TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025114274
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024008874
出願日
2024-01-24
発明の名称
焼入れ装置
出願人
富士電子工業株式会社
代理人
個人
主分類
C21D
1/62 20060101AFI20250729BHJP(鉄冶金)
要約
【課題】所望の位置にある焼入れ対象を焼入れすることができる焼入れ装置を提供する。
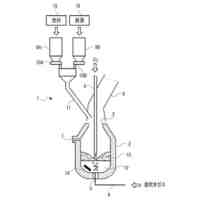
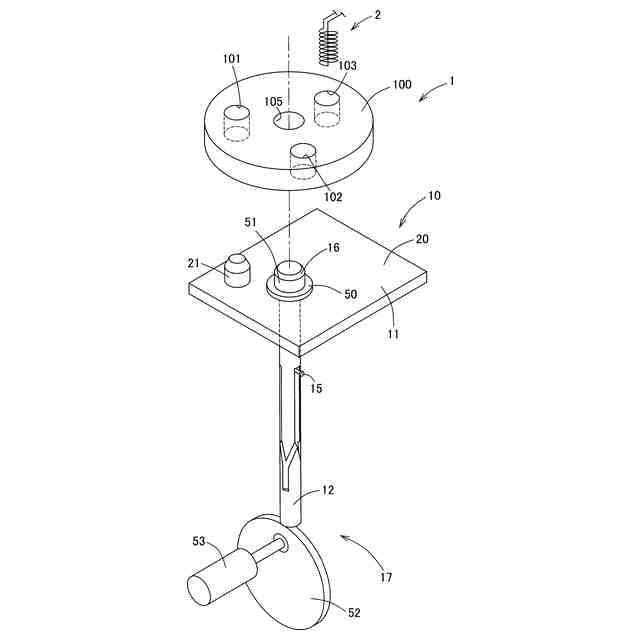
【解決手段】加熱コイル2と、姿勢変更手段10を有する。姿勢変更手段は、ガイド部23を有するガイド部材12と、ガイド部と係合する係合部材15と、ワーク100を支持する支持部材16を有し、ガイド部材と係合部材のいずれかは軸方向と回動方向に自由度を有する。ガイド部はガイド部材の周面にあって、回転方向をX軸とし、軸方向をY軸としたとき、係合部材との係合位置が、X軸方向に進むにつれてY軸方向に周期的に往復する軌跡を描くものであり、支持部材は前記移動側部材に取り付けられており、支持部材にワークを載置し、移動側部材を軸方向に往復移動させることによって、係合部材がガイド部と係合する位置がX軸方向に変化し、移動側部材が回動して焼入れ対象が変わる。
【選択図】図1
特許請求の範囲
【請求項1】
ワークを昇温させる加熱コイルと、姿勢変更手段を有する焼入れ装置において、
前記姿勢変更手段は、ガイド部を有するガイド部材と、前記ガイド部と係合する係合部材と、ワークを支持する支持部材を有し、
前記ガイド部材と前記係合部材のいずれかは軸方向と回動方向に自由度を有する移動側部材であり、
前記ガイド部は前記ガイド部材の周面にあって、回転方向をX軸とし、軸方向をY軸としたとき、前記係合部材との係合位置が、X軸方向に進むにつれてY軸方向に周期的に往復する軌跡を描くものであり、
前記支持部材は前記移動側部材に取り付けられており、
前記移動側部材を軸方向に往復移動させる駆動手段を有し、
前記支持部材に前記ワークを載置し、前記駆動手段で前記移動側部材を軸方向に往復移動させることによって、前記係合部材が前記ガイド部と係合する位置がX軸方向に変化し、前記移動側部材が回動して焼入れ対象が変わることを特徴とする焼入れ装置。
続きを表示(約 1,600 文字)
【請求項2】
ワークを昇温させる加熱コイルと、姿勢変更手段を有する焼入れ装置において、
前記姿勢変更手段は、ガイド部を有するガイド部材と、前記ガイド部と係合する係合部材と、ワークを支持する支持部材を有し、
前記ガイド部材と前記係合部材のいずれかは軸方向と回動方向に自由度を有する移動側部材であり、
前記支持部材は前記移動側部材に取り付けられており、
前記移動側部材を軸方向に往復移動させる駆動手段を有し、
前記ガイド部は前記ガイド部材の周面にあって、回転方向をX軸とし、軸方向をY軸としたとき、前記移動側部材を軸方向に往復移動させると前記ガイド部と前記係合部材との係合位置が、Y軸方向に往復する軌跡を描くと共にX軸方向に進むものであり、
前記支持部材に前記ワークを載置し、前記駆動手段で前記移動側部材を軸方向に往復移動させることによって、前記係合部材が前記ガイド部と係合する位置がX軸方向に変化し、前記移動側部材が回動して焼入れ対象が変わることを特徴とする焼入れ装置。
【請求項3】
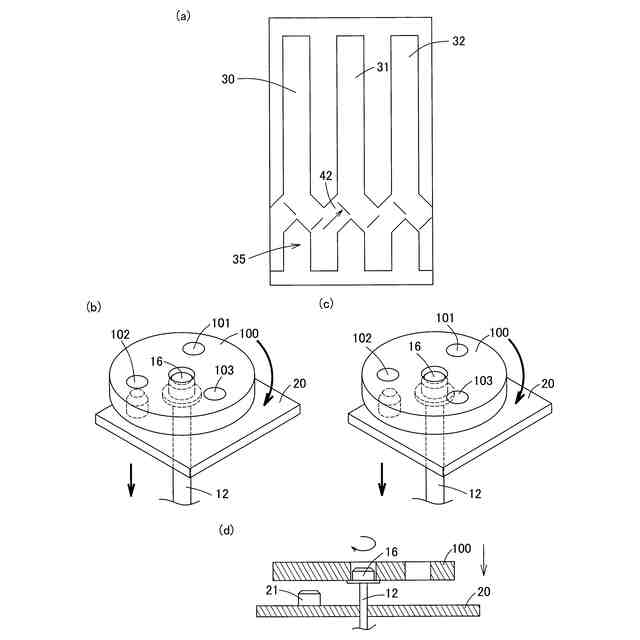
前記移動側部材を軸方向に往復移動させると前記ガイド部と前記係合部材との係合位置が、Y軸方向に往復する軌跡を描き、往路又は復路の端部で前記ガイド部と前記係合部材との係合位置が、X軸方向に進むことを特徴とする請求項2に記載の焼入れ装置。
【請求項4】
位置決め部材を有し、当該位置決め部材が前記ワーク及び/又は前記支持部材と係合して前記ワーク及び/又は前記支持部材を一定の回転姿勢に維持することを特徴とする請求項1乃至3のいずれかに記載の焼入れ装置。
【請求項5】
前記駆動手段で前記移動側部材を軸方向の一方に移動させることによって前記ワーク及び/又は前記支持部材が軸方向の一方に移動して前記ワーク及び/又は前記支持部材と前記位置決め部材の係合が解除され、前記駆動手段で前記移動側部材を軸方向の他方に移動させることによって前記ワーク及び/又は前記支持部材が軸方向の他方に移動して前記ワーク及び/又は前記支持部材と前記位置決め部材が係合することを特徴とする請求項4に記載の焼入れ装置。
【請求項6】
前記ガイド部は、前記ガイド部材の軸方向に沿って直線的にのびる直線部を有することを特徴とする請求項5に記載の焼入れ装置。
【請求項7】
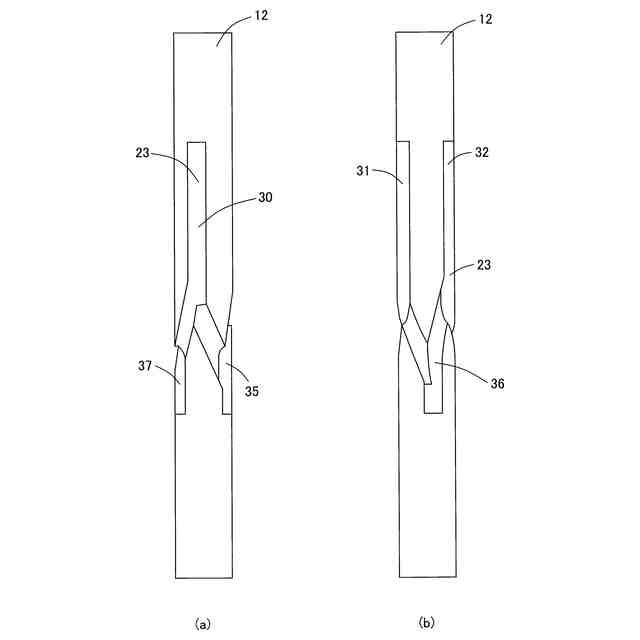
前記ガイド部は、軸方向に略直線状にのびる複数の直線領域を有し、隣接する前記直線領域の一端が接続されており、
前記移動側部材を軸方向に往復移動させたとき、前記係合部材は一定の往復区間において往時と複時に同一の直線領域と係合することを特徴とする請求項1乃至3のいずれかに記載の焼入れ装置。
【請求項8】
ワークを昇温させる加熱コイルと、姿勢変更手段を有する焼入れ装置において、
前記姿勢変更手段は、ガイド部を有するガイド部材と、前記ガイド部と係合する係合部材と、ワークを支持する支持部材を有し、
前記ガイド部材と前記係合部材のいずれかは軸方向に自由度を有する軸方向移動側部材であり、前記ガイド部材と前記係合部材のいずれかは回動方向に自由度を有する回動方向移動側部材であり、
前記ガイド部は前記ガイド部材の周面にあって、回転方向をX軸とし、軸方向をY軸としたとき、前記係合部材との係合位置が、X軸方向に進むにつれてY軸方向に周期的に往復する軌跡を描くものであり、
前記支持部材は回動方向移動側部材に取り付けられており、
前記軸方向移動側部材を軸方向に往復移動させる駆動手段を有し、
前記支持部材に前記ワークを載置し、前記駆動手段で前記軸方向移動側部材を軸方向に往復移動させることによって、前記係合部材が前記ガイド部と係合する位置がX軸方向に変化し、前記回動方向移動側部材が回動して焼入れ対象が変わることを特徴とする焼入れ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、誘導加熱によってワークを昇温する焼入れ装置に関するものである。本発明は、焼入れ対象箇所が複数存在するワークを焼き入れする用途に適している。また本発明の焼入れ装置は、複数のワークを順次焼入れする用途に使用することもできる。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
鋼製のワークを硬化させる方法の一つに高周波焼入がある。高周波焼入は、誘導加熱コイルに高周波電流を通電し、当該誘導加熱コイルをワークに近接させる。その結果、ワークに渦電流(誘導電流)が発生し、ワークが誘導加熱され、ワーク自身が赤熱する。そして赤熱したワークを急冷してワークの組成をマルテンサイト化する。
高周波焼入れは、ワークを局所的に昇温させることができるので、ワークを部分的に焼入れすることができる。
【先行技術文献】
【特許文献】
【0003】
特開2011-233339号公報
特開2011-58059号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記した様に、高周波焼入れは、ワークを部分的に焼入れすることができる。そのため、ワークの複数の箇所を焼入れすることができる。
ワークの複数の箇所を焼入れする場合、ワークの焼入れ対象部位を誘導加熱コイルに近接する必要から、ワークの位置や姿勢を変更することが必要となる場合がある。
従来技術においては、例えばワークをX-Yテーブルに置き、ワークの位置や姿勢を変更してワークの複数の部位を焼き入れしていた。
あるいはターンテーブル上にワークを置き、ターンテーブルを所定の角度だけ回転させてワークの姿勢を変更し、ワークの複数の部位を焼き入れしていた。
【0005】
しかしながら、X-Yテーブルは構造が複雑であり、高価である。またX-Yテーブルは、広い空間を占有し、場所をとる。
ターンテーブルは、位置決め精度に不満があり、特定の角度で停止させるには複雑な制御装置が必要である。
【0006】
本発明は、従来技術の上記した問題点に注目し、簡単な構造であってワークの位置決め精度が高く、所望の位置にある焼入れ対象を正確に焼入れすることができる焼入れ装置を提供することを課題とする。
【課題を解決するための手段】
【0007】
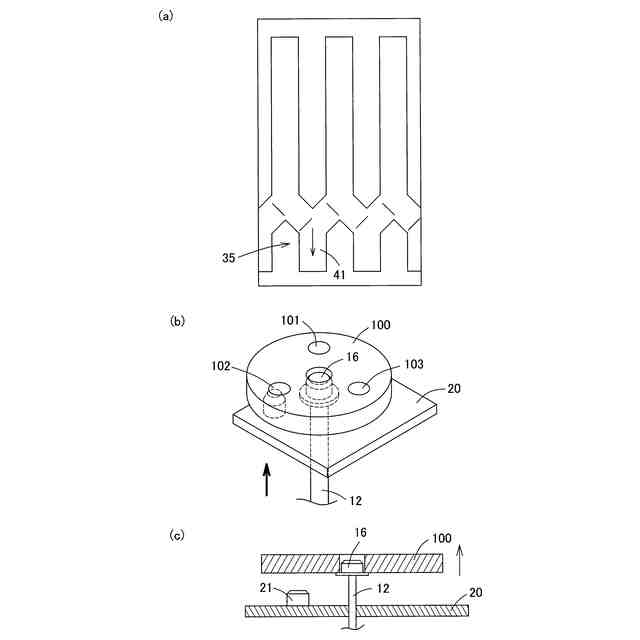
上記した課題を解決するための態様は、ワークを昇温させる加熱コイルと、姿勢変更手段を有する焼入れ装置において、前記姿勢変更手段は、ガイド部を有するガイド部材と、前記ガイド部と係合する係合部材と、ワークを支持する支持部材を有し、前記ガイド部材と前記係合部材のいずれかは軸方向と回動方向に自由度を有する移動側部材であり、前記ガイド部は前記ガイド部材の周面にあって、回転方向をX軸とし、軸方向をY軸としたとき、前記係合部材との係合位置が、X軸方向に進むにつれてY軸方向に周期的に往復する軌跡を描くものであり、前記支持部材は前記移動側部材に取り付けられており、前記移動側部材を軸方向に往復移動させる駆動手段を有し、前記支持部材に前記ワークを載置し、前記駆動手段で前記移動側部材を軸方向に往復移動させることによって、前記係合部材が前記ガイド部と係合する位置がX軸方向に変化し、前記移動側部材が回動して焼入れ対象が変わることを特徴とする焼入れ装置である。
【0008】
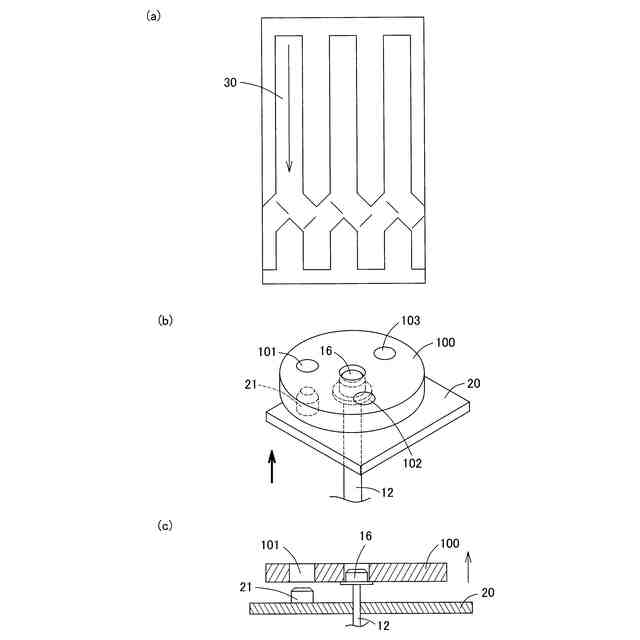
本態様の焼入れ装置は、カム機構を応用して焼入れ対象を変えるものである。
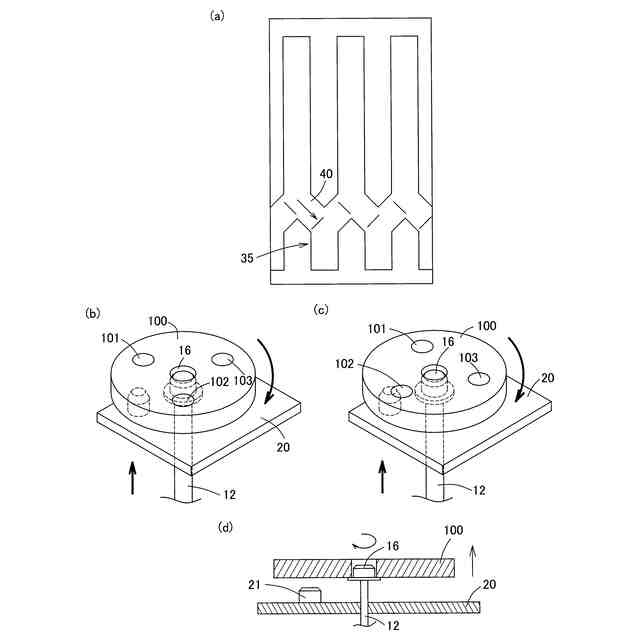
本態様の焼入れ装置は、移動側部材を軸方向に往復移動させることによって、軸方向の移動を回動方向に変化させ、移動側部材を回動させる。
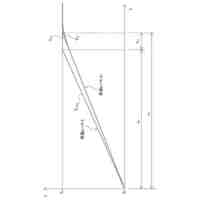
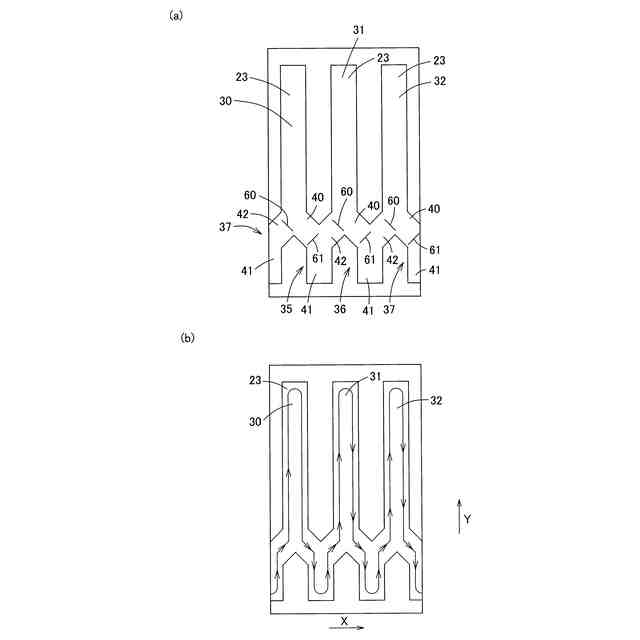
本態様の焼入れ装置では、ガイド部は回転方向をX軸とし、軸方向をY軸としたとき、係合部材との係合位置が、X軸方向に進むにつれてY軸方向に周期的に往復する軌跡を描くものである。そのため移動側部材を軸方向に往復させると、当該移動側部材が所定の回転角度だけ回動して焼入れ対象が変わる。
【0009】
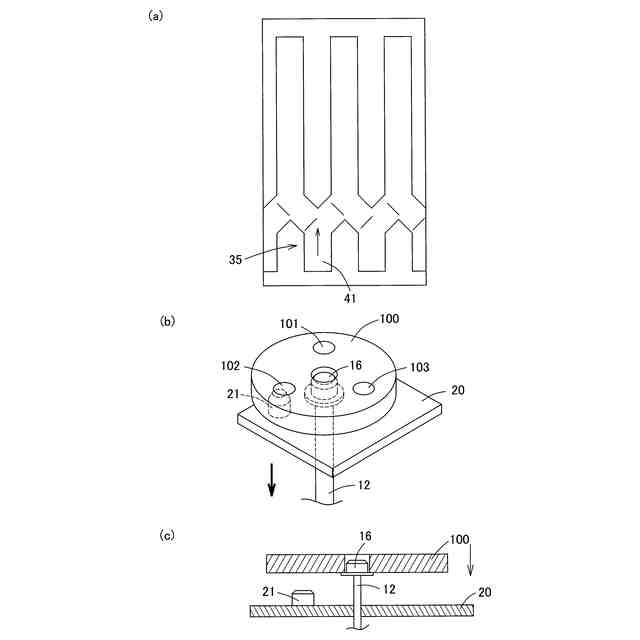
同様の課題を解決するためのもう一つの態様は、ワークを昇温させる加熱コイルと、姿勢変更手段を有する焼入れ装置において、前記姿勢変更手段は、ガイド部を有するガイド部材と、前記ガイド部と係合する係合部材と、ワークを支持する支持部材を有し、前記ガイド部材と前記係合部材のいずれかは軸方向と回動方向に自由度を有する移動側部材であり、前記支持部材は前記移動側部材に取り付けられており、前記移動側部材を軸方向に往復移動させる駆動手段を有し、前記ガイド部は前記ガイド部材の周面にあって、回転方向をX軸とし、軸方向をY軸としたとき、前記移動側部材を軸方向に往復移動させると前記ガイド部と前記係合部材との係合位置が、Y軸方向に往復する軌跡を描くと共にX軸方向に進むものであり、前記支持部材に前記ワークを載置し、前記駆動手段で前記移動側部材を軸方向に往復移動させることによって、前記係合部材が前記ガイド部と係合する位置がX軸方向に変化し、前記移動側部材が回動して焼入れ対象が変わることを特徴とする焼入れ装置である。
【0010】
本態様の焼入れ装置についても、カム機構を応用して焼入れ対象を変えるものである。
本態様の焼入れ装置は、移動側部材を軸方向に往復移動させることによって、軸方向の移動を回動方向に変化させ、移動側部材が回動される。
本態様の焼入れ装置では、ガイド部は回転方向をX軸とし、軸方向をY軸としたとき、移動側部材を軸方向に往復移動させるとガイド部と係合部材との係合位置が、Y軸方向に往復する軌跡を描き、往路又は復路の端部で前記ガイド部と前記係合部材との係合位置が、X軸方向に進む。そのため移動側部材を軸方向に往復させると、当該移動側部材が所定の回転角度だけ回動して焼入れ対象が変わる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
含クロム溶鋼の精錬方法
5日前
日本製鉄株式会社
溶鉄の製造方法
3日前
日本製鉄株式会社
溶鉄の製造方法
3日前
株式会社ダイフレックス
フレキシブルチューブの屈曲耐久性の向上方法
5日前
芝浦機械株式会社
球状黒鉛鋳鉄製品の製造方法
3日前
日本製鉄株式会社
電気炉による溶鋼の製造方法
8日前
株式会社ジェイテクトサーモシステム
熱処理の制御装置、及び制御プログラム
15日前
日本製鉄株式会社
鋼の連続鋳造鋳片の冷却方法
8日前
日本製鉄株式会社
精錬用上吹きランス及び溶融金属の精錬方法
5日前
山陽特殊製鋼株式会社
超音波疲労試験片の作製方法及び超音波疲労試験方法
9日前
株式会社神戸製鋼所
冷間圧延用の鋼板の製造方法および冷間圧延鋼板の製造方法
10日前
ティッセンクルップ スチール ヨーロッパ アクチェンゲゼルシャフト
腐食保護コーティングを施された平鋼製品からシート金属コンポーネントを製造するための方法
4日前
ハイネケン サプライ チェーン ベー.フェー.
泡沫安定性
10日前
深セン市必極必特汽車用品有限公司
空調衣服用の電圧調整可能なモバイル電源
4日前
ミツミ電機株式会社
充電制御装置、及び、電池パック
9日前
中外製薬株式会社
細胞傷害誘導治療剤
17日前
他の特許を見る



 特許ウォッチ
特許ウォッチ