TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024158841
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023074404
出願日
2023-04-28
発明の名称
鋳造方法
出願人
日本鋳造株式会社
代理人
個人
主分類
B22D
19/00 20060101AFI20241031BHJP(鋳造;粉末冶金)
要約
【課題】複雑な設備を用いることなく、製品の鋳造欠陥を抑制することができる鋳造方法およびそれに用いる部材を提供する。
【解決手段】
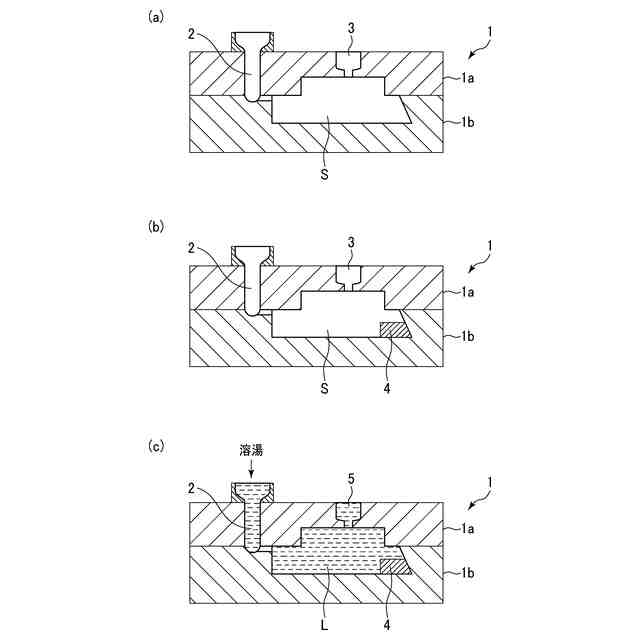
鋳型に溶湯を注入して鋳造品を得る鋳造方法は、鋳型を準備する工程と、鋳型に溶湯を注入して凝固させた際に鋳造欠陥が生じる位置を含む部分に適合する部材を予め積層造形により形成する工程と、その部材をその部分に配置する工程と、部材が配置された鋳型に溶湯を注入し、部材を鋳包む工程とを有する。
【選択図】 図1
特許請求の範囲
【請求項1】
鋳型に溶湯を注入して鋳造品を得る鋳造方法であって、
鋳型を準備する工程と、
前記鋳型に溶湯を注入して凝固させた際に鋳造欠陥が生じる位置を含む部分に適合する部材を予め積層造形により形成する工程と、
前記部材を前記部分に配置する工程と、
前記部材が配置された前記鋳型に溶湯を注入し、前記部材を鋳包む工程と、
を有することを特徴とする鋳造方法。
続きを表示(約 470 文字)
【請求項2】
前記鋳造欠陥が生じる位置は、実際に前記鋳型に溶湯を注入して鋳造を行って鋳造欠陥が生じることが確認された位置、または、設計上、前記鋳造欠陥が生じることが予想される位置であることを特徴とする請求項1に記載の鋳造方法。
【請求項3】
前記鋳造欠陥は、溶湯が凝固する際に生じる引け巣、割れであることを特徴とする請求項1に記載の鋳造方法。
【請求項4】
前記溶湯と前記部材とは同じ材料であることを特徴とする請求項1から請求項3のいずれか一項に記載の鋳造方法。
【請求項5】
鋳型に溶湯を注入して鋳造品を得るにあたり、前記鋳型内における、溶湯を注入した際に鋳造欠陥が生じる位置を含む部分に配置される部材であって、
前記部材は積層造形部材であり、前記部材が前記鋳型の前記部分に配置された状態で、前記鋳型に溶湯が注入されることにより鋳包まれることを特徴とする部材。
【請求項6】
前記部材の材料は、前記溶湯と同じ材料であることを特徴とする請求項5に記載の部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、欠陥が生じやすい鋳物の製造に適した鋳造方法およびそれに用いる部材に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
鋳物は、鋳型に溶湯を注入して凝固させる鋳造により製造される。鋳物として精密鋳造品、特に、複雑形状の鋳造品を鋳造する場合には、凝固制御が困難であり鋳造品の内部や表面に引け巣欠陥が発生しやすいことが知られている(例えば特許文献1)。また、大型の鋳造品を鋳造する場合にも部分的に引け巣等の欠陥が生じやすいことが知られている。
【0003】
特許文献1では、鋳型加熱炉内にセラミック製鋳型を設置し、鋳型を鋳物の融点以上に加熱した後に溶湯を注入するという精密鋳造の手法を前提とし、鋳型を下方に引き出しながら鋳物を凝固させることで、引け巣欠陥の発生を防止している。
【先行技術文献】
【特許文献】
【0004】
特開平8-224655号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示された技術は、精密鋳造に限定された特殊な手法であり、設備が複雑であるとともに適用が限定される。
【0006】
したがって、本発明は、複雑な設備を用いることなく、製品の鋳造欠陥を抑制することができる鋳造方法およびそれに用いる部材を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明は、以下の(1)~(6)の手段を提供する。
【0008】
(1)鋳型に溶湯を注入して鋳造品を得る鋳造方法であって、
鋳型を準備する工程と、
前記鋳型に溶湯を注入して凝固させた際に鋳造欠陥が生じる位置を含む部分に適合する部材を予め積層造形により形成する工程と、
前記部材を前記部分に配置する工程と、
前記部材が配置された前記鋳型に溶湯を注入し、前記部材を鋳包む工程と、
を有することを特徴とする鋳造方法。
【0009】
(2)前記鋳造欠陥が生じる位置は、実際に前記鋳型に溶湯を注入して鋳造を行って鋳造欠陥が生じることが確認された位置、または、設計上、前記鋳造欠陥が生じることが予想される位置であることを特徴とする(1)に記載の鋳造方法。
【0010】
(3)前記鋳造欠陥は、溶湯が凝固する際に生じる引け巣、割れであることを特徴とする請求項1に記載の鋳造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
UBEマシナリー株式会社
成形機
5か月前
マツダ株式会社
鋳造装置
6か月前
株式会社 寿原テクノス
金型装置
4か月前
三菱電機株式会社
三次元造形装置
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
株式会社エスアールシー
インゴット
4か月前
個人
透かし模様付き金属板の製造方法
4か月前
芝浦機械株式会社
成形機
3か月前
芝浦機械株式会社
成形機
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
株式会社キャステム
鋳造品の製造方法
1か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
株式会社浅沼技研
半溶融金属の成形方法
5か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
株式会社クボタ
弁箱用の消失模型
5か月前
トヨタ自動車株式会社
突き折り棒
25日前
トヨタ自動車株式会社
金型温度調整装置
4か月前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
29日前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
株式会社豊田中央研究所
積層造形装置
1日前
新東工業株式会社
粉末除去装置
5か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
5か月前
トヨタ自動車株式会社
異種金属部材の接合方法
5か月前
新東工業株式会社
測定装置
5か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
日立Astemo株式会社
成形装置
2か月前
キヤノン株式会社
樹脂微粒子の製造方法
5か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
セイコーエプソン株式会社
製造方法
1か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































