TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025002841
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023103208
出願日
2023-06-23
発明の名称
金型温度調整装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B22C
9/06 20060101AFI20241226BHJP(鋳造;粉末冶金)
要約
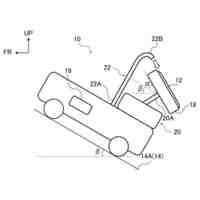
【課題】固定型及び可動型の間に形成されたキャビティに充填された溶湯を所望の温度に保温することができる金型温度調整装置を提供すること。
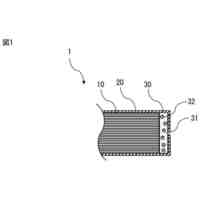
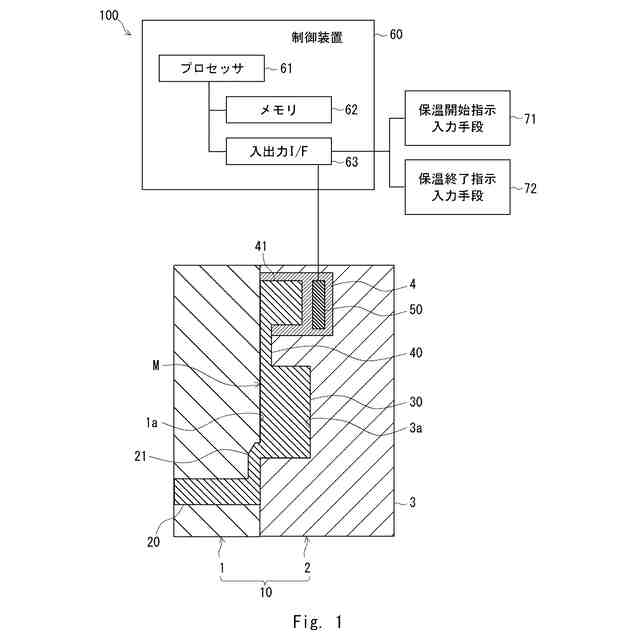
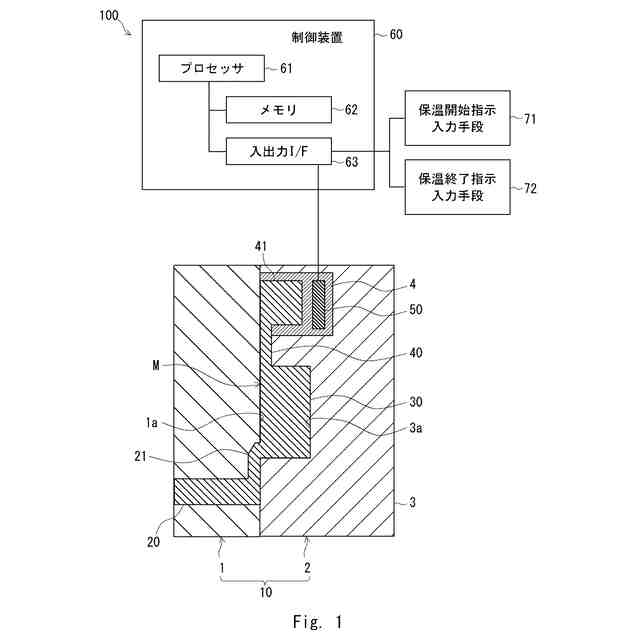
【解決手段】金型温度調整装置100は、ダイカスト鋳造に用いられる固定型1及び可動型2を有する金型10の温度を調整する装置である。金型温度調整装置100は、固定型1及び可動型2の間に形成されたキャビティ30に接続されるオーバーフロー41を加熱する加熱手段と、加熱手段の温度を制御する制御手段と、を有する。
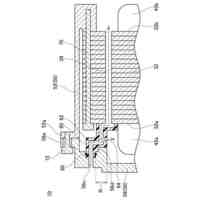
【選択図】図1
特許請求の範囲
【請求項1】
固定型及び可動型の間に形成されたキャビティに接続されるオーバーフローを加熱する加熱手段と、
前記加熱手段の温度を制御する制御手段と、
を有する金型温度調整装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は金型温度調整装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
金型内に形成された可動型と固定型との間のキャビティに溶湯を充填して鋳造品を製造するダイカスト鋳造は、製造コストが安い割りには複雑な形状の鋳造品を製造することができる等のメリットから、産業界で多く使用されている。そして、ダイカスト鋳造に用いられる金型の温度を調整する技術が提案されている。
【0003】
特許文献1には、可動型と固定型とを備える金型の温度を調整しながらダイカスト鋳造により製品を製造する鋳造品の製造方法において、ダイカスト鋳造を中断する場合には、可動型と固定型とを型締めして溶湯を充填した状態で、可動型と固定型に熱媒体を供給して保温する鋳造品の製造方法及び金型温度調整装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2009-291831号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の技術によれば、キャビティ部の内壁の温度を容易に均一化することができ、予熱時のロスを減らして鋳造品の品質の均一化を図ることができることが記載されている。しかしながら、特許文献1に記載の技術では、熱媒体を供給するための熱媒体通路を金型に設ける必要があるが、複雑な製品形状に対応するキャビティが形成された金型であると、製品形状に追従した熱媒体通路を金型に設けることが困難な場合や、熱媒体通路を設けるために金型の加工コストが増大する虞があるという問題があった。
【0006】
本開示は、このような問題を解決するためになされたものであり、固定型及び可動型の間に形成されたキャビティに充填された溶湯を所望の温度に保温することができる金型温度調整装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
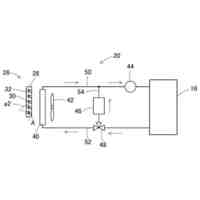
一実施の形態にかかる金型温度調整装置は、固定型及び可動型の間に形成されたキャビティに接続されるオーバーフローを加熱する加熱手段と、加熱手段の温度を制御する制御手段と、を有する。
【発明の効果】
【0008】
本開示により、固定型及び可動型の間に形成されたキャビティに充填された溶湯を所望の温度に保温することができる金型温度調整装置を提供することができる。
【図面の簡単な説明】
【0009】
実施の形態1にかかる金型温度調整装置を適用した金型の一例を示す断面図である。
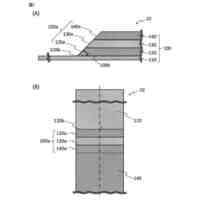
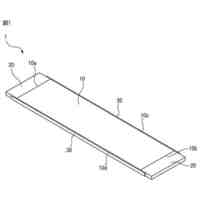
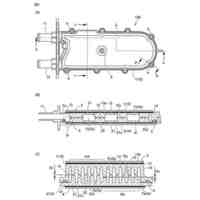
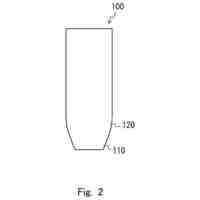
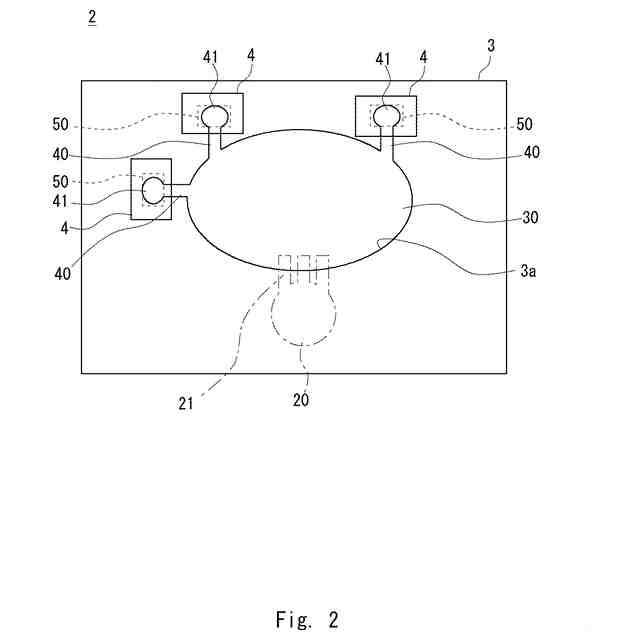
金型に含まれる可動型の平面図である。
【発明を実施するための形態】
【0010】
実施の形態1
以下、図面を参照して本開示の実施の形態について説明する。ただし、本開示が以下の実施の形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜、簡略化されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
方法
15日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
治具
9日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
方法
14日前
トヨタ自動車株式会社
電池
14日前
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
方法
1日前
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
方法
16日前
トヨタ自動車株式会社
車体
17日前
トヨタ自動車株式会社
電池
21日前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
車両
23日前
トヨタ自動車株式会社
方法
24日前
トヨタ自動車株式会社
方法
24日前
トヨタ自動車株式会社
椅子
24日前
トヨタ自動車株式会社
車両
28日前
トヨタ自動車株式会社
車両
29日前
トヨタ自動車株式会社
車体
1日前
トヨタ自動車株式会社
方法
15日前
トヨタ自動車株式会社
電動機
14日前
トヨタ自動車株式会社
モータ
今日
トヨタ自動車株式会社
モータ
11日前
トヨタ自動車株式会社
加熱器
28日前
トヨタ自動車株式会社
モータ
16日前
トヨタ自動車株式会社
サーバ
11日前
トヨタ自動車株式会社
固定子
29日前
トヨタ自動車株式会社
電動車
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ