TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034059
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140206
出願日
2023-08-30
発明の名称
鋼塊の製造方法
出願人
大同特殊鋼株式会社
代理人
個人
,
個人
主分類
B22D
23/10 20060101AFI20250306BHJP(鋳造;粉末冶金)
要約
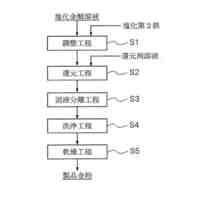
【課題】スタブを電極における所望の位置に接合することができ、その結果、電極とモールドとのサイドギャップをより均等に近づけることができるため、より品質に優れる鋼塊を得ることができる鋼塊の製造方法を提供。
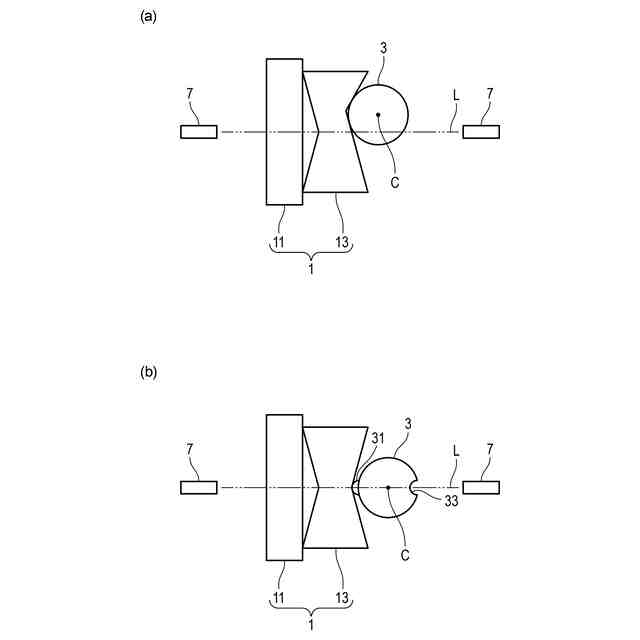
【解決手段】電極の端面にスタブを取り付け、スタブをクランプによって掴み持ち上げ、電極を再溶解炉のモールド内に装入して電極を溶解し、凝固する操作を含む鋼塊の製造方法であって、前記電極の側面を密着させると、予め特定している直線L上に電極の特定の断面における中心Cを存在させることができる治具を用意し、前記電極の側面を前記治具へ密着させる工程と、電極の側面の位置を計測し、それによって電極の断面の中心Cの位置を特定する工程と、特定した中心Cの位置から特定される電極の中心軸ω
1
と、クランプの中心軸ω
2
とが一致するように、スタブを電極の端面に取り付ける工程と、を備える、鋼塊の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
電極の端面にスタブを取り付け、前記スタブをクランプによって掴み持ち上げ、前記電極を再溶解炉のモールド内に装入し、その後、前記電極を溶解し、凝固する操作を含む、鋼塊の製造方法であって、
前記電極の側面を密着させると、予め特定している直線L上に前記電極の特定の断面における中心Cを存在させることができる治具を用意し、前記電極の側面を前記治具へ密着させる密着工程と、
前記電極の側面の位置を計測し、それによって前記電極の断面の中心Cの位置を特定する中心位置特定工程と、
特定した前記中心Cの位置から特定される前記電極の中心軸ω
1
と、前記クランプの中心軸ω
2
とが一致するように、前記クランプを用いて前記スタブを前記電極の前記端面に取り付けるスタブ取付工程と、
を備える、鋼塊の製造方法。
続きを表示(約 450 文字)
【請求項2】
前記中心位置特定工程において、
前記電極の中心軸ω
1
に平行な方向における異なる位置にて、前記電極の側面の位置を測定する、請求項1に記載の鋼塊の製造方法。
【請求項3】
前記密着工程において、
前記治具がV字ローラーである、請求項1または2に記載の鋼塊の製造方法。
【請求項4】
前記密着工程において、
中心軸ω
1
が鉛直方向となるように配置した前記電極の側面を支持手段を用いて前記治具へ密着させる、請求項1または2に記載の鋼塊の製造方法。
【請求項5】
前記中心位置特定工程において、
レーザー距離計を用いて前記電極の側面の位置を特定する、請求項1または2に記載の鋼塊の製造方法。
【請求項6】
前記中心位置特定工程において、
前記直線L上において前記電極の側面の位置を2か所特定する、請求項1または2に記載の鋼塊の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は鋼塊の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来、鋼の再溶解に用いる電極へスタブを接合する方法について、いくつかの提案がなされている。
【0003】
例えば特許文献1には、再溶解炉のモールド内に電極を装入するに先立ち、前記電極の上端面にスタブを溶接するに際し、電極長手方向の複数の計測点において、前記モールドとスタブクランプ部の通り芯を軸にして前記電極の外側を旋回する測距センサで、前記電極の外周面と前記測距センサとの間の距離を計測する工程1;各計測点において、その計測情報に基づく画像処理を行い、前記通り芯の位置を原点座標とする電極断面図を描画し、描画された電極断面図内に存在するある点を中心点として前記モールドと同径の仮想モールド円を描画し、前記電極断面図と前記仮想モールド円の間に描画された仮想サイドギャップ間の差が前記電極断面図の全周において最小となるような前記中心点(GP’)の座標を計算する工程2;全ての前記電極断面図における前記中心点の座標を近似的に結んで電極の長手方向に仮想軸(Z)を描画し、電極の上端面における前記仮想軸(Z)の前記通り芯に対する傾きが1.5mm/m以下となるように電極の傾きを調整する工程3;前記仮想軸(Z)の中心点(GP'')の座標を、前記通り芯の原点座標に沿って電極の上端面まで垂直に移動させ、前記上端面における座標を溶接点の位置座標とする工程4;および、前記通り芯を原点座標とする座標系を備えたスタブ搬送手段でスタブを前記溶接点に搬送したのち、その位置で、スタブを電極の上端面に溶接する工程5;を備えていることを特徴とする、再溶解炉に用いる電極へのスタブの取付け方法が記載されている。
【0004】
例えば特許文献2には、ターニングテーブルの上に角型の消耗電極を装着する四角形の開口部を中心部に有する電極アタッチメントを載置し、該電極アタッチメントの開口部に角型の消耗電極を装着し、該角型の消耗電極の長手方向の軸の周りにターニングテーブルにより回転可能としたこと特徴とするスタブと角型の消耗電極を溶接するための補助治具が記載されている。
【0005】
例えば特許文献3には、電極の外径と長さから電極の重量およびスタブの接合面に掛かるモーメントを算出し、これらの数値からボルトの径および本数を求め、スタブの下端面にボルト取り付け用の一体型のフランジを設け、電極上端面にネジ穴を開けた後、スタブと電極をボルトによる締結で接合する方法からなることを特徴とした電極とスタブの接合方法が記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2007-69263号公報
特開2012-143764号公報
特開2012-144753号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
鋼の再溶解に用いる電極へスタブを接合する際、スタブを電極における所望の位置に接合することが好ましい。その場合、電極とモールドとのサイドギャップをより均等に近づけることができ、その結果、より品質に優れる鋼塊を得ることができるからである。
【0008】
本発明は、スタブを電極における所望の位置に接合することができるため、電極とモールドとのサイドギャップをより均等に近づけることができ、その結果、より品質に優れる鋼塊を得ることができる鋼塊の製造方法を提供する。
【課題を解決するための手段】
【0009】
本発明は以下の(1)~(6)である。
(1)電極の端面にスタブを取り付け、前記スタブをクランプによって掴み持ち上げ、前記電極を再溶解炉のモールド内に装入し、その後、前記電極を溶解し、凝固する操作を含む、鋼塊の製造方法であって、
前記電極の側面を密着させると、予め特定している直線L上に前記電極の特定の断面における中心Cを存在させることができる治具を用意し、前記電極の側面を前記治具へ密着させる密着工程と、
前記電極の側面の位置を計測し、それによって前記電極の断面の中心Cの位置を特定する中心位置特定工程と、
特定した前記中心Cの位置から特定される前記電極の中心軸ω
1
と、前記クランプの中心軸ω
2
とが一致するように、前記クランプを用いて前記スタブを前記電極の前記端面に取り付けるスタブ取付工程と、
を備える、鋼塊の製造方法。
(2)前記中心位置特定工程において、
前記電極の中心軸ω
1
に平行な方向における異なる位置にて、前記電極の側面の位置を測定する、上記(1)に記載の鋼塊の製造方法。
(3)前記密着工程において、
前記治具がV字ローラーである、上記(1)または(2)に記載の鋼塊の製造方法。
(4)前記密着工程において、
中心軸ω
1
が鉛直方向となるように配置した前記電極の側面を支持手段を用いて前記治具へ密着させる、上記(1)~(3)のいずれかに記載の鋼塊の製造方法。
(5)前記中心位置特定工程において、
レーザー距離計を用いて前記電極の側面の位置を特定する、上記(1)~(4)のいずれかに記載の鋼塊の製造方法。
(6)前記中心位置特定工程において、
前記直線L上において前記電極の側面の位置を2か所特定する、上記(1)~(5)のいずれかに記載の鋼塊の製造方法。
【発明の効果】
【0010】
本発明によれば、スタブを電極における所望の位置に接合することができるため、電極とモールドとのサイドギャップをより均等に近づけることができ、その結果、より品質に優れる鋼塊を得ることができる鋼塊の製造方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
27日前
個人
ピストンの低圧鋳造金型
4か月前
トヨタ自動車株式会社
押湯入子
1か月前
友鉄工業株式会社
錫プレート成形方法
6日前
大阪硅曹株式会社
無機中子用水性塗型剤
29日前
株式会社プロテリアル
合金粉末の製造方法
5か月前
株式会社キャステム
鋳造品の製造方法
5か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
芝浦機械株式会社
成形機
7か月前
芝浦機械株式会社
成形機
7か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
トヨタ自動車株式会社
突き折り棒
4か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
7か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
旭有機材株式会社
鋳型の製造方法
2か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
21日前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
トヨタ自動車株式会社
金型冷却構造
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
6か月前
株式会社プロテリアル
金属付加製造物の製造方法
6か月前
株式会社神戸製鋼所
炭素-銅含有粉末
4か月前
株式会社豊田中央研究所
積層造形装置
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5か月前
福田金属箔粉工業株式会社
Cu系粉末
3か月前
住友金属鉱山株式会社
金粉の製造方法
4日前
ポーライト株式会社
焼結部品の製造方法
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
7か月前
日立Astemo株式会社
成形装置
5か月前
セイコーエプソン株式会社
製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ