TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068204
公報種別
公開特許公報(A)
公開日
2025-04-28
出願番号
2023177946
出願日
2023-10-16
発明の名称
ピストンの低圧鋳造金型
出願人
個人
代理人
主分類
B22D
18/04 20060101AFI20250421BHJP(鋳造;粉末冶金)
要約
【課題】
従来の技術は、ピストンのダイキャスト金型は一つの金型に対して、一個の鋳造品が取れる。しかし、切削加工のしやすい硬度設定ができないため、低圧鋳造にて、AC4A材を用いて、熱処理ができて、溶体化処理が行え、固溶硬化が行える方法を考えた。
【解決手段】
低圧鋳造金型で、ピストンを一個取りできる方法を考えた。上型に水冷却機構を設けているため、指向性凝固ができて、収縮巣ができることがない。また、空気の巻き込みをなくする方法として、上型とサイド型の間の隙間を0.05mmとっていて、内部の空気が金型の外に出るように金型を設計してある。AC4A材が使えて、熱処理ができて、固溶硬化を行える。
特許請求の範囲
【請求項1】
自動車や自動二輪車のピストンについて、一個取りで小ロット生産ができる。低圧鋳造金型を用いた方法の発明。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ピストンの一個を金型一つでとる方法である。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、ピストンは、重力鋳造であった。2004年から、本田金属技研株式会社で、ダイキャスティング金型鋳造ができるようになった。今回、別の鋳造方法がないか検討した。低圧鋳造での金型を作り、ピストンの一個取りの方法を試す。
【先行技術文献】
【特許文献】
【0003】
出願番号2022-81943
【発明の概要】
【発明が解決しようとする課題】
【0004】
解決しようとする問題点は、ピストンのダイキャスティングでは、熱処理ができないため、材料がダイキャストで鋳造するための材料を用いる。ここで、低圧鋳造でピストンを作るため、熱処理ができて、硬度を切削加工ができるように固くすることができる。利点として、ダイキャスティング材料より、AC4Aという低圧鋳造の鋳造材料が使えるようになる。この材料は、熱処理を行え、硬度を設定できる。切削加工がしやすくなる。また、ピストンの小ロット生産を一個取りの金型でできるため、ピストンの複数個取りをしたくない場合でも利用が可能である。
【課題を解決するための手段】
【0005】
金型構造として、低圧鋳造の一個取りの金型を設計した。低圧鋳造の上型とサイド型の間に0.05mmの隙間を設けて、低圧鋳造であるため、圧力が低いことで、金型の外に溶けたアルミニウムなどが出ることもなく、金型内部の空気などを巻き込まず、金型の外に出すことができる。
【0006】
もう一つの特徴として、大キャスティング金型と比べて、オーバーフローを設けることがなく、鋳造ができる。
【0007】
さらに、ピンホールと呼ばれる水素から起こる鋳巣については、アルゴンガスや窒素ガスを溶湯の中に通して、バブリングと呼ばれるガス拡散を行う。そうすることにより、+に帯電した水素イオンを、マイナスに帯電したアルゴンガスなどに溶け込まして、
溶湯の中から、水素ガスを取り出す方法をとる。
【0008】
次の特徴としては、上型に水冷却機構を設けて、下型には空気の冷却または、空気の冷却機構を設けずに、鋳造することにより、指向性凝固ができて、途中で、アルミニウムなど凝固する場合、収縮巣などができるが、肉厚を検討して、鋳造する場合、収縮巣などが起こりにくい。低圧鋳造の方法をとる。
【発明の効果】
【0009】
発明の効果としては、低圧鋳造であるため、熱処理が行える。ダイキャスティングの場合、空気を巻き込んでいるため、溶体化処理で、析出硬化をねらうと空気の巻き込みの部分が膨れることがある。低圧鋳造であると、上型とサイド型に隙間を開けているため、空気の巻き込みも少ない。熱処理が可能であるため、ピストン材料の硬度を設定できる。切削加工がしやすい。
【図面の簡単な説明】
【0010】
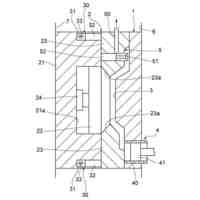
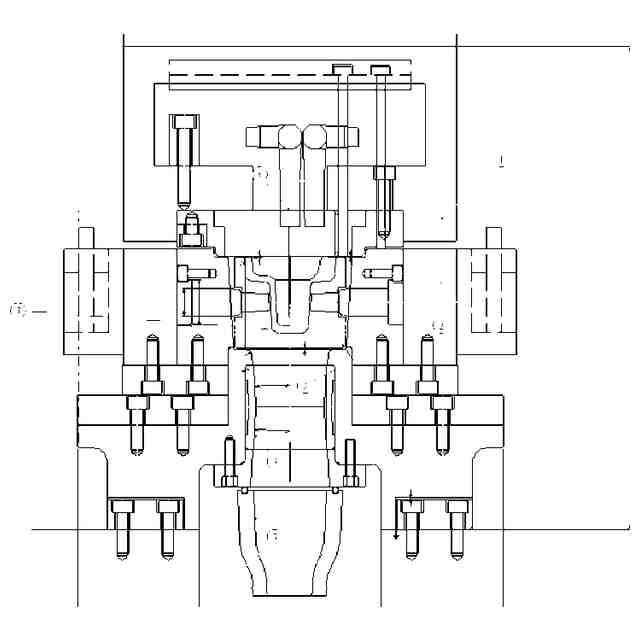
図1はピストンの低圧鋳造の全体図を示す。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
2か月前
トヨタ自動車株式会社
押湯入子
2か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
芝浦機械株式会社
成形システム
15日前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
日本製鉄株式会社
モールドパウダー
23日前
芝浦機械株式会社
射出装置及び成形機
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
山石金属株式会社
アルミニウム含有粒子
22日前
旭有機材株式会社
鋳型の製造方法
3か月前
トヨタ自動車株式会社
鋳物砂の再生方法
3か月前
トヨタ自動車株式会社
突き折り棒
5か月前
トヨタ自動車株式会社
ケースの製造方法
4か月前
山石金属株式会社
アルミニウム含有粒子
22日前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
JFEミネラル株式会社
Ni合金粉
22日前
芝浦機械株式会社
局部変圧装置及び成形機
10日前
福田金属箔粉工業株式会社
Cu系粉末
4か月前
株式会社豊田中央研究所
積層造形装置
4か月前
住友金属鉱山株式会社
金粉の製造方法
1か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
大陽日酸株式会社
金属積層造形方法
1か月前
artience株式会社
接合用ペースト、及び接合体
3か月前
artience株式会社
接合用ペースト、及び接合体
3か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
4か月前
artience株式会社
接合用ペースト、及び接合体
3か月前
トヨタ自動車株式会社
ダイカスト装置
5か月前
個人
鋼の連続鋳造におけるタンディシュ内溶鋼の加熱装置
29日前
日本製鉄株式会社
鋼の連続鋳造方法
29日前
日本製鉄株式会社
鋼の連続鋳造方法
23日前
株式会社プロテリアル
金属付加製造物およびその製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ