TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025164478
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024068483
出願日
2024-04-19
発明の名称
制御方法、溶接電源、溶接システム及び制御プログラム
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
9/095 20060101AFI20251023BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ガスメタルアーク溶接において、パルスの有無を問わず、かつ最大溶接電流が500A以下の場合であっても、優れた溶込み性能を実現する。
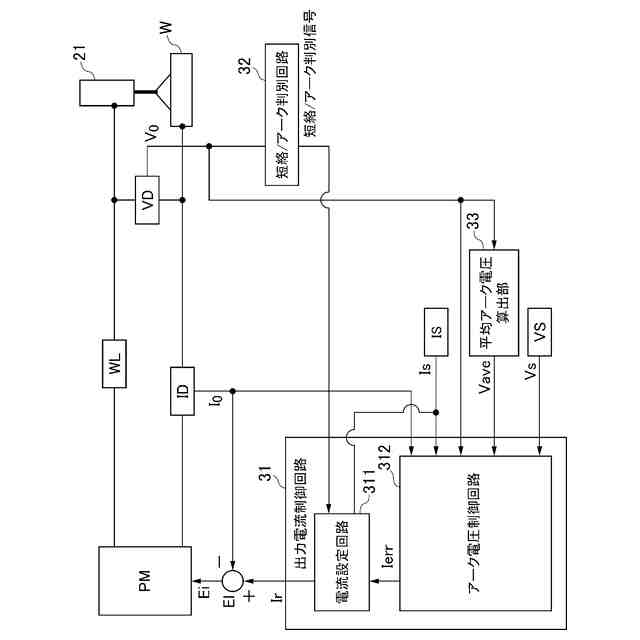
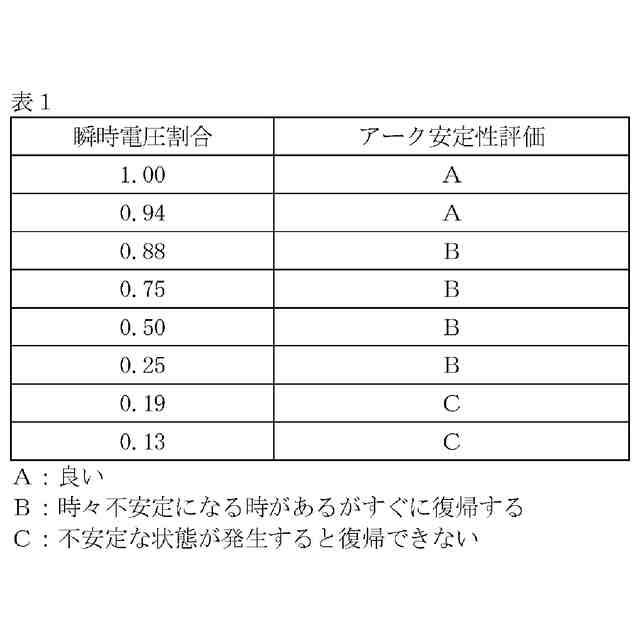
【解決手段】ガスメタルアーク溶接における制御方法が、検出された瞬時電圧(Vo)と、前記瞬時電圧(Vo)から算出される平均電圧(Vave)とを制御部へ入力するステップと、前記制御部において、少なくとも前記瞬時電圧(Vo)と、前記平均電圧(Vave)と、アーク電圧基準値(Vsa)と、割合Rを含む下記式(A)に基づいてアーク電圧の誤差(Verr)を算出するステップと、前記アーク電圧の誤差(Verr)に基づいて、少なくとも電流又は電圧のいずれか一つの指令値を算出するステップとを有し、式(A)は、Verr={R×(Vsa-Vo)}+{(1-R)×(Vsa-Vave)}であり、前記割合Rは0.25以上である。
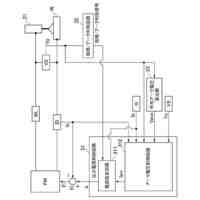
【選択図】図2
特許請求の範囲
【請求項1】
ガスメタルアーク溶接における制御方法であって、
検出された瞬時電圧(Vo)と、前記瞬時電圧(Vo)から算出される平均電圧(Vave)とを制御部へ入力するステップと、
前記制御部において、少なくとも前記瞬時電圧(Vo)と、前記平均電圧(Vave)と、アーク電圧基準値(Vsa)と、割合Rを含む下記式(A)に基づいてアーク電圧の誤差(Verr)を算出するステップと、
前記アーク電圧の誤差(Verr)に基づいて、少なくとも電流又は電圧のいずれか一つの指令値を算出するステップと、
を有し、
前記割合Rは0.25以上であることを特徴とする、制御方法。
Verr={R×(Vsa-Vo)}+{(1-R)×(Vsa-Vave)}・・・式(A)
続きを表示(約 1,500 文字)
【請求項2】
短絡及びアークを判別するステップと、
短絡を判定した直後に、予め定めた短絡解除電流値まで電流を増加するステップと、
をさらに有することを特徴とする、請求項1に記載の制御方法。
【請求項3】
前記アーク電圧基準値(Vsa)は、少なくとも、電圧設定値(Vs)と外部特性(Ac)とに基づいて算出されることを特徴とする、請求項1に記載の制御方法。
【請求項4】
前記割合Rは0.90以上であることを特徴とする、請求項1に記載の制御方法。
【請求項5】
前記短絡解除電流値は、設定電流よりも大きい値であり、
前記電流を増加するステップでは、前記短絡を判定した直後に、200A/msec以上の傾きで前記短絡解除電流値まで電流を増加し、前記短絡の解除を判定するまで、電流の値を前記短絡解除電流値で維持することを特徴とする、請求項2に記載の制御方法。
【請求項6】
ガスメタルアーク溶接に用いられる溶接電源であって、
予め定められた期間中に検出された瞬時電圧(Vo)の平均値である平均電圧(Vave)を算出する平均アーク電圧算出部と、
前記瞬時電圧(Vo)及び前記平均電圧(Vave)の入力に基づいてアーク電圧の誤差(Verr)を算出し、前記アーク電圧の誤差(Verr)に基づいて、少なくとも電流又は電圧のいずれか一つの指令値を算出する制御回路とを備え、
前記制御回路では、少なくとも前記瞬時電圧(Vo)と、前記平均電圧(Vave)と、アーク電圧基準値(Vsa)と、割合Rを含む下記式(A)に基づいて前記アーク電圧の誤差(Verr)を算出し、
前記割合Rは0.25以上である、溶接電源。
Verr={R×(Vsa-Vo)}+{(1-R)×(Vsa-Vave)}・・・式(A)
【請求項7】
ガスメタルアーク溶接に用いられる、溶接電源を備えた溶接システムであって、
前記溶接電源は、
予め定められた期間中に検出された瞬時電圧(Vo)の平均値である平均電圧(Vave)を算出する平均アーク電圧算出部と、
前記瞬時電圧(Vo)及び前記平均電圧(Vave)の入力に基づいてアーク電圧の誤差(Verr)を算出し、前記アーク電圧の誤差(Verr)に基づいて、少なくとも電流又は電圧のいずれか一つの指令値を算出する制御回路とを備え、
前記制御回路では、少なくとも前記瞬時電圧(Vo)と、前記平均電圧(Vave)と、アーク電圧基準値(Vsa)と、割合Rを含む下記式(A)に基づいて前記アーク電圧の誤差(Verr)を算出し、
前記割合Rは0.25以上である、溶接システム。
Verr={R×(Vsa-Vo)}+{(1-R)×(Vsa-Vave)}・・・式(A)
【請求項8】
ガスメタルアーク溶接における制御プログラムであって、制御回路によって実行された時に、
検出された瞬時電圧(Vo)と、前記瞬時電圧(Vo)から算出される平均電圧(Vave)とを入力とし、
少なくとも前記瞬時電圧(Vo)と、前記平均電圧(Vave)と、アーク電圧基準値(Vsa)と、割合Rを含む下記式(A)に基づいてアーク電圧の誤差(Verr)を算出し、
前記アーク電圧の誤差(Verr)に基づいて、少なくとも電流又は電圧のいずれか一つの指令値を算出し、
前記割合Rは0.25以上であることを特徴とする、制御プログラム。
Verr={R×(Vsa-Vo)}+{(1-R)×(Vsa-Vave)}・・・式(A)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスメタルアーク溶接における制御方法、溶接電源、溶接システム及び制御プログラムに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
ガスメタルアーク溶接において、優れた溶込み性能を得るために、従来では「埋もれアーク」という状態になるように溶接条件を設定することがある。埋もれアークは、一般的に、電極となる溶接ワイヤと母材(以降、「被溶接材」又は「ワーク」とも称する。)の間で発生するアークの圧力(以降、「アーク圧」とも称する。)によって、母材側の溶融部(以降、「溶融池」とも称する。)が押され、凹状になり、その凹み部分の空間(以降、「埋もれ空間」とも称する。)の中に溶接ワイヤの先端部が入り込んだ状況で発生するアークの状態を指す。この埋もれアークの状態を安定的に維持することによって、深い溶込み効果や溶接欠陥(融合不良、ブローホールなど)の抑制効果などを得ることができる。
【0003】
ここで、安定的に埋もれアークを維持する従来技術としては、特許文献1及び特許文献2が挙げられる。特許文献1では、母材の被溶接部に溶接ワイヤを送給すると共に、溶接ワイヤに平均電流300A以上の溶接電流を供給することによって、溶接ワイヤの先端部及び被溶接部間にアークを発生させ、母材を溶接する消耗電極式のアーク溶接方法であって、先端部及び被溶接部間に発生したアークによって母材に形成された凹状の溶融部分によって囲まれる埋もれ空間に先端部が進入する速度で、溶接ワイヤを送給し、溶接電流を変動させ、大電流期間における溶接電流を、溶接ワイヤの先端部から溶融部分の側部への溶滴移行が各大電流期間で複数回行われるように制御する技術が開示されている。
【0004】
また、特許文献2では、埋もれアークにて溶接する第1モード、又はオープンアークにて溶接する第2モードを選択するモード設定回路と、突き出し長さが長くなった場合、溶接ワイヤの送給速度が速くなり、突き出し長さが短くなった場合、送給速度が遅くなるように、送給速度を制御する送給速度制御回路と、突き出し長さが長くなった場合、出力電圧が大きくなり、突き出し長さが短くなった場合、出力電圧が小さくなるように、電源部の出力を制御する電圧制御回路とを備え、溶接ワイヤの突き出し長さに応じた送給速度の変化量に対する出力電圧の変化量は、第1モード設定時の方が第2モード設定時に比べて小さくする技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
国際公開第2018/105548号
特開2020-192587号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1及び特許文献2ともに、埋もれアークを安定的に維持する条件として、パルス電流かつ平均電流300A以上(最大溶接電流:800A)の大電流を用いる必要があり、限られた電流域にのみにしか適用できない。さらに、最大溶接電流が1000Aまで出力できる電源を用いるか、あるいは電源を複数並列して用いる必要があるなど設備的な制約もある。特許文献1及び特許文献2は、ともに、最大溶接電流が500Aまで出力できる汎用的な溶接電源のみでは適用できない。
【0007】
本発明は、前述した課題に鑑みてなされたものであり、その目的は、パルスの有無を問わず、かつ最大溶接電流が500A以下の場合であっても、優れた溶込み性能を有することができるガスメタルアーク溶接における制御方法、溶接電源、溶接システム及び制御プログラムを提供することにある。
【課題を解決するための手段】
【0008】
本発明は、下記の構成からなる。
【0009】
(1) ガスメタルアーク溶接における制御方法であって、
検出された瞬時電圧(Vo)と、前記瞬時電圧(Vo)から算出される平均電圧(Vave)とを制御部へ入力するステップと、
前記制御部において、少なくとも前記瞬時電圧(Vo)と、前記平均電圧(Vave)と、アーク電圧基準値(Vsa)と、割合Rを含む下記式(A)に基づいてアーク電圧の誤差(Verr)を算出するステップと、
前記アーク電圧の誤差(Verr)に基づいて、少なくとも電流又は電圧のいずれか一つの指令値を算出するステップと、
を有し、
前記割合Rは0.25以上であることを特徴とする、制御方法。
Verr={R×(Vsa-Vo)}+{(1-R)×(Vsa-Vave)}・・・式(A)
【0010】
(2) ガスメタルアーク溶接に用いられる溶接電源であって、
予め定められた期間中に検出された瞬時電圧(Vo)の平均値である平均電圧(Vave)を算出する平均アーク電圧算出部と、
前記瞬時電圧(Vo)及び前記平均電圧(Vave)の入力に基づいてアーク電圧の誤差(Verr)を算出し、前記アーク電圧の誤差(Verr)に基づいて、少なくとも電流又は電圧のいずれか一つの指令値を算出する制御回路とを備え、
前記制御回路では、少なくとも前記瞬時電圧(Vo)と、前記平均電圧(Vave)と、アーク電圧基準値(Vsa)と、割合Rを含む下記式(A)に基づいて前記アーク電圧の誤差(Verr)を算出し、
前記割合Rは0.25以上である、溶接電源。
Verr={R×(Vsa-Vo)}+{(1-R)×(Vsa-Vave)}・・・式(A)
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
24日前
株式会社神戸製鋼所
接点材料
22日前
株式会社神戸製鋼所
出湯用スリーブ
9日前
株式会社神戸製鋼所
熱交換システム
22日前
株式会社神戸製鋼所
圧縮機ユニット
1か月前
株式会社神戸製鋼所
再生ゴム製造方法
9日前
株式会社神戸製鋼所
ステッピングモータ
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
3日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
1か月前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
1か月前
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
1か月前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
9日前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
1か月前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
1か月前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
25日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
24日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
22日前
株式会社神戸製鋼所
タブ用アルミニウム合金塗装板
3日前
株式会社神戸製鋼所
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
1か月前
株式会社神戸製鋼所
冷間圧延用の鋼板の製造方法および冷間圧延鋼板の製造方法
1か月前
株式会社神戸製鋼所
遠隔監視システム、遠隔監視方法、データ処理装置、データ処理方法、端末装置およびその制御方法、並びにプログラム
1か月前
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
5か月前
株式会社不二越
ドリル
6か月前
株式会社不二越
ドリル
7か月前
日東精工株式会社
ねじ締め機
7か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ