TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025001122
公報種別
公開特許公報(A)
公開日
2025-01-08
出願番号
2023100537
出願日
2023-06-20
発明の名称
半溶融金属の成形方法
出願人
株式会社浅沼技研
代理人
個人
主分類
B22D
17/00 20060101AFI20241225BHJP(鋳造;粉末冶金)
要約
【課題】半溶融成形法(チクソキャスティング法)を適用して得られる製品の品質を向上させることができる半溶融金属の成形方法を提供する。
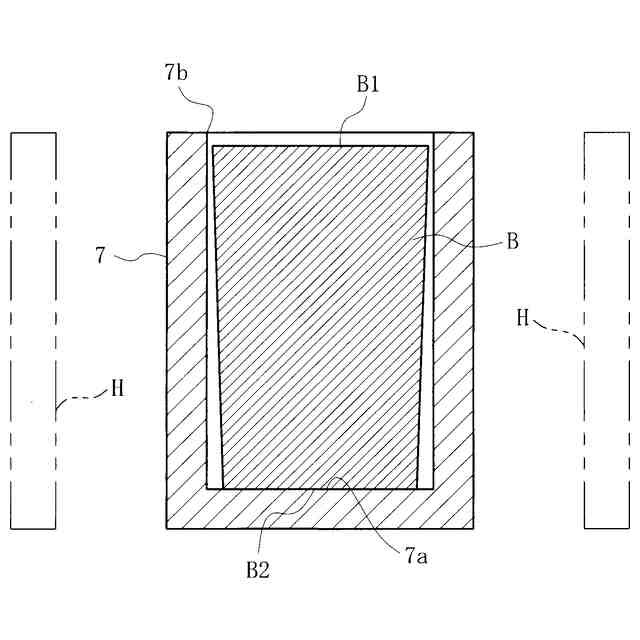
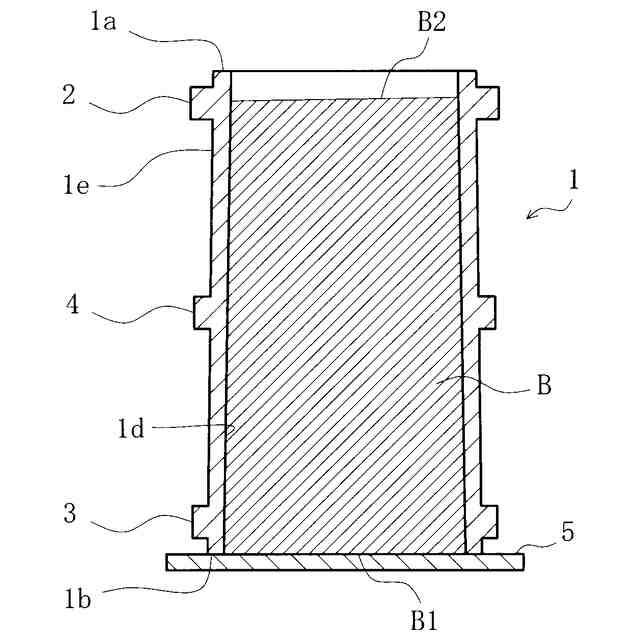
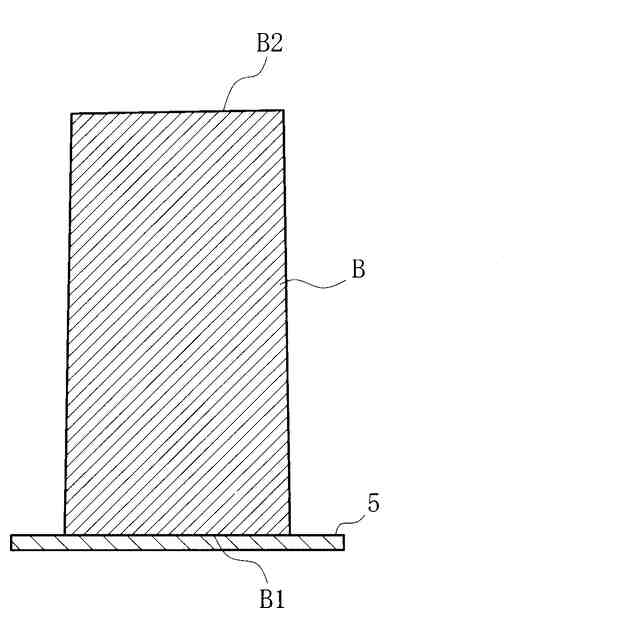
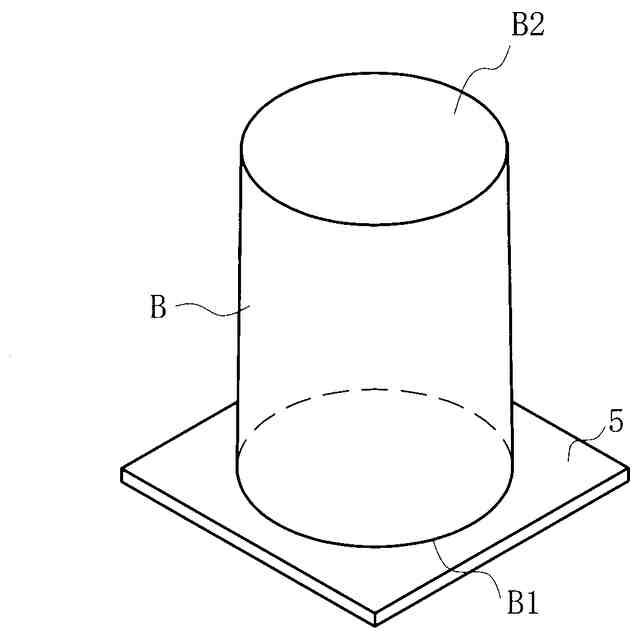
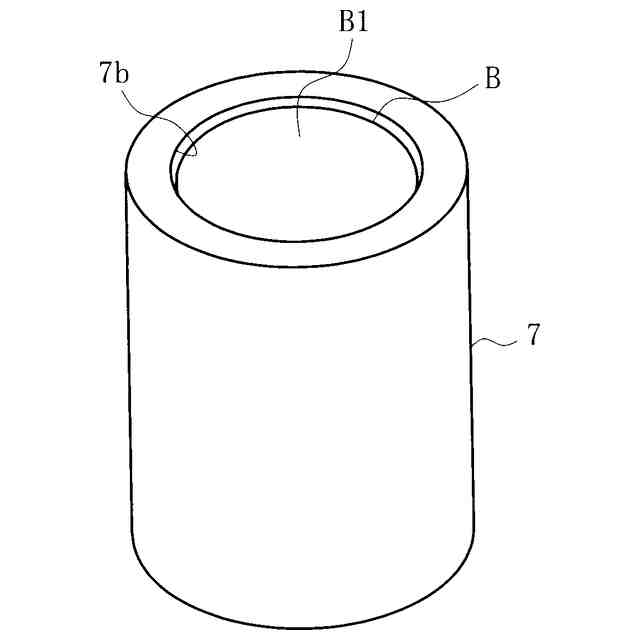
【解決手段】粒状化した初晶を有した半溶融金属を得るとともに所定時間経て冷却固化することにより半溶融成形用のビレットBを成形した後、ビレット再加熱用容器7に半溶融成形用のビレットBを収容し、外側に加熱装置Hを配置して再加熱することにより得られた半溶融金属を成形金型に投入する半溶融金属の成形方法であって、ビレット成形用ステンレス容器1は、径が大きい端面B1と径が小さい端面B2を有した円錐台状のビレットBを成形するとともに、ビレット再加熱用容器7は、上方が開口しつつ底部7aを有したセラミック製容器から成り、径が大きい端面B1が開口7b側及び径が小さい端面B2が底部7a側となる状態でビレットBを収容して再加熱されるものである。
【選択図】図10
特許請求の範囲
【請求項1】
アルミニウム合金溶湯を注湯してビレットを成形可能とされたステンレス製の円筒状容器から成り、内径が5インチ以下及び注湯前の温度が300℃以下に設定されたビレット成形用ステンレス容器を用い、前記アルミニウム合金溶湯の注湯温度がそのアルミニウム合金溶湯における凝固開始温度以上640℃以下の条件とし、アルミニウム合金溶湯を充填させるだけで、粒状化した初晶を有した半溶融金属を得るとともに所定時間経て冷却固化することにより半溶融成形用のビレットを成形した後、
ビレット再加熱用容器に前記半溶融成形用のビレットを収容し、外側に加熱装置を配置して再加熱することにより得られた半溶融金属を成形金型に投入する半溶融金属の成形方法であって、
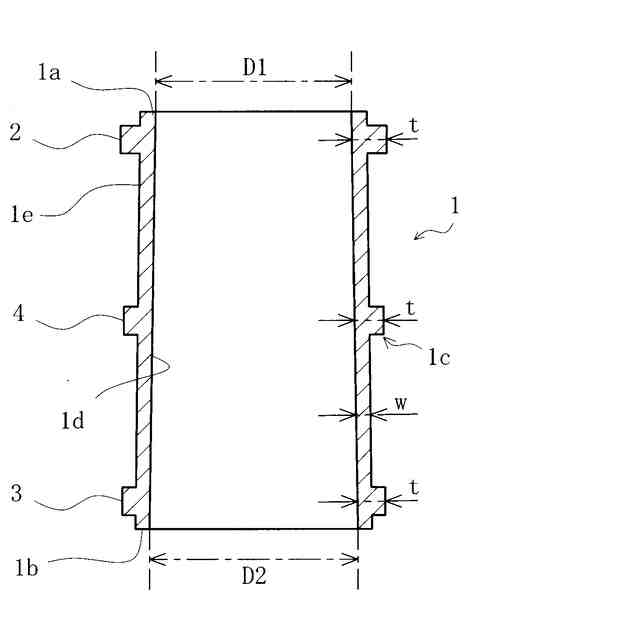
前記ビレット成形用ステンレス容器は、両端が開口し、内周面が一方の開口端部から他方の開口端部に向かって拡径するように勾配して構成され、径が大きい端面と径が小さい端面を有した円錐台状の半溶融成形用のビレットを成形するとともに、前記ビレット再加熱用容器は、上方が開口しつつ底部を有したセラミック製容器から成り、径が大きい端面が前記開口側及び径が小さい端面が前記底部側となる状態で前記半溶融成形用のビレットを収容して再加熱される、半溶融金属の成形方法。
続きを表示(約 560 文字)
【請求項2】
前記ビレット再加熱用容器の前記開口から半溶融金属を成形金型に投入する際、前記ビレット再加熱用容器の開口側の半溶融金属が前記成形金型のプロフィル部に投入され、続いて前記底部に溜まった液だれ部分が投入されて成形品のビスケット部に含有される、請求項1記載の半溶融金属の成形方法。
【請求項3】
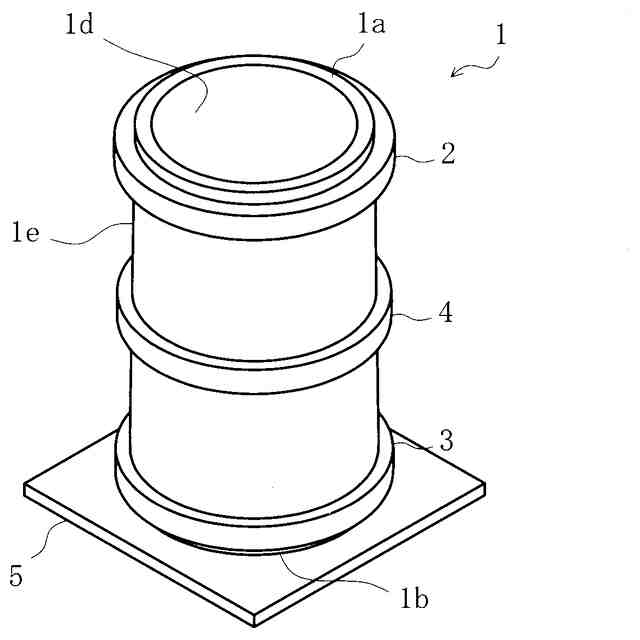
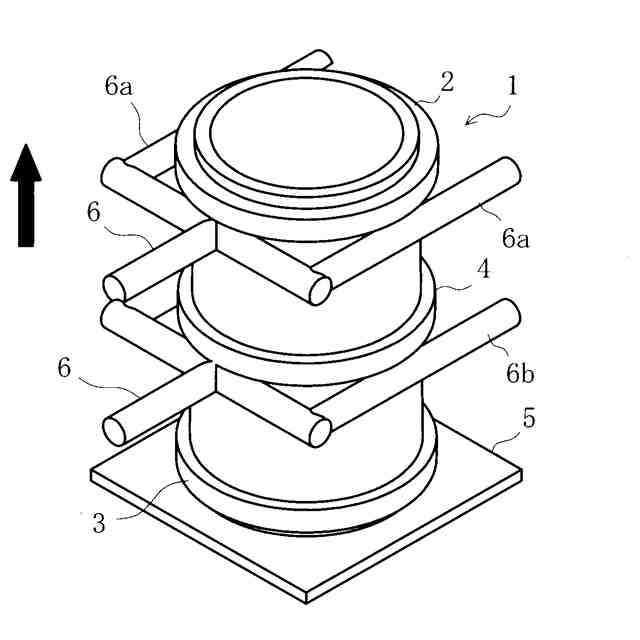
板状のパレットの上面に前記ビレット成形用ステンレス容器の前記他方の開口端部を密着させ、その内部空間に対して前記一方の開口端部からアルミニウム合金溶湯を注湯した後、冷却固化させることにより径が大きい端面が前記パレットに密着した状態の前記半溶融成形用のビレットを形成することを特徴とする請求項2記載の半溶融金属の成形方法。
【請求項4】
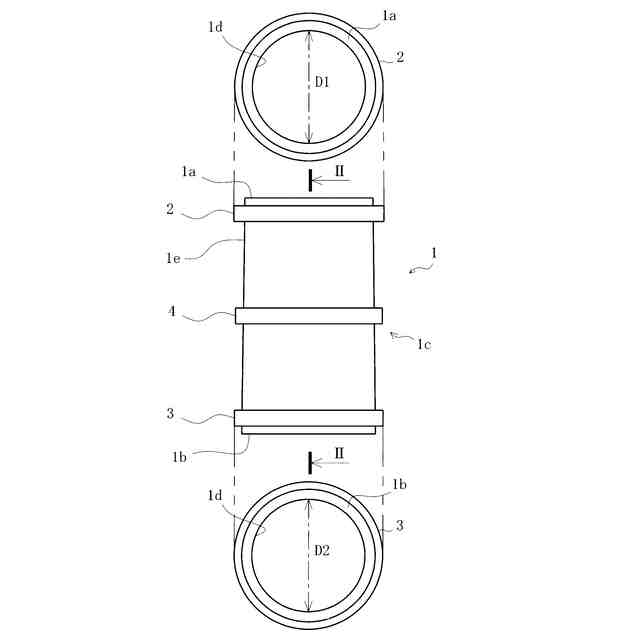
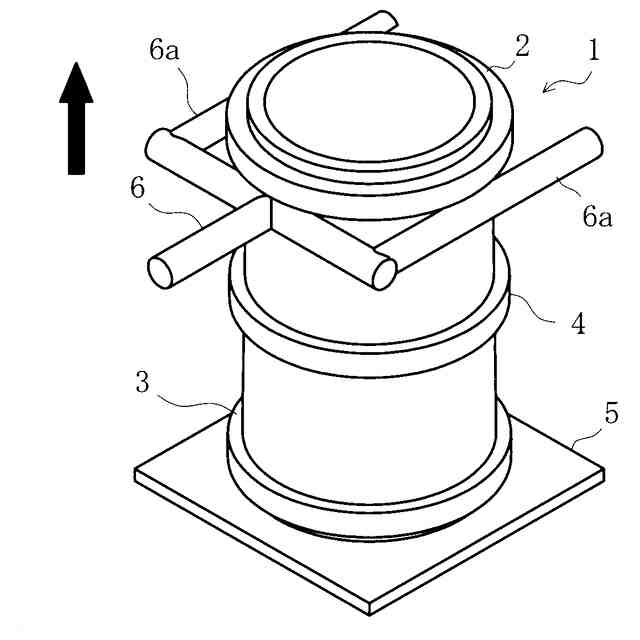
前記ビレット成形用ステンレス容器は、外周面において、少なくとも前記一方の開口端部と、前記他方の開口端部と、前記一方の開口端部及び前記他方の開口端部の間に位置する中間部とに肉厚寸法が他の部位より大きいリング部がそれぞれ形成されたことを特徴とする、請求項1記載の半溶融金属の成形方法。
【請求項5】
前記ビレット再加熱用容器の加熱は、高周波コイルによる加熱とされることを特徴とする請求項1~4の何れか1つに記載の半溶融金属の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム合金溶湯を充填させるだけで、粒状化した初晶を有した半溶融金属を得るとともに所定時間経て冷却固化することにより半溶融成形用のビレットを成形した後、再加熱することにより得られた半溶融金属を成形金型に投入する半溶融金属の成形方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
半溶融成形法は、固相と液相とが共存状態となった半溶融素材(例えばアルミニウム合金鋳造素材)を金型内に充填した後、冷却固化して製品を得る方法であり、固液共存域より成形し得ることから、冷却速度を速め、製品の機械的性質を向上させ得るという効果があり、近年注目されるに至っている。しかるに、冷却速度が速くなれば、成形時の凝固も速くなることから、素材を短時間で金型内に充填する必要がある。
【0003】
したがって、素材を短時間で金型内に充填するためには、金型への流動性(即ち、充填性)が良好であり、短時間で金型内に充填され得る半溶融素材が半溶融成形に適しており、そのような特性を得るには、粒状化した固相(初晶)を持つ半溶融素材とすることが必要とされる。このような半溶融素材を得るため、従来、結晶核が凝固に伴って成長する際、所定の条件のとき、アルミニウム合金溶湯を充填させるだけで、粒状化した初晶を得ることができる技術が開示されている(例えば特許文献1、特許文献2参照)。
【0004】
また、半溶融成形法(チクソキャスティング法)を適用して所望の製品を成形する場合、上記の如く得られた粒状化した初晶を有する半溶融金属を冷却固化してビレット(半溶融成形用のビレット)を成形した後、そのビレットを再加熱して半溶融金属を生成し、成形金型に投入する必要がある。
【先行技術文献】
【特許文献】
【0005】
特開2010-155262号公報
特開2007-181874号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1、2においては、半溶融成形法(チクソキャスティング法)を適用して所望の製品を成形するため、ビレットを再加熱する技術について開示がなく、例えばビレット再加熱用容器にビレットを収容して加熱する際、ビレットから液だれ部分が生じることがあり、その液だれ部分を含む半溶融金属を成形金型に投入すると、液だれ部分が製品に混入して品質を悪化させてしまう虞がある。
【0007】
本発明は、このような事情に鑑みてなされたもので、半溶融成形法(チクソキャスティング法)を適用して得られる製品の品質を向上させることができる半溶融金属の成形方法を提供することにある。
【課題を解決するための手段】
【0008】
請求項1記載の発明は、アルミニウム合金溶湯を注湯してビレットを成形可能とされたステンレス製の円筒状容器から成り、内径が5インチ以下及び注湯前の温度が300℃以下に設定されたビレット成形用ステンレス容器を用い、前記アルミニウム合金溶湯の注湯温度がそのアルミニウム合金溶湯における凝固開始温度以上640℃以下の条件とし、アルミニウム合金溶湯を充填させるだけで、粒状化した初晶を有した半溶融金属を得るとともに所定時間経て冷却固化することにより半溶融成形用のビレットを成形した後、ビレット再加熱用容器に前記半溶融成形用のビレットを収容し、外側に加熱装置を配置して再加熱することにより得られた半溶融金属を成形金型に投入する半溶融金属の成形方法であって、前記ビレット成形用ステンレス容器は、両端が開口し、内周面が一方の開口端部から他方の開口端部に向かって拡径するように勾配して構成され、径が大きい端面と径が小さい端面を有した円錐台状の半溶融成形用のビレットを成形するとともに、前記ビレット再加熱用容器は、上方が開口しつつ底部を有したセラミック製容器から成り、径が大きい端面が前記開口側及び径が小さい端面が前記底部側となる状態で前記半溶融成形用のビレットを収容して再加熱されるものである。
【0009】
請求項2記載の発明は、請求項1記載の半溶融金属の成形方法において、前記ビレット再加熱用容器の前記開口から半溶融金属を成形金型に投入する際、前記ビレット再加熱用容器の開口側の半溶融金属が前記成形金型のプロフィル部に投入され、続いて前記底部に溜まった液だれ部分が投入されて成形品のビスケット部に含有されるものである。
【0010】
請求項3記載の発明は、請求項2記載の半溶融金属の成形方法において、板状のパレットの上面に前記ビレット成形用ステンレス容器の前記他方の開口端部を密着させ、その内部空間に対して前記一方の開口端部からアルミニウム合金溶湯を注湯した後、冷却固化させることにより径が大きい端面が前記パレットに密着した状態の前記半溶融成形用のビレットを形成することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
3か月前
UBEマシナリー株式会社
成形機
8か月前
トヨタ自動車株式会社
押湯入子
6日前
株式会社 寿原テクノス
金型装置
7か月前
三菱電機株式会社
三次元造形装置
7か月前
株式会社エスアールシー
インゴット
7か月前
株式会社プロテリアル
合金粉末の製造方法
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
4か月前
株式会社キャステム
鋳造品の製造方法
3か月前
個人
透かし模様付き金属板の製造方法
6か月前
山石金属株式会社
ガスアトマイズ装置
今日
トヨタ自動車株式会社
中子の製造方法
19日前
芝浦機械株式会社
成形機
6か月前
芝浦機械株式会社
成形機
6か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
芝浦機械株式会社
射出装置及び成形機
3日前
山石金属株式会社
ガスアトマイズ装置
今日
東洋機械金属株式会社
ダイカストマシン
7か月前
東洋機械金属株式会社
ダイカストマシン
7か月前
トヨタ自動車株式会社
突き折り棒
3か月前
株式会社浅沼技研
鋳型及びその製造方法
5か月前
旭有機材株式会社
鋳型の製造方法
24日前
トヨタ自動車株式会社
ケースの製造方法
2か月前
トヨタ自動車株式会社
金型温度調整装置
7か月前
株式会社日本高熱工業社
潤滑剤塗布装置
5か月前
トヨタ自動車株式会社
鋳物砂の再生方法
1か月前
株式会社クボタ
弁箱用の消失模型
8か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
株式会社浅沼技研
半溶融金属の成形方法
7か月前
株式会社プロテリアル
金属付加製造物の製造方法
5日前
トヨタ自動車株式会社
金型冷却構造
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
5か月前
大同特殊鋼株式会社
鋼塊の製造方法
5か月前
福田金属箔粉工業株式会社
Cu系粉末
2か月前
新東工業株式会社
粉末除去装置
7か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































