TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025080637
公報種別
公開特許公報(A)
公開日
2025-05-26
出願番号
2023193922
出願日
2023-11-14
発明の名称
装置検査システム及び装置検査方法
出願人
新東工業株式会社
代理人
個人
,
個人
,
個人
主分類
B22C
25/00 20060101AFI20250519BHJP(鋳造;粉末冶金)
要約
【課題】効率よく、かつ、適切に装置を検査できる装置検査システム及び装置検査方法を提供する。
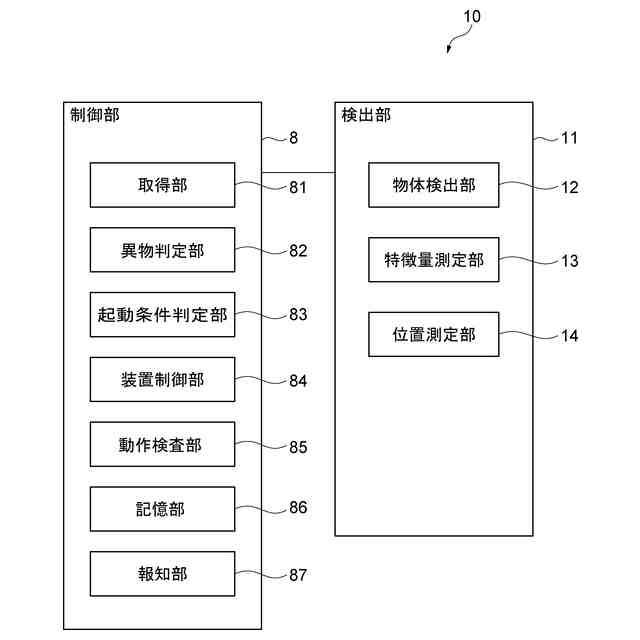
【解決手段】装置検査システムは、物体を検出可能な物体検出センサから物体に関する情報を取得する取得部と、取得部において取得された物体に関する情報に基づいて、装置内の異物の有無を判定する異物判定部と、異物判定部によって装置内に異物が無いと判定された場合に、装置を試運転させる装置制御部と、装置制御部により試運転状態となった装置の動作状況を検査する動作検査部と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
装置内の物体を検出可能な物体検出センサから前記物体に関する情報を取得する取得部と、
前記取得部において取得された前記物体に関する情報に基づいて、前記装置内の異物の有無を判定する異物判定部と、
前記異物判定部によって前記装置内に前記異物が無いと判定された場合に、前記装置を試運転させる装置制御部と、
前記装置制御部により試運転状態となった前記装置の動作状況を検査する動作検査部と、
を備える装置検査システム。
続きを表示(約 1,800 文字)
【請求項2】
前記異物判定部によって前記装置内に前記異物が無いと判定された場合に、前記装置が起動条件を満たしているか否かを判定する起動条件判定部をさらに備え、
前記装置制御部は、前記起動条件判定部によって前記装置が前記起動条件を満たしていないと判定された場合に、前記起動条件に合致するように前記装置を調整し、前記装置を試運転させる、請求項1に記載の装置検査システム。
【請求項3】
装置内の物体を検出可能な物体検出センサから前記物体に関する情報を取得する取得部と、
前記取得部において取得された前記物体に関する情報に基づいて、前記装置内の異物の有無を判定する異物判定部と、
前記異物判定部によって前記装置内に前記異物が無いと判定された場合に、前記装置が起動条件を満たしているか否かを判定する起動条件判定部と、
前記起動条件判定部によって前記装置が前記起動条件を満たしていないと判定された場合に、前記起動条件に合致するように前記装置を調整する装置制御部と、
を備える装置検査システム。
【請求項4】
前記装置は、鋳造設備を含む、請求項1~3の何れか一項に記載の装置検査システム。
【請求項5】
前記装置に設けられるアクチュエータに用いられる動力媒体の特徴量を測定する特徴量測定部をさらに備え、
前記取得部は、前記特徴量測定部から前記アクチュエータに用いられる前記動力媒体の前記特徴量を取得し、
前記起動条件判定部は、前記装置が前記起動条件を満たしているか否かの判定として、前記取得部において取得された前記特徴量に基づいて、前記動力媒体の特徴量が所定の閾値範囲内か否かを判定し、
前記装置制御部は、前記起動条件判定部によって前記動力媒体の特徴量が所定の閾値範囲内にないと判定された場合に、前記特徴量が前記所定の閾値範囲内であるように調整する、請求項2又は3に記載の装置検査システム。
【請求項6】
前記装置に設けられるアクチュエータの位置を測定する位置測定部をさらに備え、
前記取得部は、前記位置測定部から前記アクチュエータの位置に関する情報を取得し、
前記起動条件判定部は、前記装置が前記起動条件を満たしているか否かの判定として、前記取得部において取得された前記位置に関する情報に基づいて、前記アクチュエータが所定の範囲内に位置しているか否かを判定し、
前記装置制御部は、前記起動条件判定部によって前記アクチュエータが前記所定の範囲内に位置していないと判定された場合に、前記アクチュエータが前記所定の範囲内に位置するように調整する、請求項2又は3に記載の装置検査システム。
【請求項7】
前記装置制御部は、前記装置が製造する製造物の製造条件と同一条件で動作するように試運転を実行する、請求項1~3の何れか一項に記載の装置検査システム。
【請求項8】
前記装置は、砂を噴射する噴射部を備え、
前記装置制御部は、前記製造物を製造する処理の少なくとも一部としてガスを供給して前記砂を噴射するように前記噴射部を制御可能であって、前記処理における前記ガスの供給条件と同一条件で前記ガスを供給するように試運転を実行する、請求項7に記載の装置検査システム。
【請求項9】
装置内の物体を検出可能な物体検出センサから前記物体に関する情報を取得する工程と、
前記取得する工程において取得された前記物体に関する情報に基づいて、前記装置内の異物の有無を判定する工程と、
前記異物の有無を判定する工程において前記装置内に前記異物が無いと判定された場合に、前記装置を試運転させる工程と、
前記試運転させる工程において試運転状態となった前記装置の動作状況を検査する工程と、
を含む、装置検査方法。
【請求項10】
前記異物の有無を判定する工程において前記装置内に前記異物が無いと判定された場合に、前記装置が起動条件を満たしているか否かを判定する工程と、
前記起動条件を満たしているか否かを判定する工程において前記起動条件を満たしていないと判定された場合に、前記起動条件に合致するように前記装置を調整し、前記装置を試運転させる工程と、
をさらに含む、請求項9に記載の装置検査方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、装置検査システム及び装置検査方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1は、装置点検システムを開示する。この装置点検システムは、部品識別部と、携帯端末と、コンピュータとを備える。部品識別部は、点検対象となる部品又はその周囲部に設けられ、その部品の識別用データを表す。携帯端末は、部品識別部を読み取り、識別用データに応じて点検画面を表示し、点検画面に応じて入力された点検結果の情報をコンピュータに送信する。
【先行技術文献】
【特許文献】
【0003】
特開2017-144486号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の装置点検システムにおいては、作業者が該当部品の点検箇所において該当部品の点検を行わせることを目的としている。一方で、作業者が点検画面にデータを入力することに手間がかかる可能性がある。また、作業者による点検となるため、点検対象が同一の部品であっても、作業者によっては点検結果が異なる可能性がある。このため、点検画面に入力される点検結果の情報にばらつきが生じる可能性がある。本開示は、効率よく、かつ、適切に装置を検査できる装置検査システム及び装置検査方法を提供する。
【課題を解決するための手段】
【0005】
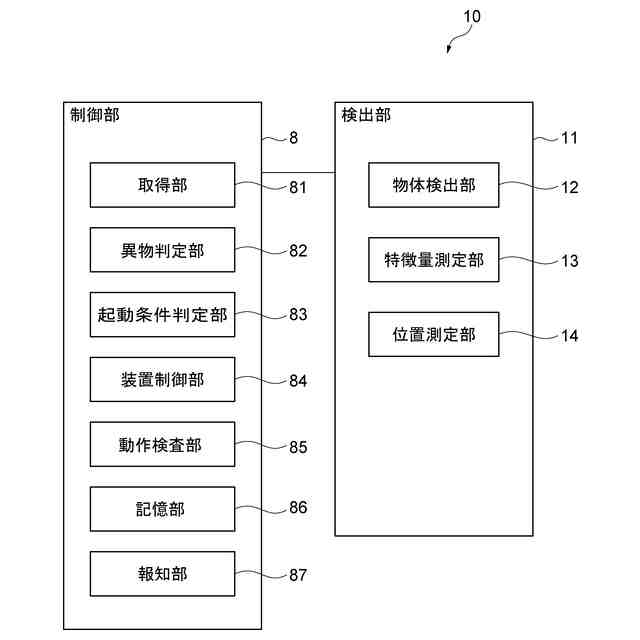
本開示の一側面に係る装置検査システムは、装置内の物体を検出可能な物体検出センサから物体に関する情報を取得する取得部と、取得部において取得された物体に関する情報に基づいて、装置内の異物の有無を判定する異物判定部と、異物判定部によって装置内に異物が無いと判定された場合に、装置を試運転させる装置制御部と、装置制御部により試運転状態となった装置の動作状況を検査する動作検査部と、を備える。
【発明の効果】
【0006】
本開示によれば、効率よく、かつ、適切に装置を検査できる。
【図面の簡単な説明】
【0007】
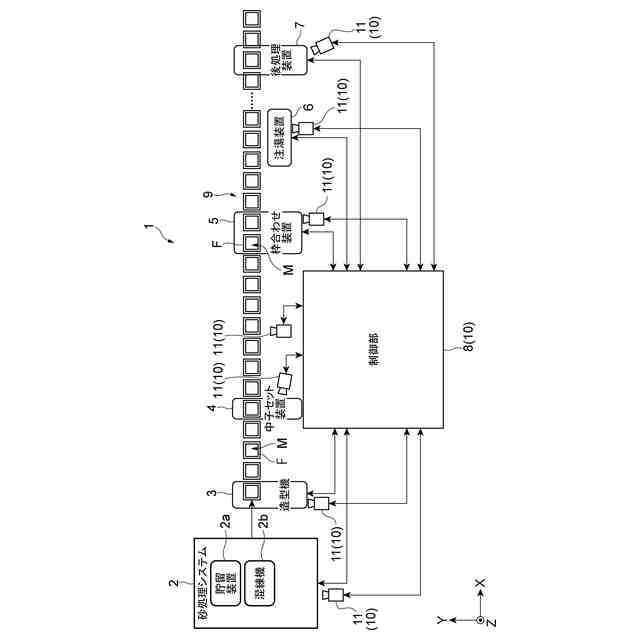
図1は、実施形態に係る装置検査システムを含む鋳造システムを概略的に示す図である。
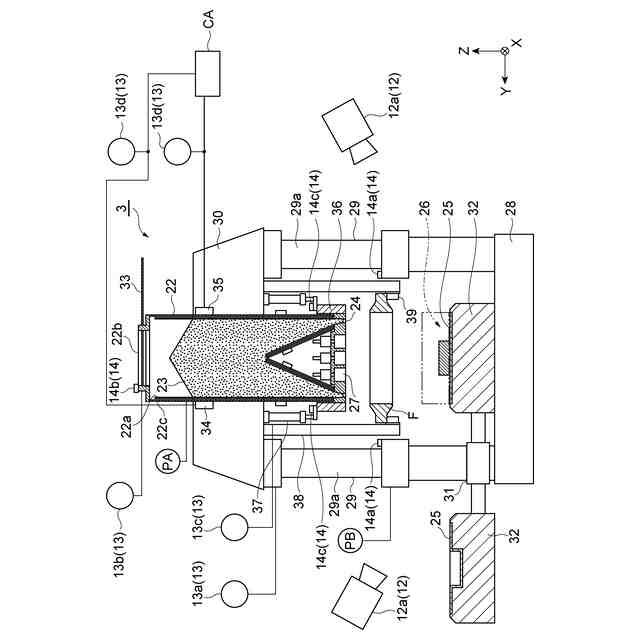
図2は、造型動作の開始前の造型機の状態(原位置の状態)を示す縦断面図である。
図3は、実施形態に係る装置検査システムの構成ブロック図である。
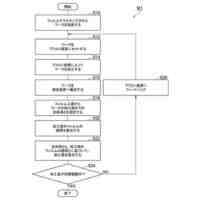
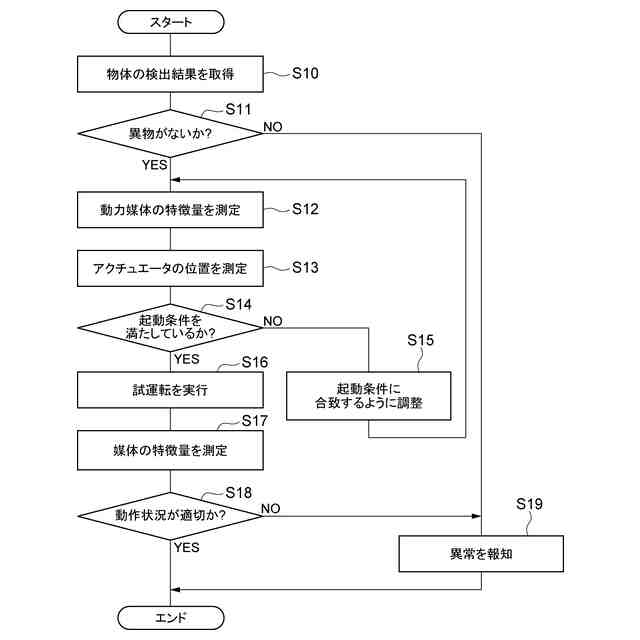
図4は、実施形態に係る装置検査システムによる装置検査方法の一例を示すフローチャートである。
【発明を実施するための形態】
【0008】
[本開示の実施形態の例示]
以下、図面を参照しながら本開示の実施形態が詳細に説明される。図面の説明において同一要素には同一符号が付され、重複する説明は省略される。図面の寸法比率は、説明のものと必ずしも一致していない。「上」「下」「左」「右」の語は、図示する状態に基づくものであり、便宜的なものである。
【0009】
以下の説明では、鋳型の搬送方向をX方向といい、X方向に垂直な水平方向をY方向といい、X方向及びY方向に垂直な方向をZ方向という。X方向及びY方向は水平方向であり、Z方向は鉛直方向である。「上流」及び「下流」の用語は、鋳型の搬送方向を基準として使用される。
【0010】
[装置検査システムの概要]
装置検査システム10は、装置を検査するシステムである。装置検査システム10において検査の対象となる装置は、特定の業態の装置に限定されない。検査対象の装置は、例えば、工場において作動する機械を含む。また、検査対象の装置は、工場において、作業者が出入り可能なエリア内、又は、当該エリアに近接している装置であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
新東工業株式会社
粉体供給装置
2か月前
新東工業株式会社
ワークの加工方法、及び測定システム
16日前
個人
鋼の連続鋳造用鋳型
16日前
個人
ピストンの低圧鋳造金型
4か月前
トヨタ自動車株式会社
押湯入子
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
18日前
株式会社プロテリアル
合金粉末の製造方法
5か月前
山石金属株式会社
ガスアトマイズ装置
25日前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
株式会社キャステム
鋳造品の製造方法
4か月前
芝浦機械株式会社
射出装置及び成形機
28日前
トヨタ自動車株式会社
中子の製造方法
1か月前
山石金属株式会社
ガスアトマイズ装置
25日前
トヨタ自動車株式会社
中子の製造方法
2か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
旭有機材株式会社
鋳型の製造方法
1か月前
トヨタ自動車株式会社
突き折り棒
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
6か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
10日前
大同特殊鋼株式会社
鋼塊の製造方法
6か月前
トヨタ自動車株式会社
金型冷却構造
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
6か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
4か月前
株式会社豊田中央研究所
積層造形装置
3か月前
福田金属箔粉工業株式会社
Cu系粉末
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4か月前
日立Astemo株式会社
成形装置
5か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
6か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
4か月前
株式会社神戸製鋼所
鋼の製造方法
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ