TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025160342
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2025125303,2021079218
出願日
2025-07-28,2021-05-07
発明の名称
冷間圧延用の鋼板の製造方法および冷間圧延鋼板の製造方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人三協国際特許事務所
主分類
C21D
9/46 20060101AFI20251015BHJP(鉄冶金)
要約
【課題】高張力冷間圧延鋼板の製造の中間過程における鋼板の製造方法であって、後の冷間圧延時における鋼板の端部割れを抑制することができる冷間圧延用の鋼板の製造方法を提供すること。
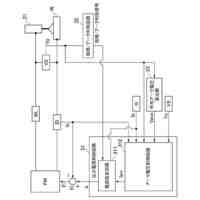
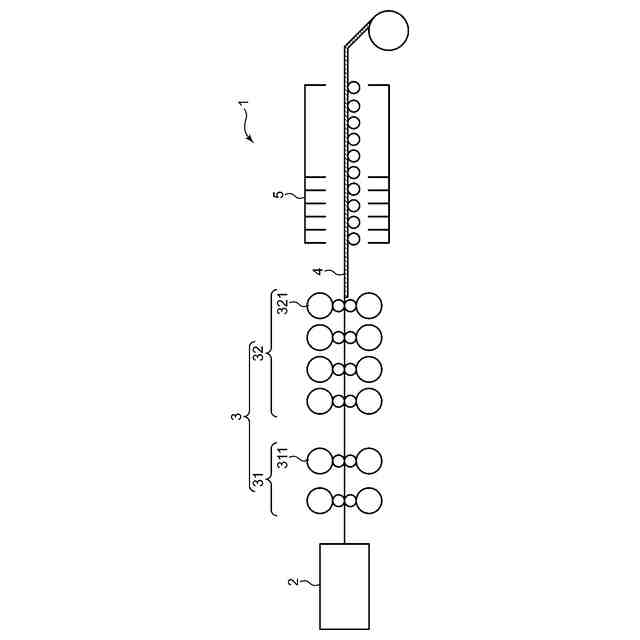
【解決手段】冷間圧延用の鋼板の製造方法は、所定の化学組成を含有するスラブを、仕上げ圧延機の出側温度が800℃以上940℃以下となるように熱間圧延することと、前記熱間圧延後の鋼板の少なくとも一部分が前記仕上げ圧延機の最終スタンドを通過してランナウトテーブル上に送り出されてから3.0秒以内に、前記鋼板の少なくとも一部分を100L/分/m
2
以上の水量密度で0.1秒間以上冷却することと、550℃以上の巻取り温度において前記冷却後の熱延鋼板を巻取ることと、を含む。
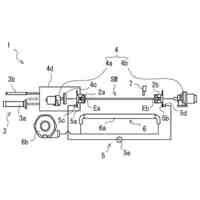
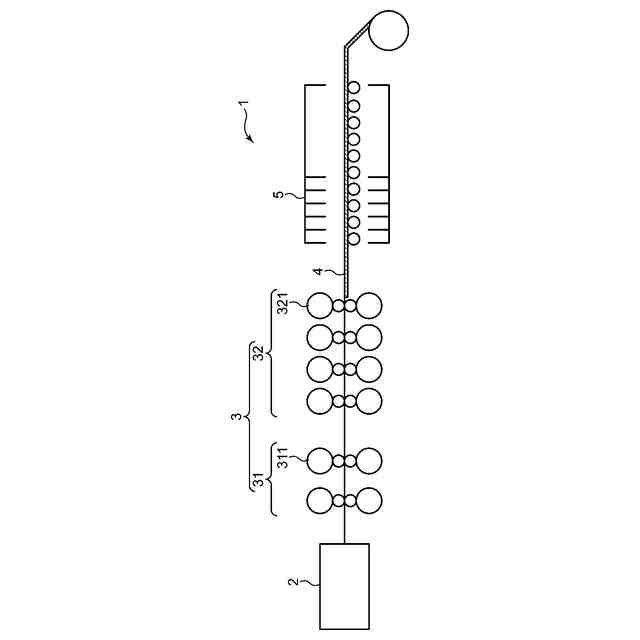
【選択図】図1
特許請求の範囲
【請求項1】
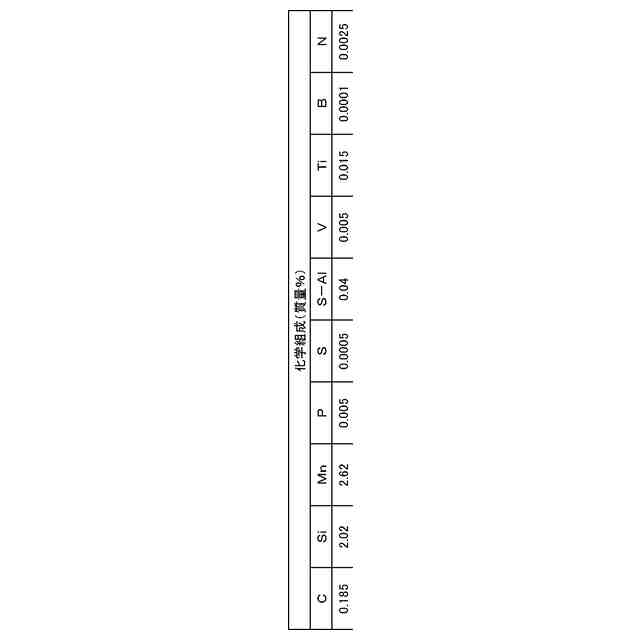
化学組成において、
C:0.15質量%以上、0.25質量%以下、
Si:0.8質量%以上、3.0質量%以下、
Mn:1.8質量%以上、3.0質量%以下、
Ni:1.0質量%以下(0質量%を含む)、
Cu:1.0質量%以下(0質量%を含む)、
Cr:1.0質量%以下(0質量%を含む)、
Mo:1.0質量%以下(0質量%を含む)、
Ti:1.0質量%以下(0質量%を含む)、
Nb:1.0質量%以下(0質量%を含む)、
V:1.0質量%以下(0質量%を含む)、
P:0.1質量%以下(0質量%を含む)、
S:0.01質量%以下(0質量%を含む)、
N:0.01質量%以下(0質量%を含む)、
B:0.01%以下(0質量%を含む)、および
Al:0.10質量%以下(0質量%を含む)
と残部としてのFeおよび不可避不純物とを含有するスラブを、仕上げ圧延機の出側温度が800℃以上940℃以下となるように熱間圧延することと、
前記熱間圧延後の鋼板の少なくとも一部分を冷却することと、
550℃以上の巻取り温度において前記冷却後の熱延鋼板を巻取ることと、を含み、
前記冷却では、前記熱間圧延後の前記鋼板の少なくとも一部分が前記仕上げ圧延機の最終スタンドを通過してランナウトテーブル上に送り出されてから3.0秒以内に前記鋼板の少なくとも一部分の冷却が開始され、100L/分/m
2
以上の水量密度で、前記仕上げ圧延機の最終スタンド通過から3.0秒以内における合計の水冷時間が0.1秒間以上となるように前記鋼板の少なくとも一部分は冷却される、冷間圧延用の鋼板の製造方法。
続きを表示(約 530 文字)
【請求項2】
前記3.0秒以内における合計の水冷時間が0.2秒間以上となるように前記鋼板の少なくとも一部分は冷却される、請求項1に記載の冷間圧延用の鋼板の製造方法。
【請求項3】
前記鋼板の少なくとも一部分は、前記鋼板の幅方向両端部の近傍領域、長手方向の先端の近傍領域および長手方向の尾端の近傍領域から選択される1つ以上の領域を含む、請求項1または2に記載の冷間圧延用の鋼板の製造方法。
【請求項4】
前記冷却では、前記熱間圧延後の前記鋼板の少なくとも一部分が前記仕上げ圧延機の最終スタンドを通過してランナウトテーブル上に送り出されてから1.5秒以内に前記鋼板の少なくとも一部分の冷却が開始され、250L/分/m
2
以上の水量密度で、前記仕上げ圧延機の最終スタンド通過から3.0秒以内における合計の水冷時間が0.4秒間以上となるように前記鋼板の少なくとも一部分は冷却される、請求項1~3のいずれか1項に記載の冷間圧延用の鋼板の製造方法。
【請求項5】
請求項1~4のいずれか1項に記載の方法で製造された鋼板を、30%~80%の圧下率で冷間圧延することをさらに含む、冷間圧延鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、引張強度が980MPa以上の高張力冷間圧延鋼板の製造の中間過程における冷間圧延用の鋼板の製造方法、およびその方法により製造された鋼板を用いる冷間圧延鋼板の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
熱間圧延した鋼板を冷間圧延すると、板幅方向の端部(以下、「幅方向端部」または「幅方向両端部」とも言う)および圧延方向に対して平行な方向の端部(以下、「長手方向の先端」または「長手方向の尾端」とも言う)に割れが発生することがある。これらの端部割れはMn等の焼入れ性を向上させる元素を多く含む高張力冷間圧延鋼板の製造の際に生じやすい。このように生じた端部割れは、当該冷間圧延時、さらには、焼鈍工程、めっき工程等のその後の工程において、この端部割れを起点とした鋼板の破断の原因となるおそれがある。そこで、このような端部割れを原因とするリスクを低減するために、熱間圧延した鋼板における端部割れが生じやすい部分は除去されており、その結果、歩留が低下して問題となっている。
【0003】
一方、巻取り後の熱間圧延鋼板の冷却過程では、コイル状鋼板の幅方向端部の冷却速度が、熱間圧延鋼板の板幅方向の中央部(以下、「幅方向中央部」とも言う)と比較して、速くなっている。そのため、Mn等の焼入れ性を向上させる元素を多く含む熱間圧延鋼板では、鋼板の幅方向両端部のフェライト・パーライト変態が十分に進行せず、当該幅方向両端部はマルテンサイトを比較的多く含む硬質組織となる。鋼板の長手方向の先端および長手方向の尾端についても同様である。このような理由のため、高張力冷間圧延鋼板の冷間圧延時等において、鋼板の端部割れが発生し易くなっていると考えられる。
【0004】
上述した鋼板の端部割れを抑制する方法として、例えば、特許文献1には、コイル状に巻き取られて冷却された帯状の熱間圧延鋼板を冷間圧延する方法であって、上記熱間圧延鋼板をコイルから繰り出す繰出工程と、上記繰り出された熱間圧延鋼板の幅方向両端部を熱間圧延鋼板材料のA1点以下400℃以上の温度に加熱する加熱工程と、上記加熱工程後の熱間圧延鋼板を酸によって洗浄する酸洗工程と、上記酸洗工程後の熱間圧延鋼板を冷間圧延する冷間圧延工程とを備える冷間圧延方法が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2019-141888号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の方法では、加熱によって鋼板の幅方向両端部のミクロ組織におけるマルテンサイトを焼戻しマルテンサイトに変性させ、適度に軟質化することによって、鋼板の端部割れを抑制する。
【0007】
しかしながら、鋼板をA1点以下400℃以上もの温度に加熱するためには、高温での加熱を可能にする装置および当該装置の設置にかかるコストが必要となる。さらに、冷間圧延鋼板の生産ラインに必要となる電力も大きくなるため、それによるコストもかかる。従って、そのような追加の高温加熱工程による設備コストおよびランニングコストを必要としない、冷間圧延時の端部割れを抑制することができる新規な手法が求められる。
【0008】
そこで、本発明は、高張力冷間圧延鋼板の製造の中間過程における鋼板の製造方法であって、後の冷間圧延時における鋼板の端部割れを抑制することができる冷間圧延用の鋼板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決すべく鋭意検討を行った結果、本発明に到達した。すなわち、本発明は以下の好適な態様を包含する。
【0010】
本発明の第一の局面に係る冷間圧延用の鋼板の製造方法は、化学組成において、
C:0.15質量%以上、0.25質量%以下、
Si:0.8質量%以上、3.0質量%以下、
Mn:1.8質量%以上、3.0質量%以下、
Ni、Cu、Cr、Mo:1.0質量%以下(0質量%を含む)、
Ti、Nb、V:1.0質量%以下(0質量%を含む)、および
B:0.01%以下(0質量%を含む)
を含有するスラブを、仕上げ圧延機の出側温度が800℃以上940℃以下となるように熱間圧延することと、
前記熱間圧延後の鋼板の少なくとも一部分が前記仕上げ圧延機の最終スタンドを通過してランナウトテーブル上に送り出されてから3.0秒以内に、前記鋼板の少なくとも一部分を100L/分/m
2
以上の水量密度で0.1秒間以上冷却することと、
550℃以上の巻取り温度において前記冷却後の熱延鋼板を巻取ることと、を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
22日前
株式会社神戸製鋼所
接点材料
20日前
株式会社神戸製鋼所
出湯用スリーブ
7日前
株式会社神戸製鋼所
熱交換システム
20日前
株式会社神戸製鋼所
再生ゴム製造方法
7日前
株式会社神戸製鋼所
微小構造物及びその製造方法
1日前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
28日前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
7日前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
28日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
20日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
22日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
23日前
株式会社神戸製鋼所
タブ用アルミニウム合金塗装板
1日前
株式会社神戸製鋼所
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
28日前
個人
バイオ水素製鉄方法
3か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
3か月前
NTN株式会社
焼入れ方法
22日前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
富士電子工業株式会社
焼入れ装置
3か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
溶銑の予備処理方法
4か月前
株式会社不二越
熱処理システム
2か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
3か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
2か月前
JFEスチール株式会社
高炉の原料装入方法
3か月前
大同特殊鋼株式会社
熱処理設備
4か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
東京窯業株式会社
溶鋼処理用の浸漬管
4か月前
日本製鉄株式会社
高炉の冷却構造
2か月前
出光興産株式会社
熱処理油
3か月前
出光興産株式会社
熱処理油
1か月前
大同特殊鋼株式会社
雰囲気熱処理炉
2か月前
日本製鉄株式会社
鋼の製造方法
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ