TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025111256
公報種別
公開特許公報(A)
公開日
2025-07-30
出願番号
2024005570
出願日
2024-01-17
発明の名称
熱処理設備
出願人
大同特殊鋼株式会社
代理人
個人
,
個人
,
個人
主分類
C21D
1/00 20060101AFI20250723BHJP(鉄冶金)
要約
【課題】被処理品に対する熱処理に要する時間を短縮することが可能な熱処理設備を提供する。
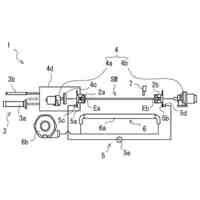
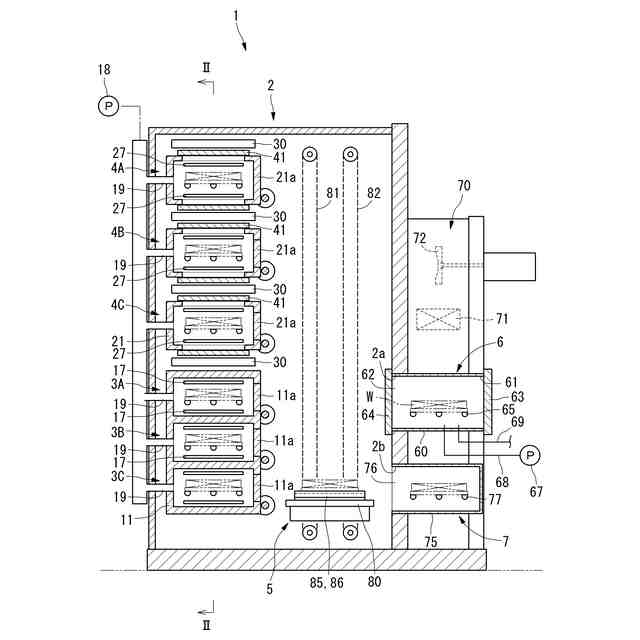
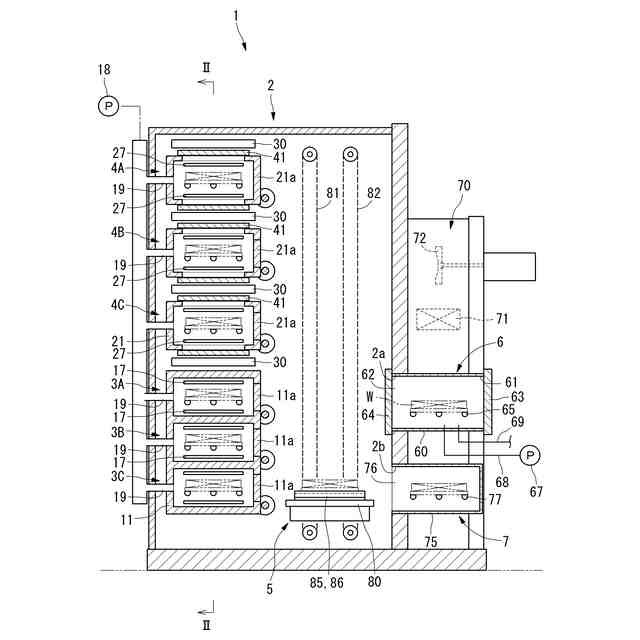
【解決手段】熱処理設備1は、真空チャンバ2と、真空チャンバ2の内部にそれぞれ並設された複数の第1加熱室3および複数の第2加熱室4と、被処理品Wを収容し冷却ガスにより被処理品Wを冷却する冷却室6と、真空チャンバ2の内部に設けられ、第1加熱室3、第2加熱室4および冷却室6の間で被処理品Wを受渡しする被処理品搬送機構5と、を備えている。第1加熱室3は加熱手段としての第1ヒータ17を有し、第2加熱室4は加熱手段としての第2ヒータ27および冷却手段としての水冷パネル30を有している。
【選択図】 図1
特許請求の範囲
【請求項1】
金属製の被処理品の熱処理を行う熱処理設備であって、
真空チャンバと、
該真空チャンバの内部にそれぞれ並設された複数の第1加熱室および複数の第2加熱室と、
前記被処理品を収容し冷却ガスにより前記被処理品を冷却する冷却室と、
前記真空チャンバの内部に設けられ、前記第1加熱室、前記第2加熱室および前記冷却室の間で前記被処理品を受渡しする被処理品搬送機構と、
を備え、
前記第1加熱室は、加熱手段としての第1ヒータを有し、
前記第2加熱室は、加熱手段としての第2ヒータおよび冷却手段としての水冷パネルを有する、熱処理設備。
続きを表示(約 290 文字)
【請求項2】
前記第2加熱室は、前記水冷パネルが前記第2ヒータに対し前記被処理品とは反対側に設けられ、前記第2ヒータと前記水冷パネルの間にシャッター機構が設けられている、請求項1に記載の熱処理設備。
【請求項3】
前記第2加熱室は、前記被処理品を挟んで鉛直方向上側と鉛直方向下側に、それぞれ前記第2ヒータ、前記水冷パネルおよび前記シャッター機構が設けられている、請求項2に記載の熱処理設備。
【請求項4】
前記第2加熱室は、内部に収容された前記被処理品の温度を測定する放射温度計を備えている、請求項1~3の何れかに記載の熱処理設備。
発明の詳細な説明
【技術分野】
【0001】
この発明は金属製の被処理品の熱処理を行う熱処理設備に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
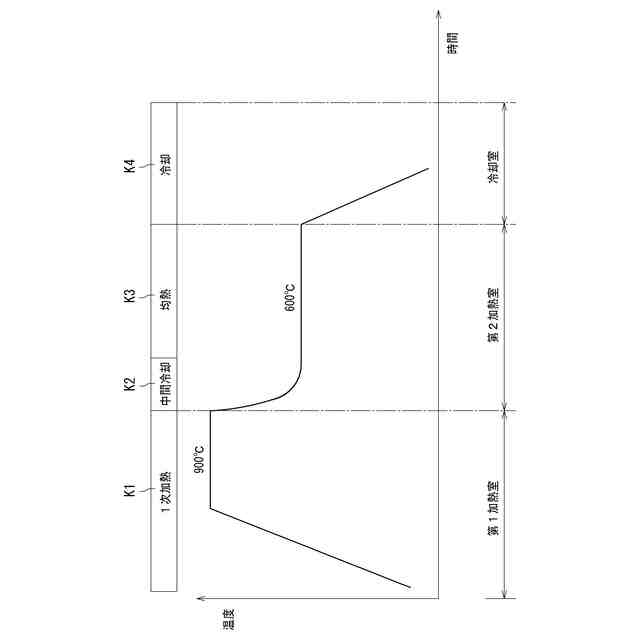
従来より、鋼部品材料においては、後工程での切削性を高める等の目的で恒温焼鈍が実施されている。恒温焼鈍では、鋼を一旦オーステナイト組織に変態させるための1次加熱工程と、その後目的の温度まで比較的短時間で冷却する中間冷却工程と、その後目的の温度で均熱する均熱工程が実施される。このような恒温焼鈍を実施するに際しては、1次加熱工程を担う1次炉、中間冷却工程を担う急冷室、均熱工程を担う2次炉の3室が、この順番で連設された連続式雰囲気熱処理炉を用いるのが一般的であった(例えば下記特許文献1参照)。
【0003】
ここで恒温焼鈍においては、急冷室(中間冷却工程)での冷却速度のコントロールおよび2次炉での保持温度が重要であるが、恒温変態を最速で終わらせることができる最適な熱処理条件は鋼種により異なっている。このため異なる鋼種を処理する際には、鋼種に合わせて熱処理条件(例えば均熱時の温度および保持時間)を適切に変更することが望ましい。しかしながら、上記のような連続式雰囲気熱処理炉において鋼種の切り替えに合わせて熱処理条件を変更することは難しく、2次炉での保持時間が理論上の最速変態時間よりも大幅に長くなってしまい生産性が悪化する問題があった。
【先行技術文献】
【特許文献】
【0004】
特開平10-176217号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は以上のような事情を背景とし、被処理品に対する熱処理に要する時間を短縮することが可能な熱処理設備を提供することを目的とする。
【課題を解決するための手段】
【0006】
而してこの発明の第1の局面の熱処理設備は次のように規定される。即ち、
金属製の被処理品の熱処理を行う熱処理設備であって、
真空チャンバと、
該真空チャンバの内部にそれぞれ並設された複数の第1加熱室および複数の第2加熱室と、
前記被処理品を収容し冷却ガスにより前記被処理品を冷却する冷却室と、
前記真空チャンバの内部に設けられ、前記第1加熱室、前記第2加熱室および前記冷却室の間で前記被処理品を受渡しする被処理品搬送機構と、
を備え、
前記第1加熱室は、加熱手段としての第1ヒータを有し、
前記第2加熱室は、加熱手段としての第2ヒータおよび冷却手段としての水冷パネルを有する。
【0007】
このように規定された第1の局面の熱処理設備では、複数の第1加熱室および複数の第2加熱室が真空チャンバの内部に並設されており、真空チャンバ内の各加熱室ごとに異なるヒートパターンでの熱処理を実行することができる。このため最適なヒートパターンが異なる被処理品を同時期に熱処理する場合でも、それぞれの被処理品に対応した最適なヒートパターンを加熱室ごとに実現させることが可能となり、それぞれの被処理品について理論上の最速変態時間もしくはこれに近い時間で熱処理を完了することができる。
またこの熱処理設備では、1次加熱、中間冷却、均熱に至る一連の処理を真空状態下で行なうため、1次加熱、中間冷却、均熱の各工程に移行する過程で復圧やその後の減圧といった圧力変更動作を行う必要がなく、一連の熱処理に要する時間を短縮することができる。
【0008】
ここで、前記第2加熱室は、前記水冷パネルを前記第2ヒータに対し前記被処理品とは反対側に設け、前記第2ヒータと前記水冷パネルの間にシャッター機構を設けることができる(第2の局面)。
このようにすれば、恒温焼鈍における中間冷却の終盤で第2ヒータと水冷パネルとの間に設けられたシャッターを閉じることで、目的の均熱温度付近での冷却勾配を緩和させ、目的の均熱温度に対するアンダーシュートを小さくすることができる。またシャッターを閉じることで第2ヒータに近接して配置された水冷パネルを第2ヒータの輻射熱から保護することができる。
【0009】
またこの熱処理設備では、前記第2加熱室において、前記被処理品を挟んで鉛直方向上側と鉛直方向下側に、それぞれ前記第2ヒータ、前記水冷パネルおよび前記シャッター機構を設けることで、内部に収容された被処理品を上下2方向から均一に熱処理することができる(第3の局面)。
【0010】
またこの熱処理設備では、前記第2加熱室において、内部に収容された前記被処理品の温度を測定する放射温度計を備えるように構成することができる(第4の局面)。このようにすれば、放射温度計により測定された被処理品の温度に基づいて温度制御を行うことができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
放熱材料
1か月前
大同特殊鋼株式会社
疵判定方法
2か月前
大同特殊鋼株式会社
軟磁性材料
8日前
大同特殊鋼株式会社
軟磁性合金
1か月前
大同特殊鋼株式会社
棒材計数方法
1か月前
大同特殊鋼株式会社
超音波検査方法
21日前
大同特殊鋼株式会社
炉蓋の支持構造
1か月前
大同特殊鋼株式会社
介在物評価方法
1か月前
大同特殊鋼株式会社
電磁攪拌制御方法
1か月前
大同特殊鋼株式会社
丸棒体の本数計数方法
1か月前
大同特殊鋼株式会社
金属碑及びその製造方法
29日前
大同特殊鋼株式会社
含クロム溶鋼の精錬方法
1か月前
大同特殊鋼株式会社
熱処理設備および浸炭焼入れ方法
1か月前
大同特殊鋼株式会社
アレイ探触子の振動子劣化検出方法
2日前
大同特殊鋼株式会社
計測データ入力方法及びそのシステム
1か月前
大同特殊鋼株式会社
連続鋳造装置のブレークアウト弁別方法
29日前
大同特殊鋼株式会社
結晶組織評価方法および結晶組織評価装置
1か月前
大同特殊鋼株式会社
レーザ積層造形用粉末およびその製造方法
1か月前
大同特殊鋼株式会社
浸炭時の粗大粒防止特性に優れた肌焼鋼材
1か月前
大同特殊鋼株式会社
高強度高熱伝導率鉄基合金積層造形体の製造方法
23日前
大同特殊鋼株式会社
変位量測定治具およびピーリングマシンにおける芯出し方法
1か月前
個人
バイオ水素製鉄方法
3か月前
日本製鉄株式会社
転炉精錬方法
2か月前
NTN株式会社
焼入れ方法
23日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
富士電子工業株式会社
焼入れ装置
3か月前
日本製鉄株式会社
溶鋼の製造方法
3か月前
中外炉工業株式会社
連続式熱処理炉
6か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
5か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
中外炉工業株式会社
前処理装置
5か月前
日本製鉄株式会社
溶銑の予備処理方法
4か月前
株式会社不二越
熱処理システム
2か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ