TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025030201
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023135285
出願日
2023-08-23
発明の名称
鋳型及びその製造方法
出願人
株式会社浅沼技研
代理人
個人
主分類
B22C
9/02 20060101AFI20250228BHJP(鋳造;粉末冶金)
要約
【課題】鋳物形状に沿って冷し金部を形成することができ、有効な冷却効果を得ることができるとともに、冷し金に起因する不要な駄肉や形状の生成を回避して後工程を簡素化することができる鋳型及びその製造方法を提供する。
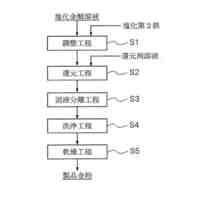
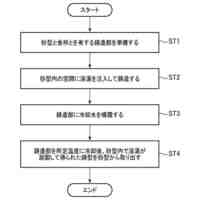
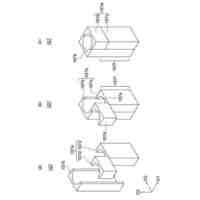
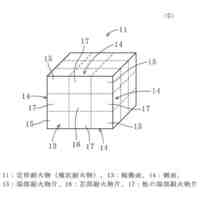
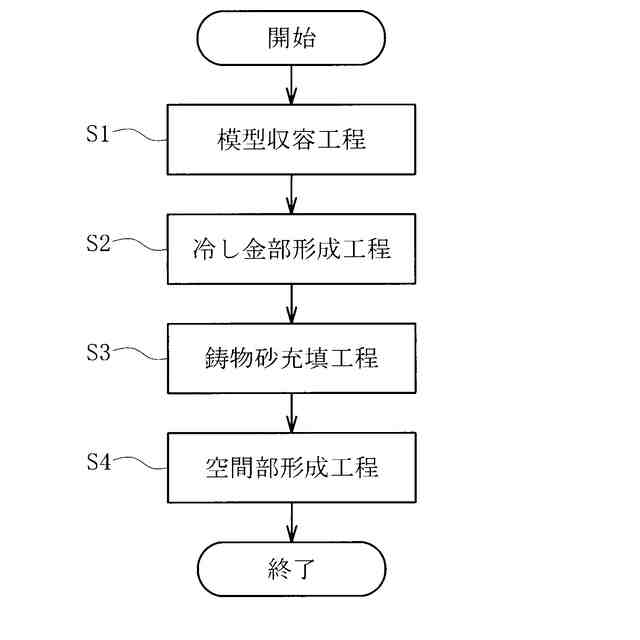
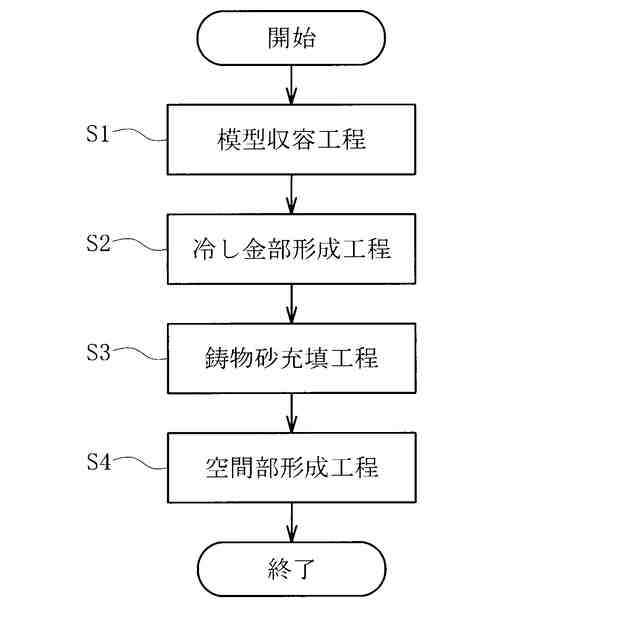
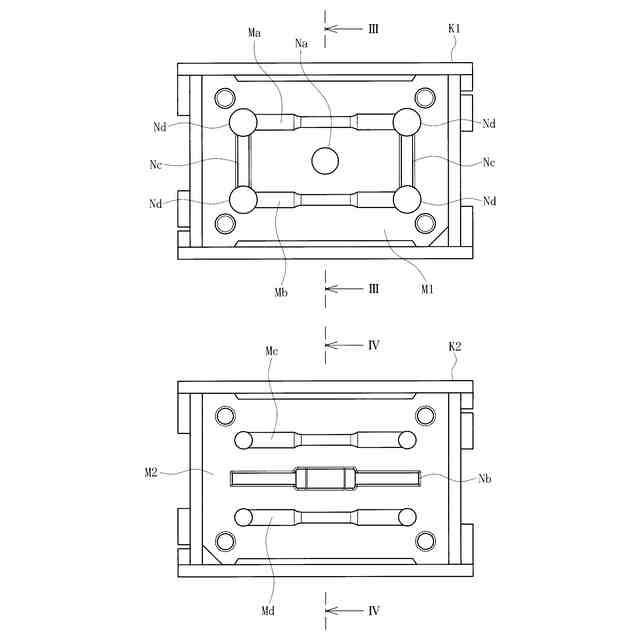
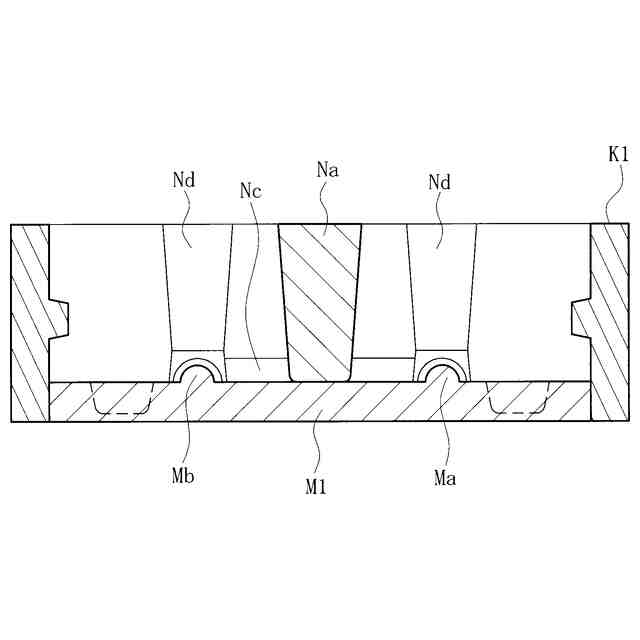
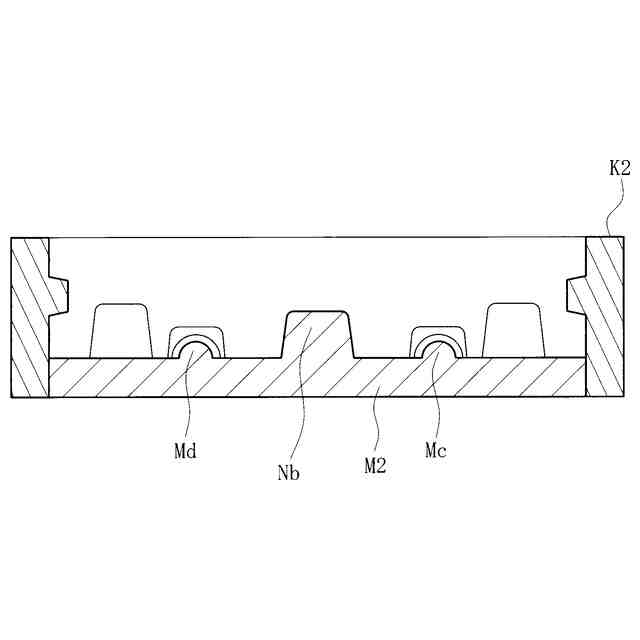
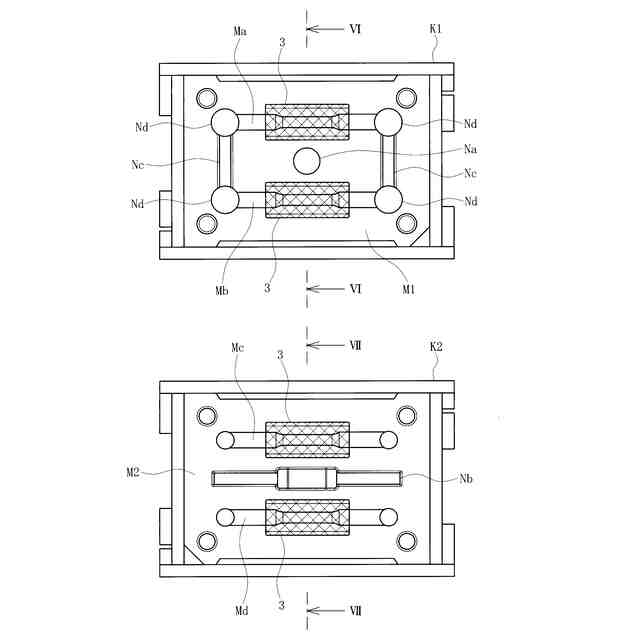
【解決手段】鋳物形状に沿った空間部5が鋳物砂内に形成され、当該空間部5に溶湯を流し込んで鋳物Wを成形可能な鋳型の製造方法であって、型枠内に鋳物形状に倣った外輪郭を有する模型を収容する模型収容工程S1と、型枠に収容された模型の少なくとも所定部位に金属粒子及びバインダの混錬部材を被せた後、突き固めて冷し金部3を形成する冷し金部形成工程S2と、冷し金部3が形成された模型を含む型枠内に鋳物砂を充填させる鋳物砂充填工程S3と、模型及び型枠を取り除いて鋳物形状に沿った空間部5が形成された鋳型を得る空間部形成工程S4とを有する。
【選択図】図1
特許請求の範囲
【請求項1】
鋳物形状に沿った空間部が鋳物砂内に形成され、当該空間部に溶湯を流し込んで鋳物を成形可能な鋳型であって、
前記空間部の少なくとも所定部位の外輪郭に沿って金属粒子及びバインダの混錬部材から成る冷し金部が形成されたことを特徴とする鋳型。
続きを表示(約 740 文字)
【請求項2】
前記冷し金部の金属粒子は、前記鋳物砂の粒度と略等しいことを特徴とする請求項1記載の鋳型。
【請求項3】
前記冷し金部の金属粒子及び鋳物砂の粒度は、590μm以下とされたことを特徴とする請求項2記載の鋳型。
【請求項4】
前記冷し金部は、前記金属粒子が鉄から成るとともに、前記バインダが水ガラスまたはアルカリフェノールから成ることを特徴とする請求項1記載の鋳型。
【請求項5】
鋳物形状に沿った空間部が鋳物砂内に形成され、当該空間部に溶湯を流し込んで鋳物を成形可能な鋳型の製造方法であって、
型枠内に鋳物形状に倣った外輪郭を有する模型を収容する模型収容工程と、
前記型枠に収容された前記模型の少なくとも所定部位に金属粒子及びバインダの混錬部材を被せた後、突き固めて冷し金部を形成する冷し金部形成工程と、
前記冷し金部が形成された前記模型を含む型枠内に鋳物砂を充填させる鋳物砂充填工程と、
前記模型及び型枠を取り除いて前記鋳物形状に沿った空間部が形成された鋳型を得る空間部形成工程と、
を有することを特徴とする鋳型の製造方法。
【請求項6】
前記冷し金部の金属粒子は、前記鋳物砂の粒度と略等しいことを特徴とする請求項5記載の鋳型の製造方法。
【請求項7】
前記冷し金部の金属粒子及び鋳物砂の粒度は、590μm以下とされたことを特徴とする請求項6記載の鋳型の製造方法。
【請求項8】
前記冷し金部は、前記金属粒子が鉄から成るとともに、前記バインダが水ガラスまたはアルカリフェノールから成ることを特徴とする請求項5記載の鋳型の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳物形状に沿った空間部が鋳物砂内に形成され、当該空間部に溶湯を流し込んで鋳物を成形可能な鋳型及びその製造方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
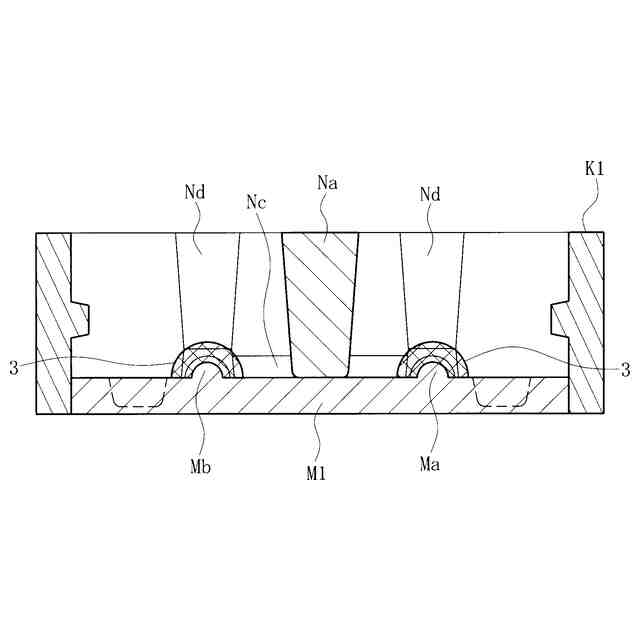
鋳鉄や鉄鋼などの鉄系鋳物や銅合金やアルミニウム合金などの非鉄合金鋳物を製造するため、鋳物形状に沿った空間部が鋳物砂内に形成された鋳型(砂型)が用いられている。かかる鋳型は、鋳物砂内の空間部に溶湯を流し込み、冷却固化させることで所望形状の鋳物を得るものであり、例えば押湯に向かう指向性凝固を促すとともに肉厚部の引け巣を防止するため、ブロック状に形成された鉄製の成る冷し金を使用するものがある(例えば特許文献1参照)。
【0003】
従来の冷し金は、型枠に収容された模型の所定部位に当てた状態で設置されるものとされ、冷し金を模型の所定部位に当てた状態を維持しつつ型枠内に鋳物砂を充填した後、模型を型枠から取り除くことにより鋳型(砂型)が得られるようになっていた。このようにして得られた鋳型は、鋳物砂内に模型に沿った空間部が形成されるので、その空間部に溶湯を注ぎ込んで冷却固化させることにより鋳物が形成されるとともに、冷し金が設置された部位の冷却速度を向上させて引け巣の発生を抑制することができる。
【先行技術文献】
【特許文献】
【0004】
実開昭57-165338号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の鋳型で使用される冷し金は、ブロック状に形成された鉄製部材から成るので、鋳物形状の湾曲した部位に使用した場合、その湾曲形状に沿って配設することができず、有効な冷却効果を得ることができないという不具合があった。また、鋳物形状の湾曲した部位と冷し金との間に隙間が生じてしまい、その隙間に溶湯が流れ込んで余分な駄肉が形成されることから、当該駄肉を切削加工するための後工程が必要とされた。さらに、従来の冷し金の表面には、鋳造時に発生するガスを抜くための複数の溝が形成されており、このガス抜き用の溝形状が鋳物の表面に転造されてしまうことから、後工程にて当該溝形状を切削加工する必要もあった。
【0006】
本発明は、このような事情に鑑みてなされたもので、鋳物形状に沿って冷し金部を形成することができ、有効な冷却効果を得ることができるとともに、冷し金に起因する不要な駄肉や形状の生成を回避して後工程を簡素化することができる鋳型及びその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
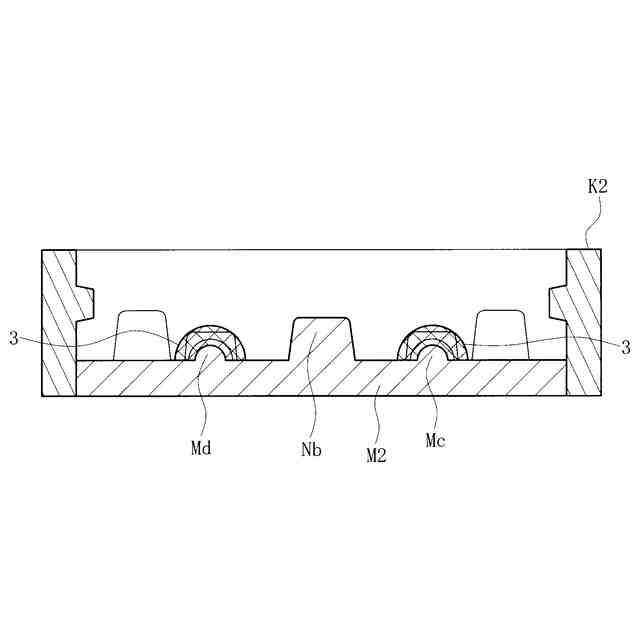
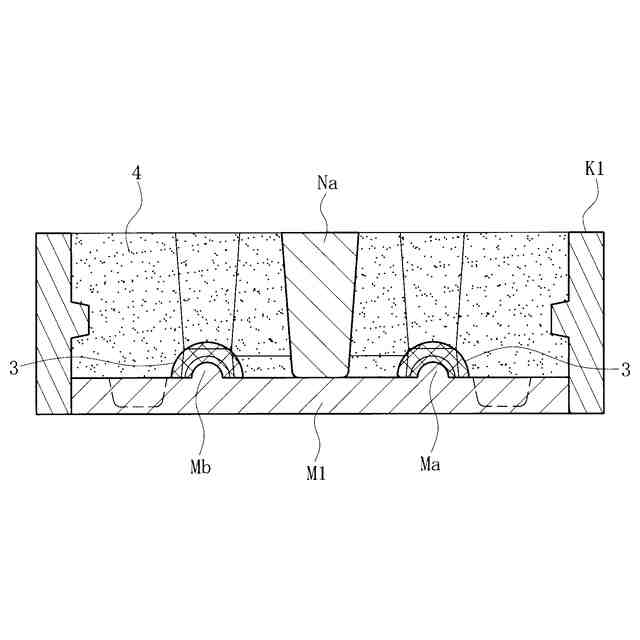
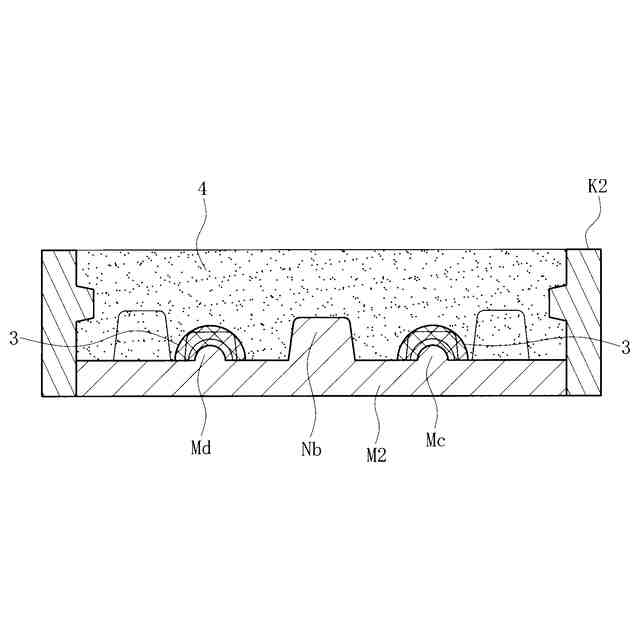
請求項1記載の発明は、鋳物形状に沿った空間部が鋳物砂内に形成され、当該空間部に溶湯を流し込んで鋳物を成形可能な鋳型であって、前記空間部の少なくとも所定部位の外輪郭に沿って金属粒子及びバインダの混錬部材から成る冷し金部が形成されたことを特徴とする。
【0008】
請求項2記載の発明は、請求項1記載の鋳型において、前記冷し金部の金属粒子は、前記鋳物砂の粒度と略等しいことを特徴とする。
【0009】
請求項3記載の発明は、請求項2記載の鋳型において、前記冷し金部の金属粒子及び鋳物砂の粒度は、590μm以下とされたことを特徴とする。
【0010】
請求項4記載の発明は、請求項1記載の鋳型において、前記冷し金部は、前記金属粒子が鉄から成るとともに、前記バインダが水ガラスまたはアルカリフェノールから成ることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
友鉄工業株式会社
錫プレート成形方法
2か月前
芝浦機械株式会社
成形システム
1か月前
日本製鉄株式会社
モールドパウダー
1か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
JFEミネラル株式会社
Ni合金粉
1か月前
芝浦機械株式会社
溶解保持炉
23日前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法
2日前
住友金属鉱山株式会社
金粉の製造方法
2か月前
大陽日酸株式会社
金属積層造形方法
2か月前
日本鋳造株式会社
鋳型の製造方法および製造設備
8日前
日本製鉄株式会社
鋼の連続鋳造方法
8日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
芝浦機械株式会社
成形機用コントローラ及び成形機
1か月前
個人
鋼の連続鋳造におけるタンディシュ内溶鋼の加熱装置
1か月前
山石金属株式会社
アルミニウム含有粒子の製造方法
1か月前
住友金属鉱山株式会社
金粉及びその製造方法
2か月前
大陽日酸株式会社
転写型シート状接合材
29日前
UBEマシナリー株式会社
鋳造成形装置
1か月前
芝浦機械株式会社
射出装置、成形機及び成形システム
1か月前
大陽日酸株式会社
転写型シート状接合材
29日前
UBEマシナリー株式会社
加圧鋳造装置
2か月前
大陽日酸株式会社
還元剤被覆銅ナノ粒子
1か月前
住友金属鉱山株式会社
希土類遷移金属窒素系磁性粉末
1か月前
株式会社木村鋳造所
再生鋳物砂の製造方法
24日前
品川リフラクトリーズ株式会社
モールドパウダー
1か月前
川崎重工業株式会社
付加製造方法及び付加製造装置
29日前
川崎重工業株式会社
付加製造方法及び付加製造装置
29日前
日本製鉄株式会社
塊状耐火物の品質評価方法
2日前
有限会社 サンエイ・モールド
ダイカスト成型機のガス抜き装置
1か月前
株式会社プロテリアル
付加製造装置および付加製造物の製造方法
2か月前
東京窯業株式会社
ガス吹きノズル及びその製造方法
2か月前
芝浦機械株式会社
給湯装置、給湯システム及び成形システム
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ