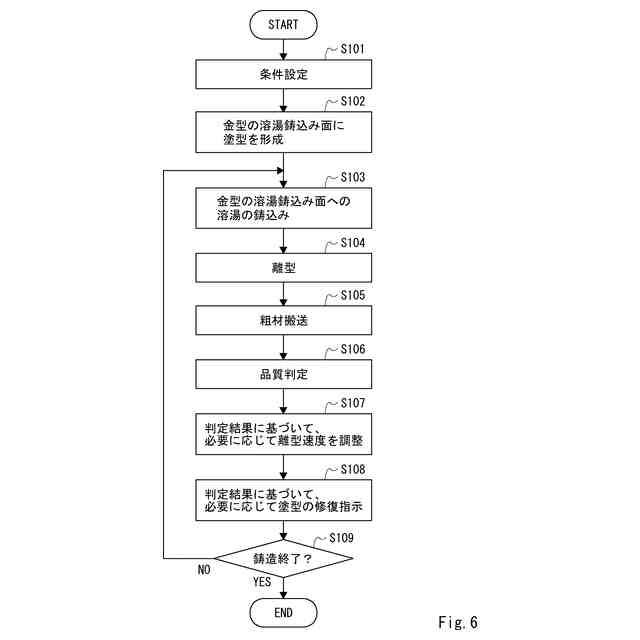
本開示にかかる鋳造装置の動作を示すフローチャートである。
【発明を実施するための形態】
【0010】
以下、発明の実施形態を通じて本発明を説明するが、特許請求の範囲に係る発明を以下の実施形態に限定するものではない。また、実施形態で説明する構成の全てが課題を解決するための手段として必須であるとは限らない。説明の明確化のため、以下の記載及び図面は、適宜、省略、及び簡略化がなされている。各図面において、同一の要素には同一の符号が付されており、必要に応じて重複説明は省略されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
電池
13日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
電池
6日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
電動車
7日前
トヨタ自動車株式会社
電動車
7日前
トヨタ自動車株式会社
自動車
12日前
トヨタ自動車株式会社
光電極
5日前
トヨタ自動車株式会社
ロータ
7日前
トヨタ自動車株式会社
減圧弁
7日前
トヨタ自動車株式会社
モータ
11日前
トヨタ自動車株式会社
モータ
13日前
トヨタ自動車株式会社
車両構造
17日前
トヨタ自動車株式会社
評価装置
10日前
トヨタ自動車株式会社
電子装置
5日前
トヨタ自動車株式会社
システム
5日前
トヨタ自動車株式会社
熱交換器
7日前
トヨタ自動車株式会社
駆動装置
14日前
トヨタ自動車株式会社
コネクタ
7日前
トヨタ自動車株式会社
内燃機関
4日前
トヨタ自動車株式会社
制御装置
14日前
トヨタ自動車株式会社
判定装置
12日前
トヨタ自動車株式会社
蓄電装置
14日前
トヨタ自動車株式会社
診断装置
11日前
トヨタ自動車株式会社
蓄電装置
17日前
トヨタ自動車株式会社
ステータ
12日前
トヨタ自動車株式会社
回転電機
3日前
トヨタ自動車株式会社
監視装置
11日前
トヨタ自動車株式会社
電動車両
11日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
制御装置
10日前
トヨタ自動車株式会社
電動車両
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ