TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025171403
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024076721
出願日
2024-05-09
発明の名称
出湯用スリーブ
出願人
株式会社神戸製鋼所
代理人
弁理士法人ATEN
主分類
C21C
5/46 20060101AFI20251113BHJP(鉄冶金)
要約
【課題】生産性向上とスラグ流入による品質低下の抑制とを両立可能な出湯用スリーブを提供する。
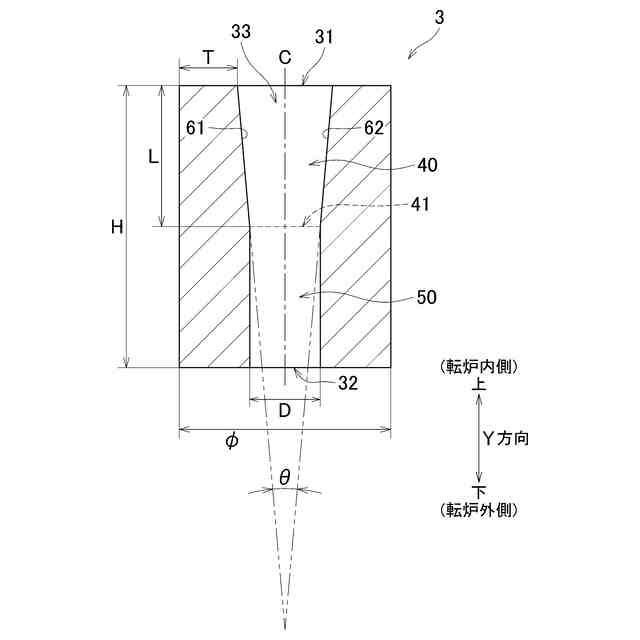
【解決手段】精錬容器から次工程の容器へ金属溶湯を排出する際に金属溶湯が通過する内孔33を有する耐火物製のスリーブ3において、内孔33は、入口31と、出口32と、テーパー部40とを有する。内孔33において、入口31の径が最大径である。テーパー部40の長さLとテーパー部40の径が最も小さい最狭部41の直径Dとの比であるL/Dで求まるテーパー比をRとし、内孔33の中心軸Cを通るスリーブ3の断面において、テーパー部40を形成し、かつ、内孔33の中心軸をCを挟んで対向する第1内壁面61と第2内壁面62とがなす角度をテーパー角度θ(°)としたときに、以下の式(1)と式(2)を共に満足する。
R・tan(θ/2)≦0.2 ・・・(1)
4.0≦R ・・・(2)
【選択図】図2
特許請求の範囲
【請求項1】
精錬容器から次工程の容器へ金属溶湯を排出する際に金属溶湯が通過する内孔を有する耐火物製のスリーブにおいて、
前記内孔は、精錬容器内の金属溶湯が入る入口と、前記精錬容器の外側に面した出口と、前記入口から前記出口に向かって径が連続的に小さくなるテーパー部とを有し、
前記内孔において、前記入口の径が最大径であり、
前記内孔の中心軸方向について前記テーパー部の長さをLとし、前記テーパー部において径が最も小さい最狭部の直径をDとしたときのL/Dで求まるテーパー比をRとし、前記内孔の中心軸を通る前記スリーブの断面において、前記テーパー部を形成し、かつ、前記内孔の中心軸を挟んで対向する第1内壁面と第2内壁面とがなす角度をテーパー角度θ(°)としたときに、以下の式(1)と式(2)を共に満足することを特徴とする、出湯用スリーブ。
R・tan(θ/2)≦0.2 ・・・(1)
4.0≦R ・・・(2)
発明の詳細な説明
【技術分野】
【0001】
本発明は、精錬容器から次工程の容器へ金属溶湯を排出する際に使用される出湯用スリーブに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
転炉などの精錬容器には、出鋼口が形成されている。出鋼口にはスリーブが設けられている。精錬容器内の溶融状態の鉄は、スリーブを通って、次工程の容器へ排出される。以下、本明細書では、溶融状態の鉄を「金属溶湯」または「溶湯」と称する。また、本明細書では、金属溶湯または溶湯を排出することを「出湯」と称することがある。
【0003】
生産性を向上させるため、出湯時間を短縮することが可能なスリーブの開発が進められている。特許文献1には、スリーブの入口側の内壁が入口開口から出湯通路に向かうにつれて内径が小さくなるテーパー形状であり、入口側以外の主内壁面はストレート形状または実質的にストレート形状であるスリーブが開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第3713041号
【発明の概要】
【発明が解決しようとする課題】
【0005】
精錬容器内では、溶湯上にスラグが浮いている。精錬容器から出湯するとき、先ず、スラグより密度が高い溶湯が排出される。
【0006】
溶湯の排出時間(出湯時間)を短縮できれば、生産性を向上させることができるが、出湯時間を短縮するために高速で出湯すると、スラグが溶湯に巻き込まれて流出する。スラグの流出は、溶湯の清浄度悪化による品質低下、酸素源混入による合金歩留低下、不純物元素混入による成分脱線(規格からの逸脱)などにつながる。
【0007】
生産性を向上させつつ、スラグ流出による品質低下を抑制するためには、溶湯を早急に排出しつつ、スラグ流出を最小限に抑制する必要がある。しかし、実操業でこれを実現することは難しく、特許文献1に記載された発明でもスラグ流出について検討されていない。
【0008】
本発明は、生産性の向上とスラグ流出による品質低下の抑制とを両立可能な出湯用スリーブを提供することを目的とする。
【課題を解決するための手段】
【0009】
スラグの流出には、スリーブ内孔の入口の形状および大きさが影響すると考えられるが、具体的にどのような形状および大きさがスラグ流出の抑制に効果的であるかは未だ検討されていない。特許文献1に記載されているような、スリーブ内孔の入口が出口より大きく、かつ、入口から径が連続的に小さくなるテーパー部を有する内孔を備えたスリーブについても、どのような形状および大きさがスラグ流出の抑制に効果的であるかは検討されていない。
本発明は、上記スリーブにおいて、生産性向上とスラグ流入による品質低下の抑制とを両立可能なスリーブを得ることを目的として見出された発明である。
【0010】
本明細書に記載された出湯用スリーブは、精錬容器から次工程の容器へ金属溶湯を排出する際に金属溶湯が通過する内孔を有する耐火物製のスリーブにおいて、前記内孔は、精錬容器内の金属溶湯が入る入口と、前記精錬容器の外側に面した出口と、前記入口から前記出口に向かって径が連続的に小さくなるテーパー部とを有する。前記内孔において、前記入口の径が最大径である。前記内孔の中心軸方向について前記テーパー部の長さをLとし、前記テーパー部において径が最も小さい最狭部の直径をDとしたときのL/Dで求まるテーパー比をRとし、前記内孔の中心軸を通る前記スリーブの断面において、前記テーパー部を形成し、かつ、前記内孔の中心軸を挟んで対向する第1内壁面と第2内壁面とがなす角度をテーパー角度θ(°)としたときに、以下の式(1)と式(2)を共に満足する。
R・tan(θ/2)≦0.2 ・・・(1)
4.0≦R ・・・(2)
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る





 特許ウォッチ
特許ウォッチ