TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025150122
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024050837
出願日
2024-03-27
発明の名称
混練機
出願人
株式会社神戸製鋼所
代理人
弁理士法人ATEN
主分類
B29B
7/18 20060101AFI20251002BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】戻し部の材料粘度を上昇させることで戻し部の戻し力を増加させ、材料のシール部への侵入を防止させることが可能な混練機を提供する。
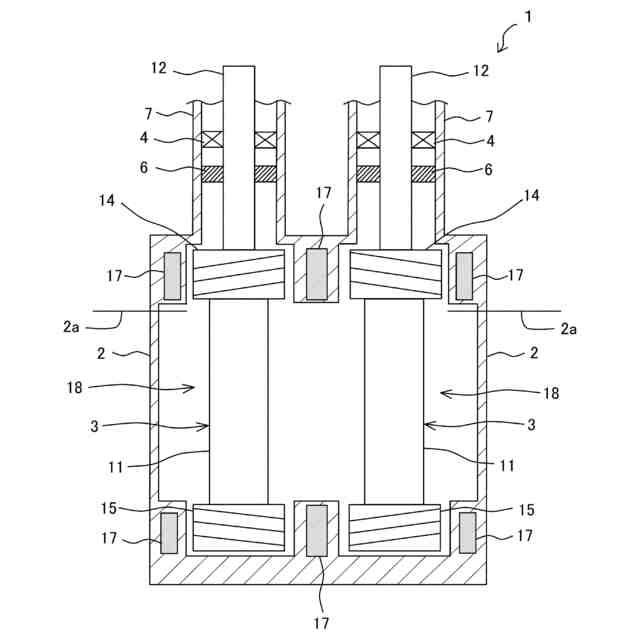
【解決手段】材料の混練が行われる混練室18を有するチャンバ2と、チャンバ2内に設けられたロータ3と、戻し部14、15と、を有し、戻し部14、15にはねじが形成されており、戻し部14、15はロータ3と共に回転することで、戻し部14、15から混練室側に材料を押し出すように構成されており、チャンバ2および戻し部14、15または両方に、チャンバ2と戻し部14、15との間に存在する材料を冷却する冷却機構(冷却装置17)が設けられる。
【選択図】図2
特許請求の範囲
【請求項1】
超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練を行う混練機であって、
前記材料の混練が行われる混練室を有するチャンバと、
前記チャンバ内に設けられたロータと、
戻し部と、
を有し、
前記戻し部にはねじが形成されており、前記戻し部は前記ロータと共に回転することで、前記戻し部から混練室側に前記材料を押し出すように構成されており、
前記チャンバおよび前記戻し部内部の一方または両方に、前記チャンバと前記戻し部との間に存在する前記材料を冷却する冷却機構が設けられたことを特徴とする混練機。
続きを表示(約 1,000 文字)
【請求項2】
前記冷却機構は、前記チャンバおよび前記戻し部内部の両方に設けられたことを特徴とする請求項1に記載の混練機。
【請求項3】
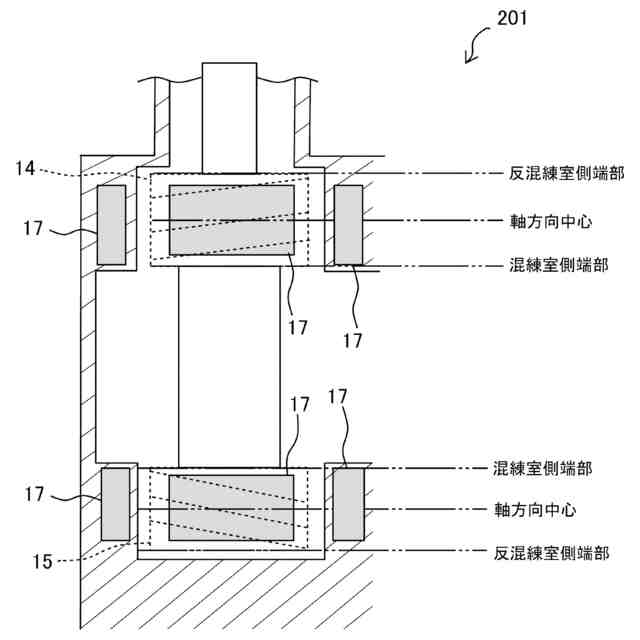
前記冷却機構は、前記ロータの軸方向における前記戻し部の中心と前記ロータの軸方向における前記戻し部の混練室側端部との、前記ロータの軸方向における間に設けられたことを特徴とする請求項1に記載の混練機。
【請求項4】
前記冷却機構は冷却媒体を用いる冷却機構であり、
前記冷却機構は、
前記冷却媒体の流量を測定する流量計と、
前記冷却媒体の流量を調整する流量調整機構と、
前記冷却媒体の温度を測定する温度計と、
前記冷却媒体の温度を調整する冷却媒体温度調整機構と、
前記チャンバと前記戻し部との間の圧力を測定する圧力計と、
を備え、
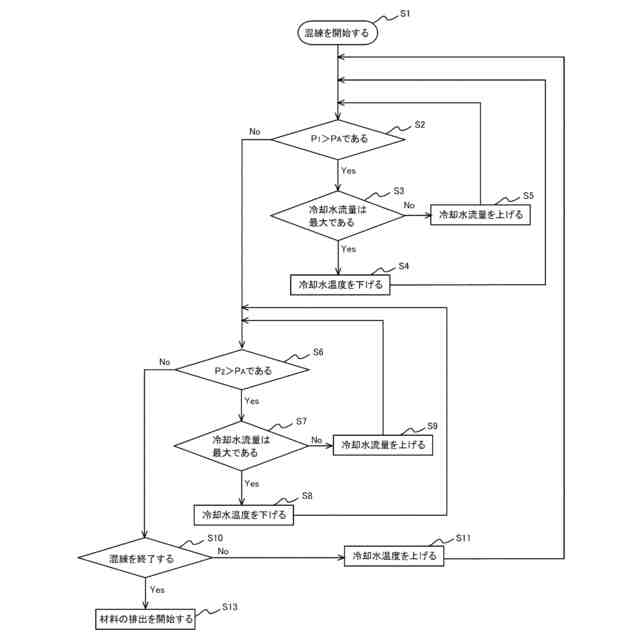
前記圧力計で測定された圧力値が所定の設定圧力よりも大きい場合に、前記流量調整機構が前記冷却媒体の流量を増やす作動、および、前記冷却媒体温度調整機構が前記冷却媒体の温度を下げる作動、の一方または両方の作動を行うことを特徴とする請求項1に記載の混練機。
【請求項5】
前記圧力計で測定された圧力値が前記所定の設定圧力よりも大きい場合は、前記流量調整機構は、前記冷却媒体の流量を増やし、
前記流量計が測定した流量値が、前記流量調整機構が調整可能な流量値の最大値となった場合に、前記冷却媒体温度調整機構は、前記冷却媒体の温度を下げることを特徴とする請求項4に記載の混練機。
【請求項6】
前記圧力計の測定位置は、前記ロータの軸方向における前記戻し部の反混練室側の端部から混練室側に前記ねじの1ピッチ分の距離が離れた位置よりも、混練室側に設けられることを特徴とする請求項4に記載の混練機。
【請求項7】
前記圧力計の測定位置は、前記ロータの軸方向における前記戻し部の混練室側端部から混練室とは反対側に前記ねじの1ピッチ分の距離が離れた位置よりも、反混練室側の位置に設けられることを特徴とする請求項4または5に記載の混練機。
【請求項8】
前記圧力計の測定位置は、前記ロータの軸方向における前記戻し部の混練室側端部から反混練室に前記ねじの1ピッチ分の距離が離れた位置よりも混練室側に設けられることを特徴とする請求項4または5に記載の混練機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練を行う混練機に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
超臨界CO
2
では従来のバッチ式では困難であった高い分散性と低温混練を超臨界雰囲気で行うことで、従来プロセスよりも高品質な製品ゴムを製造することができる。一方で、超臨界雰囲気にするため、従来のバッチ式よりも高い気密性が要求される。
【0003】
特許文献1には、連続の軸シールと混練部の間に、複数の螺旋状の溝部を形成することにより、混練対象物の軸シール部への侵入を防止することができる成型加工装置およびシール方法が開示されている。
【0004】
特許文献2には、連続のベアリングと材料排出部の間に、ロータの回転に伴って混練済み材料をチャンバの他端側へ押し出す方向に傾斜した捩れ翼部を外周部に備えることで、混練対象物のベアリング部への侵入を防止することができる連続混練機が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2006-248115号公報
特開平11-333831号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の混練機では、シール材としてパッキンが利用されており、パッキンの設置箇所への材料の侵入を防止するため、パッキンと混練室の間に複数の螺旋状の溝部(戻し部)が形成され、材料でシールを行っている。しかし、粘度の低い材料を使用した時やスクリュ回転数の低下によって、戻し部の戻し力(シール性)が低下すると、シール性の維持が困難となる虞がある。
【0007】
特許文献2の混練機では、ベアリング設置部への材料の侵入を防止するため、ロータの回転に伴って混練済み材料をチャンバの他端側へ押し出す方向に傾斜した捩れ翼部を外周部に設けている。しかし、上記同様に、戻し部の戻し力が低下する可能性があり、またそれによりベアリングの油が材料に混入し、材料の物性を悪化させる虞がある。
【0008】
本発明の目的は、戻し部の材料粘度を上昇させることで戻し部の戻し力を増加させることが可能な混練機を提供することである。
【課題を解決するための手段】
【0009】
本願で開示する混練機は、超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練を行う混練機であって、前記材料の混練が行われる混練室を有するチャンバと、前記チャンバ内に設けられたロータと、戻し部と、を有し、前記戻し部にはねじが形成されており、前記戻し部は前記ロータと共に回転することで、前記戻し部から混練室側に前記材料を押し出すように構成されており、前記チャンバおよび前記戻し部内部の一方または両方に、前記チャンバと前記戻し部との間に存在する前記材料を冷却する冷却機構が設けられる。
【0010】
上記構成によれば、戻し部における材料を冷却して、材料粘度を上昇させることで戻し部の戻し力を増加させ、材料のシール部への侵入を防止させることができ、戻し部のシール性能を維持させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る






 特許ウォッチ
特許ウォッチ