TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025164476
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024068481
出願日
2024-04-19
発明の名称
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
35/30 20060101AFI20251023BHJP(工作機械;他に分類されない金属加工)
要約
【課題】Ni含有量が1質量%以下であり、溶接のまま及びPWHT後のいずれにおいても溶接金属の位置にかかわらず、強度及び低温靱性が良好である溶接金属を得ることができるガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ガスシールドアーク溶接用フラックス入りワイヤは、ワイヤ全質量に対して、C:0.025質量%以上0.080質量%以下、Si:0.15質量%以上0.50質量%以下、Mn:1.5質量%以上3.0質量%以下、Ni:0.50質量%以上1.00質量%未満、Mo:0.05質量%以上0.40質量%以下、B:0.004質量%以上0.010質量%以下、及び、Fe:85質量%以上、を含有し、Cu:0.25質量%以下、である。
【選択図】なし
特許請求の範囲
【請求項1】
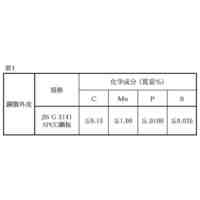
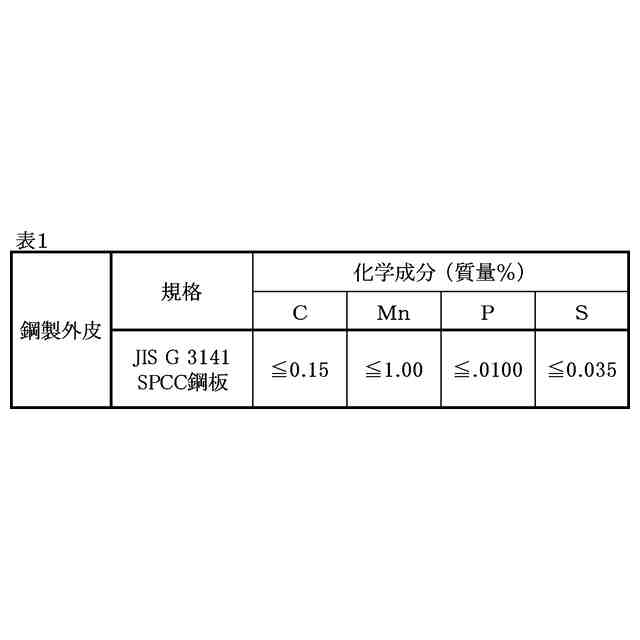
鋼製外皮にフラックスが充填されたガスシールドアーク溶接用フラックス入りワイヤであって、
ワイヤ全質量に対して、
C:0.025質量%以上0.080質量%以下、
Si:0.15質量%以上0.50質量%以下、
Mn:1.5質量%以上3.0質量%以下、
Ni:0.50質量%以上1.00質量%未満、
Mo:0.05質量%以上0.40質量%以下、
B:0.004質量%以上0.010質量%以下、及び、
Fe:85質量%以上、を含有し、
Cu:0.25質量%以下、
であることを特徴とするガスシールドアーク溶接用フラックス入りワイヤ。
続きを表示(約 970 文字)
【請求項2】
ワイヤ中のNi含有量をワイヤ全質量に対する質量%で[Ni]と表し、
ワイヤ中のMo含有量をワイヤ全質量に対する質量%で[Mo]と表し、
ワイヤ中のB含有量をワイヤ全質量に対する質量%で[B]と表し、
ワイヤ中のSi含有量をワイヤ全質量に対する質量%で[Si]と表し、
ワイヤ中のMn含有量をワイヤ全質量に対する質量%で[Mn]と表し、
ワイヤ中のSi含有量をワイヤ全質量に対する質量%で[Cu]と表し、
ワイヤ中のSi含有量をワイヤ全質量に対する質量%で[C]と表す場合に、
([Ni]+10×[Mo]+10×[B])/(5×[Si]+[Mn]+10×[Cu]+2×[C]):0.49以上1.10以下であることを特徴とする、請求項1に記載のガスシールドアーク溶接用フラックス入りワイヤ。
【請求項3】
さらに、ワイヤ全質量に対して、
Mg:0.2質量%以上1.0質量%以下、
を含有することを特徴とする、請求項1又は2に記載のガスシールドアーク溶接用フラックス入りワイヤ。
【請求項4】
ワイヤ全質量に対して、
Cr:0.09質量%以下、及び
Al:0.15質量%以下、であることを特徴とする、請求項1又は2に記載のガスシールドアーク溶接用フラックス入りワイヤ。
【請求項5】
さらに、Ti、F、Na及びKから選択された少なくとも1種を、ワイヤ全質量に対して、
Ti:2.5質量%以上7.0質量%以下、
F:0.05質量%以上0.30質量%以下、
NaとKとの合計:0.05質量%以上0.30質量%以下、の範囲で含有することを特徴とする、請求項1又は2に記載のガスシールドアーク溶接用フラックス入りワイヤ。
【請求項6】
請求項1又は2に記載のガスシールドアーク溶接用フラックス入りワイヤを用いてガスシールドアーク溶接することを特徴とするガスシールドアーク溶接方法。
【請求項7】
請求項1又は2に記載のガスシールドアーク溶接用フラックス入りワイヤを用いて、ガスシールドアーク溶接により製造されることを特徴とする溶接金属。
発明の詳細な説明
【技術分野】
【0001】
本発明は、引張強さが490~670MPa級の鋼材の溶接に使用されるガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
石油、ガス等の掘削及び生産に使用される海洋構造物や、油、ガス等の輸送に使用されるパイプラインは、設備の大型化や寒冷地での稼働が増加しており、これらの溶接構造物の建造に使用される鋼板や溶接材料には、高強度であるとともに低温での靱性に優れた特性が求められる。上記のような溶接構造物を建造する場合に、溶接施工後に応力除去を目的とした溶接後熱処理(PWHT:Post Weld Heat Treatment)が施される場合がある。
【0003】
しかし、このPWHTによって、溶接部の強度及び靱性が低下し、要求される特性が得られない場合がある。そこで、PWHT後の強度及び靱性を向上させるために、Niが添加されたフラックス入りワイヤが使用されることがある。
【0004】
ところで、上記海洋構造物やパイプラインにおいては、硫化水素含有(サワー)環境によって、硫化物応力腐食割れ(SSCC:Sulfide Stress Corrosion Cracking)や水素脆性という問題が発生する。上記問題に対応するため、米国防蝕技術協会(NACE:National Association of Corrosion Engineers)の規格(NACE MR0175)では、溶接金属中のNi含有量が1質量%以下に規制されている。
【0005】
そこで、特許文献1には、C:0.03~0.09%、Si:0.1~0.6%、Mn:1.3~2.6%、Cu:0.01~0.5%、Ti:0.05~0.5%、B:0.002~0.015%を含有し、Al:0.05%以下であり、フラックス中の酸化物及び化合物等の含有量が限定されており、低温靱性(以下、単に「靱性」ともいう。)が良好な溶接金属が得られる、ガスシールドアーク溶接用フラックス入りワイヤが開示されている。また、上記特許文献1には、フラックス入りワイヤが、Ni:0.1~0.5%をさらに含有することにより、溶接金属の低温靱性をより安定にする効果を得られることが記載されている。また、特許文献2に記載のフラックス入りワイヤは、ワイヤ全質量あたり、Cを0.01~0.12質量%、Siを0.05質量%以上0.30質量%未満、Mnを1.0~3.5質量%、Niを0.1質量%以上1.0質量%未満、Moを0.10~0.30質量%、Crを0.1~0.9質量%、TiO
2
を4.5~8.5質量%、SiO
2
を0.10~0.40質量%、Al
2
O
3
を0.03~0.23質量%と、所定量のNa化合物やK化合物を含有する。
【先行技術文献】
【特許文献】
【0006】
特開2017-94360号公報
特許第6322093号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1に記載のフラックス入りワイヤは、優れた低温靱性を確保するために、Niを0.1~0.5質量%含有しているものの、PWHT後の強度及び低温靱性が考慮されていない。
【0008】
さらに、上記特許文献1及び2のいずれに記載のフラックス入りワイヤにおいても、-40℃よりも低い温度における靱性について、十分に検討されておらず、より低温度の領域における靱性が十分に得られない可能性がある。また、溶接金属においては、一般的に溶接金属の中央部が最も靱性が高く、冷却速度の低下等により溶接金属の中央部(パス会合部)から熱影響部に近づくにつれて低下する。このように試験片の採取位置によっては溶接金属の靱性が急激に劣化することがあるが、上記特許文献1及び2のいずれにおいても溶接金属中央部の靱性しか考慮されておらず、溶接金属中央部から外れた箇所においては、所定の靱性が得られない可能性がある。したがって、NACE MR0175で規定される溶接金属中のNi含有量を満足するとともに、溶接のまま(As-welded)及びPWHT後のいずれにおいても、溶接金属内の位置にかかわらず、強度及び低温での靱性が優れた溶接金属を得ることができるフラックス入りワイヤへの要求が高くなっている。
【0009】
本発明は、かかる課題に鑑みてなされたものであって、Ni含有量が1質量%以下であっても、溶接のまま及びPWHT後のいずれにおいても溶接金属内の位置に関わらず強度及び低温靱性が良好である溶接金属を得ることができるガスシールドアーク溶接用フラックス入りワイヤ、及びガスシールドアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の上記目的は、ガスシールドアーク溶接用フラックス入りワイヤに係る下記[1]の構成により達成される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
混練機
22日前
株式会社神戸製鋼所
混練装置
23日前
株式会社神戸製鋼所
混合装置
22日前
株式会社神戸製鋼所
混合装置
22日前
株式会社神戸製鋼所
混練装置
22日前
株式会社神戸製鋼所
ボルト用鋼
17日前
株式会社神戸製鋼所
密閉式混練機
1か月前
株式会社神戸製鋼所
浸炭窒化鋼材
17日前
株式会社神戸製鋼所
圧縮機ユニット
2日前
株式会社神戸製鋼所
残留応力推定方法
1か月前
株式会社神戸製鋼所
焼結鉱の製造方法
21日前
株式会社神戸製鋼所
ステッピングモータ
2日前
株式会社神戸製鋼所
アルミニウム合金押出材
16日前
株式会社神戸製鋼所
スラグ流出予兆検知方法
21日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
15日前
株式会社神戸製鋼所
Ni基合金フラックス入りワイヤ
1か月前
株式会社神戸製鋼所
チタン板およびチタン板の製造方法
22日前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
1日前
株式会社神戸製鋼所
熱延鋼板の製造方法および熱延鋼板
28日前
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
9日前
株式会社神戸製鋼所
ペールパック用押え板、及びペールパック
28日前
株式会社神戸製鋼所
冷間加工用機械構造用鋼線とその製造方法
21日前
株式会社神戸製鋼所
移動機械システムおよび移動機械の運用方法
23日前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
3日前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
14日前
株式会社神戸製鋼所
多孔質炭素の製造方法および二酸化炭素分離方法
22日前
株式会社神戸製鋼所
形状解析システム、形状解析方法、及びプログラム
28日前
株式会社神戸製鋼所
ギアボックスの製造方法並びに回転機械の製造方法
28日前
株式会社神戸製鋼所
非調質鍛造用鋼、非調質鍛造鋼および非調質鍛造部品
28日前
株式会社神戸製鋼所
圧延機の板厚制御方法、および、圧延機板厚制御装置
1か月前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
1日前
株式会社神戸製鋼所
ガス供給システム改良方法及びガス供給システム改良装置
16日前
株式会社神戸製鋼所
二次精錬条件および連続鋳造条件の決定方法と鋼の製造方法
24日前
株式会社神戸製鋼所
サイドドア
17日前
株式会社神戸製鋼所
摩擦攪拌接合用工具
1か月前
株式会社神戸製鋼所
連続鋳造鋳片の単位長さ当たり重量の予測方法および連続鋳造鋳片の切断方法
21日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ