TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025077053
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023188963
出願日
2023-11-03
発明の名称
積層造形用金属粉末および積層造形体
出願人
福田金属箔粉工業株式会社
代理人
個人
主分類
B22F
10/34 20210101AFI20250512BHJP(鋳造;粉末冶金)
要約
【課題】相対密度99%以上の高密度な積層造形体を得る安定したパウダーベッドを形成すること。
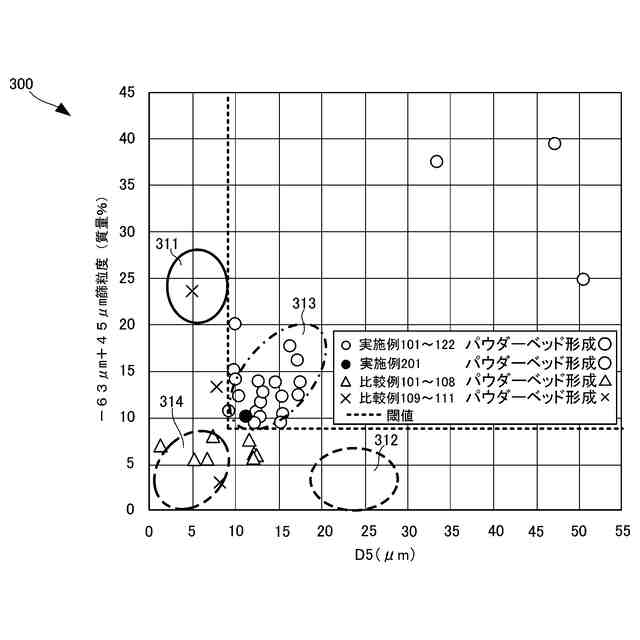
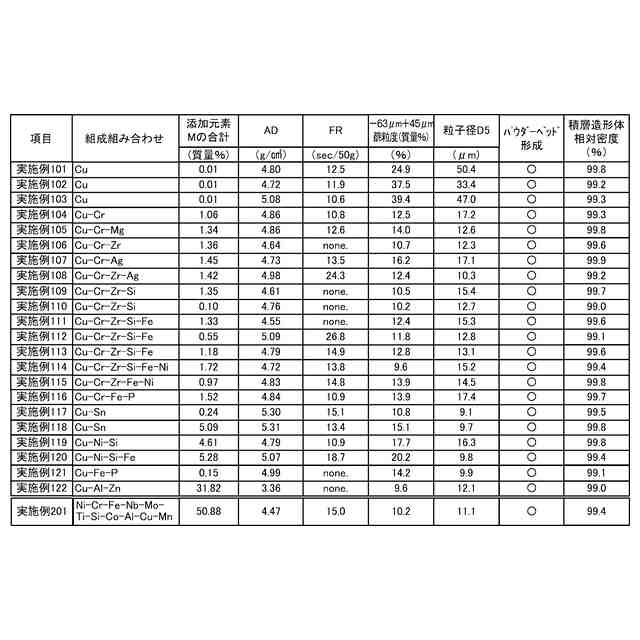
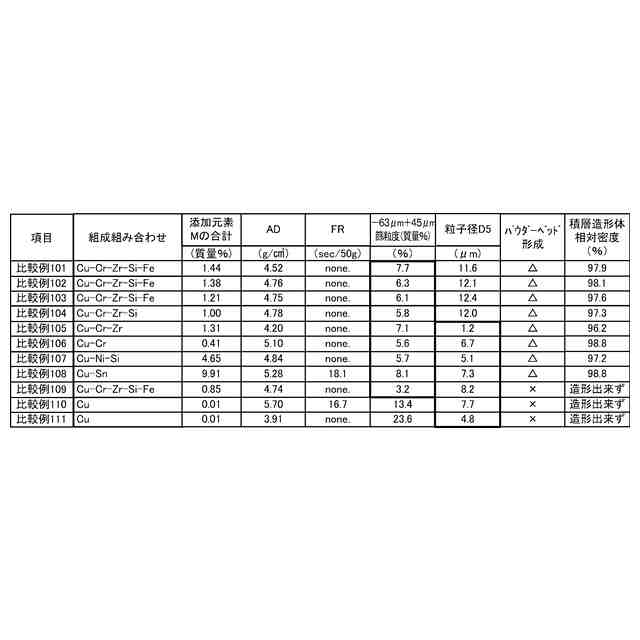
【解決手段】積層造形法により積層造形体を造形するために用いられる積層造形用金属粉末であって、-63μm+45μm篩粒度(質量%)が9%以上、および、粒子径D5が9μm以上である積層造形用金属粉末。この積層造形用金属粉末を用いて、積層造形装置により造形された積層造形体であって、積層造形体の相対密度が99.0%以上であることを特徴とする積層造形体。
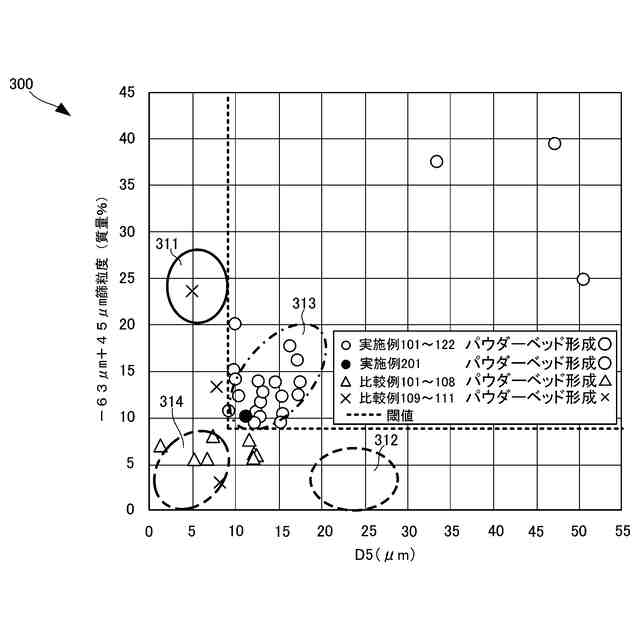
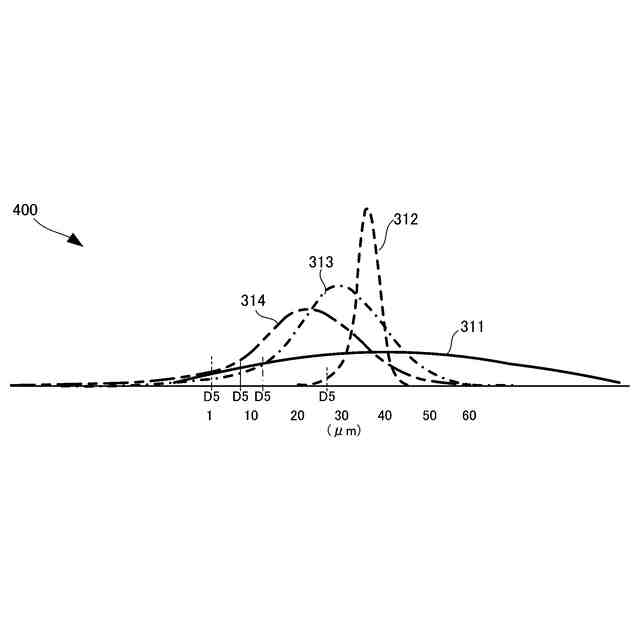
【選択図】 図3
特許請求の範囲
【請求項1】
積層造形法により積層造形体を造形するために用いられる積層造形用金属粉末であって、
-63μm+45μm篩粒度(質量%)が9%以上、および、粒子径D5が9μm以上である積層造形用金属粉末。
続きを表示(約 450 文字)
【請求項2】
前記-63μm+45μm篩粒度(質量%)は、JIS Z8815:1994で規定されるふるいわけ試験方法により得られた値であり、前記粒子径D5は、レーザ回折法により得られた値である請求項1に記載の積層造形用金属粉末。
【請求項3】
前記積層造形用金属粉末は銅合金粉末であって、
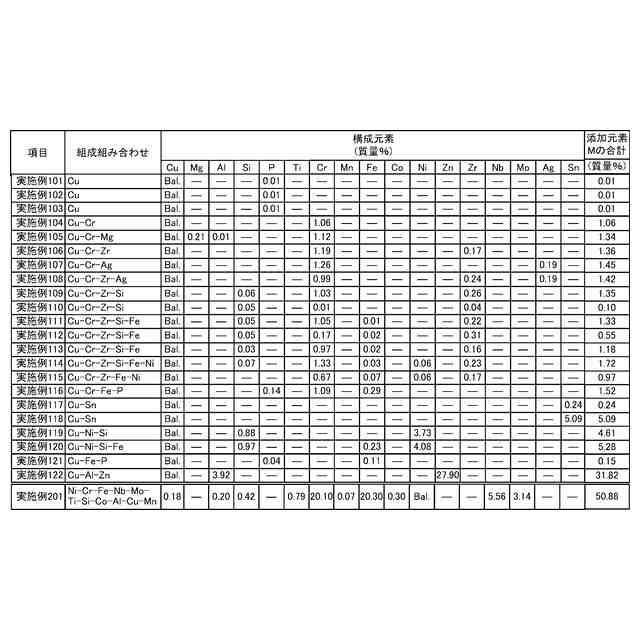
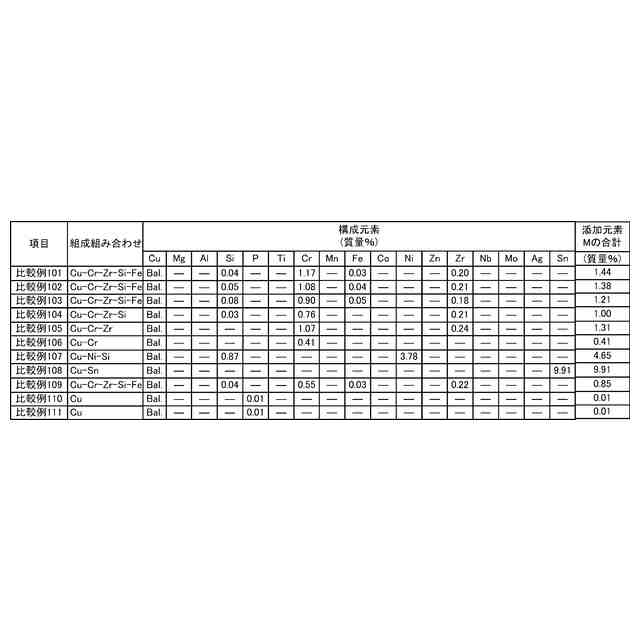
0.01質量%以上32.0質量%以下の添加元素M(元素Mg,Al,Si,P,Cr,Fe,Ni,Zn,Zr,AgおよびSnの少なくとも1つの元素)を含有し、残部が銅および不可避的不純物である請求項2に記載の積層造形用金属粉末。
【請求項4】
請求項1から3のいずれか1項に記載の積層造形用金属粉末を用いて、積層造形装置により造形された積層造形体であって、
前記積層造形体の相対密度が99.0%以上である積層造形体。
【請求項5】
前記相対密度は、100から前記積層造形体の断面の気孔率を差し引いた断面面積率である請求項4に記載の積層造形体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層造形用金属粉末および積層造形体に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
上記技術分野において、特許文献1には、平均粒子径D50とTD(タップ密度)で規定した特性の金属粉末によってパウダーベッドを形成して積層造形を行うと、相対密度95%以上の積層造形体が得られることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-017639号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
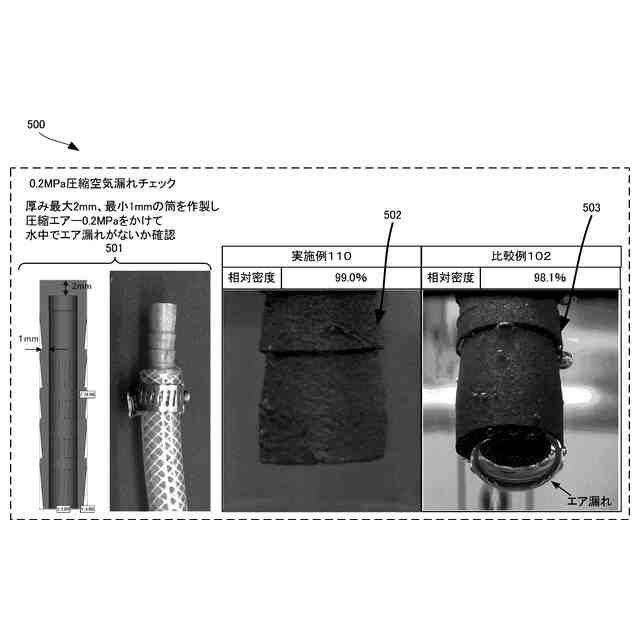
しかしながら、相対密度95%ではオープンポアが生じることで、積層造形体のアプリケーションとして流体を扱う場合には漏れなどのエラーが考えられる。そのため、相対密度99%以上の高密度な積層造形体を得るためには、さらに安定したパウダーベッドを形成することが必要となる。
本発明の目的は、上述の課題を解決する技術を提供することにある。
【課題を解決するための手段】
【0005】
上記目的を達成するため、本発明に係る積層造形用金属粉末は、
積層造形法により積層造形体を造形するために用いられる積層造形用金属粉末であって、
-63μm+45μm篩粒度(質量%)が9%以上、および、粒子径D5が9μm以上である。
【0006】
上記目的を達成するため、本発明に係る積層造形体は、
上記積層造形用金属粉末を用いて、積層造形装置により造形された積層造形体であって、
前記積層造形体の相対密度が99.0%以上である。
【発明の効果】
【0007】
本発明によれば、相対密度99%以上の高密度な積層造形体を得る安定したパウダーベッドを形成することができる。
【図面の簡単な説明】
【0008】
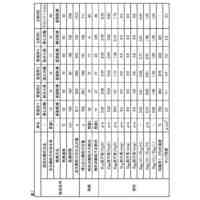
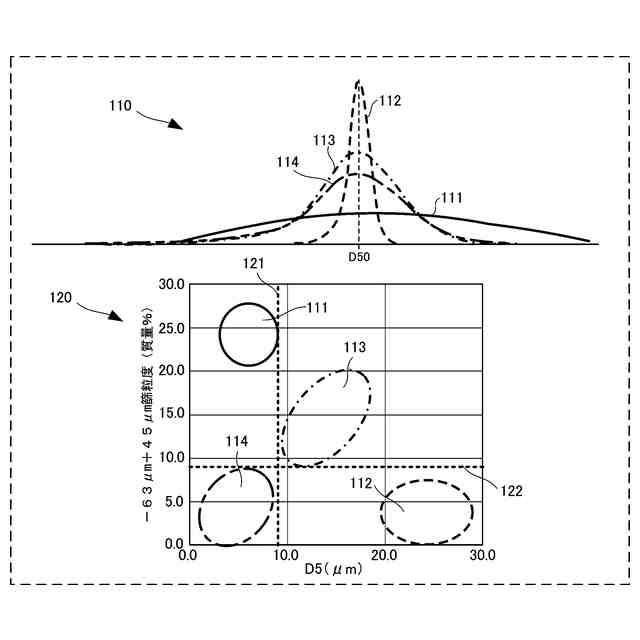
平均粒子径D50の粒子径分布と、粒子径分布に対応する粒子径D5と-63μm+45μm篩粒度(質量%)との関係を示す図である。
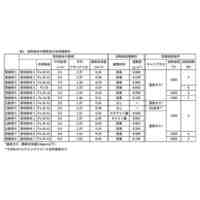
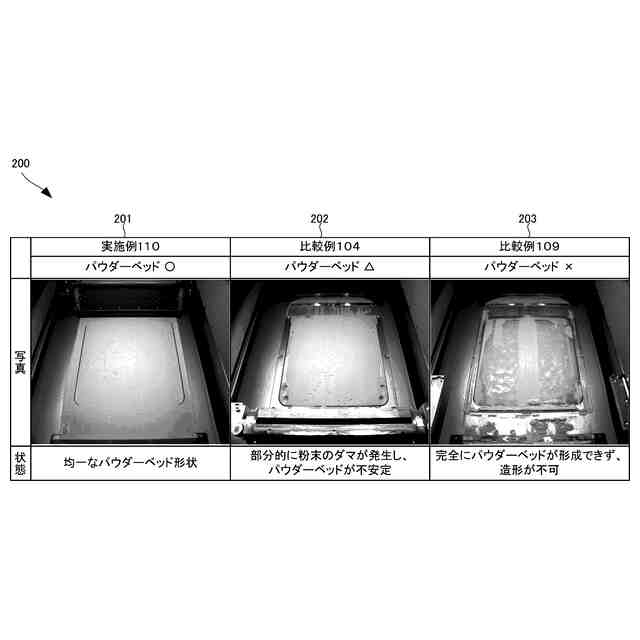
本実施例および比較例におけるパウダーベッドの評価結果について示す図である。
本実施例および比較例における積層造形用金属粉末の粒子径D5と-63μm+45μm篩粒度(質量%)との関係を示す図である。
図3の各領域における粒子径分布を粒子径D5の値を横軸として示す図である。
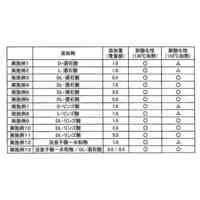
本実施例および比較例における積層造形体としての筒のエア漏れを示す図である。
【発明を実施するための形態】
【0009】
以下に、図面を参照して、本発明の実施の形態について例示的に詳しく説明する。ただし、以下の実施の形態に記載されている構成要素は単なる例示であり、本発明の技術範囲をそれらのみに限定する趣旨のものではない。
【0010】
本実施形態の積層造形用金属粉末として銅合金粉末(銅を主成分の元素とする合金粉末)について説明する。その前に、まず積層造形用銅合金粉末の現状について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
2か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
トヨタ自動車株式会社
中子の製造方法
6日前
株式会社キャステム
鋳造品の製造方法
2か月前
トヨタ自動車株式会社
鋳物砂の再生方法
7日前
トヨタ自動車株式会社
ケースの製造方法
1か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
15日前
トヨタ自動車株式会社
突き折り棒
2か月前
トヨタ自動車株式会社
金型冷却構造
2か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
株式会社豊田中央研究所
積層造形装置
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
日立Astemo株式会社
成形装置
3か月前
ポーライト株式会社
焼結部品の製造方法
15日前
セイコーエプソン株式会社
製造方法
2か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
27日前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
artience株式会社
接合用ペースト、及び接合体
7日前
artience株式会社
接合用ペースト、及び接合体
7日前
artience株式会社
接合用ペースト、及び接合体
7日前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
2か月前
トヨタ自動車株式会社
金型
2か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
花王株式会社
消臭剤組成物
今日
日本鋳造株式会社
押湯切断装置および押湯切断方法
2か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
3か月前
日本製鉄株式会社
鋳片の連続鋳造方法
2か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
3か月前
新東工業株式会社
中子セット装置
16日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
3か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
3か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
2か月前
福田金属箔粉工業株式会社
銅系粉末
20日前
個人
バーナーチップ及びその取付構造
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ