TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025145366
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024045495
出願日
2024-03-21
発明の名称
ギアボックスの製造方法並びに回転機械の製造方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人三協国際特許事務所
主分類
F16H
1/06 20060101AFI20250926BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】電源の周波数に依らずインペラの回転数を同じにしつつ回転機械の本体サイズが変わることを防止する。
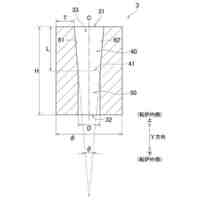
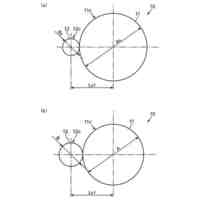
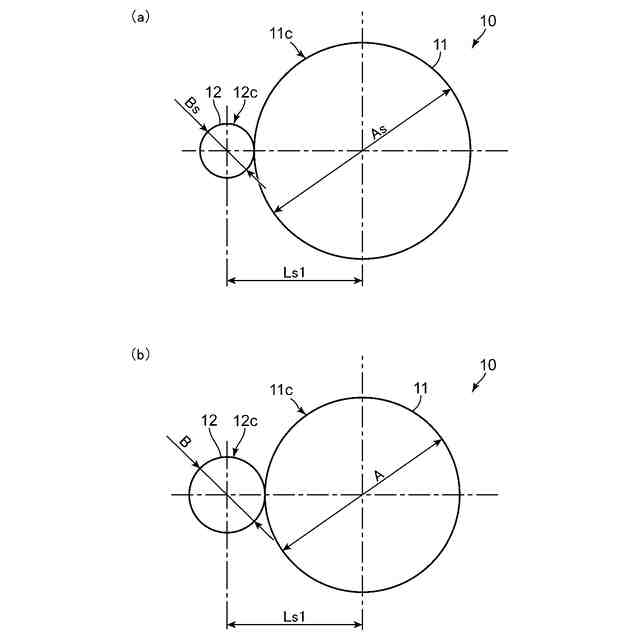
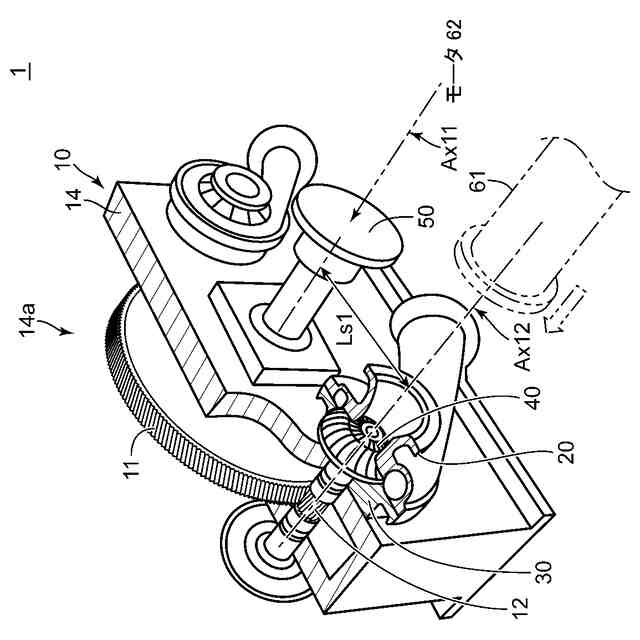
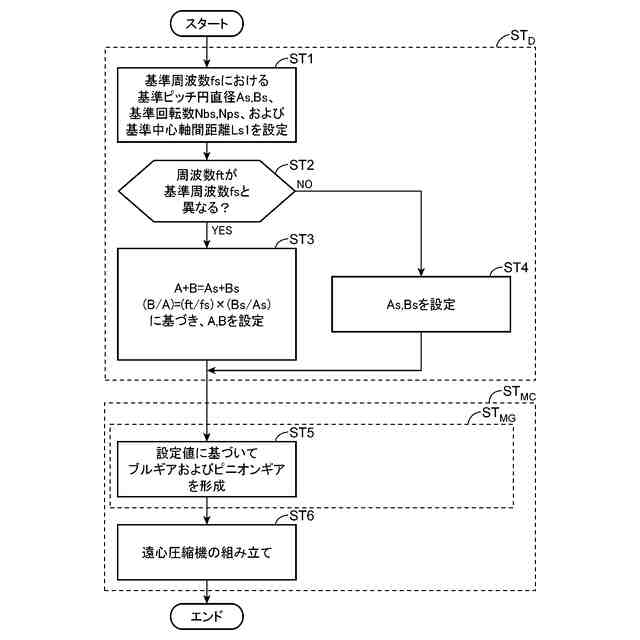
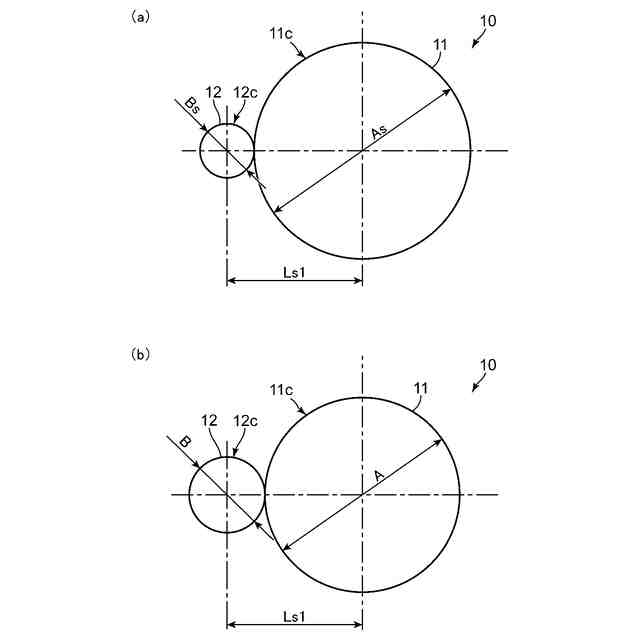
【解決手段】ギアボックス10の製造方法は、ギアボックス10の設計方法を用いて決定された設計結果に基づいて、ブルギア11およびピニオンギア12を形成する。ギアボックス10の設計方法では、モータに供給される交流電力の周波数に依らずピニオンギア12の回転数が同じでブルギア11とピニオンギア12との中心軸間距離が同じとなるようにブルギア11およびピニオンギア12の各ピッチ円直径A,Bを決定する。
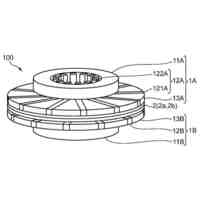
【選択図】図3
特許請求の範囲
【請求項1】
モータの入力軸に接続されるブルギア(11)と、前記ブルギア(11)と噛み合うピニオンギア(12)とを備え、前記モータの動力を伝達するための回転機械(1)用のギアボックス(10)の製造方法であって、
前記モータに供給される交流電力の周波数が所定の周波数である場合に規定された、前記ブルギア(11)の中心軸と前記ピニオンギア(12)の中心軸との間の距離である基準中心軸間距離(Ls1)と、前記ピニオンギア(12)の回転数である基準回転数とを、それぞれ設定する基準設定工程と、
前記モータに供給される交流電力の周波数が前記所定の周波数とは異なる周波数である場合に、前記ブルギア(11)の前記中心軸と前記ピニオンギア(12)の前記中心軸との間の距離である中心軸間距離が前記基準中心軸間距離(Ls1)と同じ、かつ、前記ピニオンギア(12)の回転数が前記基準回転数と同じになるように前記ブルギア(11)および前記ピニオンギア(12)のピッチ円直径(A,B)を決定する決定工程と、
を含む設計過程を経て決定された設計結果を用いて、
前記ブルギア(11)を形成する工程と、
前記ピニオンギア(12)を形成する工程と、
を実行する、
ギアボックス(10)の製造方法。
続きを表示(約 3,400 文字)
【請求項2】
前記回転機械(1)用のギアボックス(10)が、前記ブルギア(11)と噛み合う別のピニオンギア(13)をさらに備え、
前記基準設定工程では、前記モータに供給される交流電力の周波数が所定の周波数である場合に規定された、前記ブルギア(11)の前記中心軸と前記別のピニオンギア(13)の中心軸との間の距離である基準中心軸間距離(Ls2)と、前記ピニオンギア(12)の前記中心軸と前記別のピニオンギア(13)の前記中心軸との間の距離である基準ピニオン中心軸間距離(Ls3)と、前記別のピニオンギア(13)の回転数である基準回転数と、をさらに設定し、
前記決定工程では、前記モータに供給される交流電力の周波数が前記所定の周波数とは異なる周波数である場合に、前記ブルギア(11)の前記中心軸と前記別のピニオンギア(13)の前記中心軸との間の距離である中心軸間距離が前記基準中心軸間距離(Ls2)と同じ、かつ、前記別のピニオンギア(13)の回転数が前記基準回転数と同じとなるように前記別のピニオンギア(13)のピッチ円直径(B2)をさらに決定するとともに、
前記ピニオンギア(12)の前記中心軸と前記別のピニオンギア(13)の前記中心軸との間の距離であるピニオン中心軸間距離が前記基準ピニオン中心軸間距離(Ls3)と同じになるように各ピニオンギア(12,13)間の相対位置をさらに決定する、請求項1に記載のギアボックス(10)の製造方法。
【請求項3】
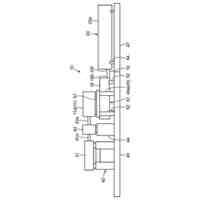
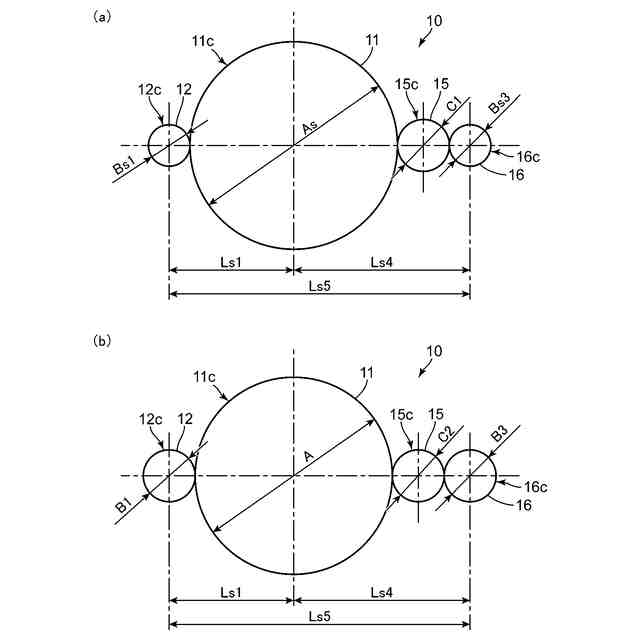
モータの入力軸に接続されるブルギア(11)と、前記ブルギア(11)と噛み合うピニオンギア(12)と、前記ブルギア(11)と噛み合うアイドラギア(15)と、前記アイドラギア(15)と噛み合うアイドラ側ピニオンギア(16)とを備え、前記モータの動力を伝達するための回転機械(1)用のギアボックス(10)の製造方法であって、
前記モータに供給される交流電力の周波数が所定の周波数である場合に規定された、前記ブルギア(11)の中心軸と前記ピニオンギア(12)の中心軸との間の距離である基準中心軸間距離(Ls1)と、前記ピニオンギア(12)の中心軸と前記アイドラ側ピニオンギア(16)の中心軸との間の距離である基準ピニオン中心軸間距離(Ls5)と、前記ピニオンギア(12)の回転数である基準回転数と、前記アイドラ側ピニオンギア(16)の回転数である他の基準回転数とを、それぞれ設定する基準設定工程と、
前記モータに供給される交流電力の周波数が前記所定の周波数とは異なる周波数である場合に、前記ブルギア(11)の前記中心軸と前記ピニオンギア(12)の前記中心軸との間の距離である中心軸間距離が前記基準中心軸間距離(Ls1)と同じ、前記ピニオンギア(12)の回転数が前記基準回転数と同じ、かつ、前記アイドラ側ピニオンギア(16)の回転数が前記他の基準回転数と同じになるように、前記ブルギア(11)、前記ピニオンギア(12)、および前記アイドラ側ピニオンギア(16)の各ピッチ円直径(A,B1,B3)を決定するとともに、前記ピニオンギア(12)の前記中心軸と前記アイドラ側ピニオンギア(16)の前記中心軸との間の距離であるピニオン中心軸間距離が前記基準ピニオン中心軸間距離(Ls5)と同じになるように前記アイドラギア(15)のピッチ円直径(C2)を決定する決定工程と、
を含む設計過程を経て決定された設計結果を用いて、
前記ブルギア(11)を形成する工程と、
前記ピニオンギア(12)を形成する工程と、
前記アイドラギア(15)を形成する工程と、
前記アイドラ側ピニオンギア(16)を形成する工程と、
を実行する、
ギアボックス(10)の製造方法。
【請求項4】
前記回転機械(1)用のギアボックス(10)が、前記ブルギア(11)と噛み合う別のピニオンギア(13)をさらに備え、
前記基準設定工程では、前記モータに供給される交流電力の周波数が所定の周波数である場合に規定された、前記ブルギア(11)の中心軸と前記別のピニオンギア(13)の中心軸との間の距離である基準中心軸間距離(Ls2)と、前記ピニオンギア(12)の前記中心軸と前記別のピニオンギア(13)の前記中心軸との間の距離である基準ピニオン中心軸間距離(Ls3)と、前記アイドラ側ピニオンギア(16)の前記中心軸と前記別のピニオンギア(13)の前記中心軸との間の距離である基準ピニオン中心軸間距離(Ls6)と、前記別のピニオンギア(13)の回転数である基準回転数とを、さらに設定し、
前記決定工程では、前記モータに供給される交流電力の周波数が前記所定の周波数とは異なる周波数である場合に、前記ブルギア(11)の前記中心軸と前記別のピニオンギア(13)の前記中心軸との間の距離である中心軸間距離が前記基準中心軸間距離(Ls2)と同じ、かつ、前記ピニオンギア(13)の回転数が前記基準回転数と同じになるように前記ピニオンギア(13)のピッチ円直径(B2)をさらに決定するとともに、
前記ピニオンギア(12)の前記中心軸と前記別のピニオンギア(13)の前記中心軸との間の距離であるピニオン中心軸間距離が前記基準ピニオン中心軸間距離(Ls3)と同じになるように各ピニオンギア(12,13)間の相対位置をさらに決定し、
前記ピニオンギア(12)の前記中心軸と前記アイドラ側ピニオンギア(16)の前記中心軸との間の距離であるピニオン中心軸間距離が前記基準ピニオン中心軸間距離(Ls5)と同じになるように、かつ、前記別のピニオンギア(13)の前記中心軸と前記アイドラ側ピニオンギア(16)の前記中心軸との間の距離であるピニオン中心軸間距離が前記基準ピニオン中心軸間距離(Ls6)と同じになるように前記アイドラギア(15)の前記ピッチ円直径(C2)を決定する、
請求項3に記載のギアボックス(10)の製造方法。
【請求項5】
前記アイドラギア(15)と噛み合う別のアイドラ側ピニオンギア(17)をさらに備え、
前記基準設定工程では、前記モータに供給される交流電力の周波数が所定の周波数である場合に規定された、前記ピニオンギア(12)の中心軸と前記別のアイドラ側ピニオンギア(17)の中心軸との間の距離である基準ピニオン中心軸間距離(Ls7)と、前記別のアイドラ側ピニオンギア(17)の回転数である他の基準回転数と、前記アイドラ側ピニオンギア(16)の前記中心軸と前記別のアイドラ側ピニオンギア(17)の中心軸との間の距離である基準ピニオン中心軸間距離(Ls8)をさらに設定し、
前記決定工程では、前記モータに供給される交流電力の周波数が前記所定の周波数とは異なる周波数である場合に、前記別のアイドラ側ピニオンギア(17)の回転数が前記他の基準回転数と同じになるように、前記別のアイドラ側ピニオンギア(17)のピッチ円直径(B4)を決定し、
前記ピニオンギア(12)の前記中心軸と前記アイドラ側ピニオンギア(16)の前記中心軸との間の距離である前記ピニオン中心軸間距離が前記基準ピニオン中心軸間距離(Ls5)と同じになるように、かつ、前記ピニオンギア(12)の前記中心軸と前記別のアイドラ側ピニオンギア(17)の前記中心軸との間の距離であるピニオン中心軸間距離が前記基準ピニオン中心軸間距離(Ls7)と同じになるように前記アイドラギア(15)のピッチ円直径(C2)を決定し、
前記アイドラ側ピニオンギア(16)の前記中心軸と前記別のアイドラ側ピニオンギア(17)の中心軸との間の距離であるピニオン中心軸間距離が前記基準ピニオン中心軸間距離(Ls8)と同じになるように各アイドラ側ピニオンギア(16,17)の相対位置をさらに決定する、請求項3または4に記載のギアボックス(10)の製造方法。
【請求項6】
請求項1ないし3のいずれかに記載の製造方法によりギアボックス(10)を製造する工程を備える、回転機械(1)の製造方法。
【請求項7】
前記回転機械(1)が遠心圧縮機である、請求項6に記載の回転機械(1)の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ギアボックスの製造方法並びに回転機械の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
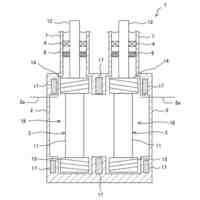
従来、特許文献1に開示されるようにギアド式の遠心圧縮機が知られている。特許文献1に開示されているように、遠心式圧縮機は、ブルギアとピニオンギアとを備える。ブルギアには、回転駆動力を発生するモータが接続される。ピニオンギアは、ブルギアと噛み合うとともに、インペラが接続される。
【先行技術文献】
【特許文献】
【0003】
特開平9-119378号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、交流電力の供給を受けたモータでブルギアが回転される回転機械は、供給電力の周波数に応じてモータの回転数が変化する。このため、従来技術に係る回転機械では、供給電力の周波数の違いによって、インペラの回転数が変化する。よって、従来においては、回転機械におけるブルギアおよびピニオンギア等の構成が同じであってもモータに供給される電力の周波数が変わるだけでガスの処理量が変化してしまう。
【0005】
ここで、供給電力の周波数が異なる場合にもインペラの回転数が変わらないようにしようとするには、ブルギアのギア径やピニオンギアのギア径を調整することが考えられる。
【0006】
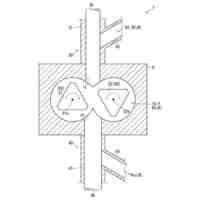
しかしながら、インペラの回転数を周波数に依らず一定にするために、ブルギアやピニオンギアなどのギア径を調整する場合には、回転機械の本体サイズが変化してしまう。即ち、ブルギアやピニオンギアのギア径を変更する場合には、ブルギアの中心軸とピニオンギアの中心軸との間の距離や、複数のピニオンギアの中心軸同士の間の距離が変わってしまう場合が生じ得る。このように本体サイズが変化した場合には、本体サイズごとに配管などの付帯部品のレイアウト設計が必要となり、製造コストが増大してしまう。
【0007】
本発明は上記課題に鑑みなされたものであり、電源の周波数に依らずインペラの回転数を同じにしつつ回転機械の本体サイズが変わることを防止することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様に係る製造方法は、モータの動力を伝達するための回転機械(1)用のギアボックス(10)の製造方法である。前記ギアボックス(10)は、モータの入力軸に接続されるブルギア(11)と、前記ブルギア(11)と噛み合うピニオンギア(12)とを備える。
【0009】
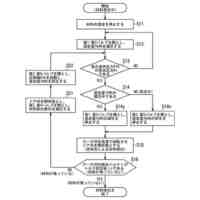
本態様に係る製造方法は、基準設定工程と、決定工程と、ブルギア(11)を形成する工程と、ピニオンギア(12)を形成する工程と、を備える。前記基準設定工程では、前記モータに供給される交流電力の周波数が所定の周波数である場合に規定された、前記ブルギア(11)の中心軸と前記ピニオンギア(12)の中心軸との間の距離である基準中心軸間距離(Ls1)を設定する。また、前記基準設定工程では、前記モータに供給される交流電力の周波数が所定の周波数である場合に規定された、前記ピニオンギア(12)の回転数である基準回転数を設定する。
【0010】
前記決定工程では、前記モータに供給される交流電力の周波数が前記所定の周波数とは異なる周波数である場合に、次の条件a1,a2を満たすように前記ブルギア(11)および前記ピニオンギア(12)のピッチ円直径(A,B)を決定する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
23日前
株式会社神戸製鋼所
混練機
1か月前
株式会社神戸製鋼所
混練装置
1か月前
株式会社神戸製鋼所
混合装置
1か月前
株式会社神戸製鋼所
接点材料
21日前
株式会社神戸製鋼所
混練装置
1か月前
株式会社神戸製鋼所
混合装置
1か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
株式会社神戸製鋼所
圧縮機ユニット
1か月前
株式会社神戸製鋼所
熱交換システム
21日前
株式会社神戸製鋼所
出湯用スリーブ
8日前
株式会社神戸製鋼所
再生ゴム製造方法
8日前
株式会社神戸製鋼所
焼結鉱の製造方法
1か月前
株式会社神戸製鋼所
ステッピングモータ
1か月前
株式会社神戸製鋼所
スラグ流出予兆検知方法
1か月前
株式会社神戸製鋼所
アルミニウム合金押出材
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
2日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
1か月前
株式会社神戸製鋼所
熱延鋼板の製造方法および熱延鋼板
1か月前
株式会社神戸製鋼所
チタン板およびチタン板の製造方法
1か月前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
29日前
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
1か月前
株式会社神戸製鋼所
冷間加工用機械構造用鋼線とその製造方法
1か月前
株式会社神戸製鋼所
ペールパック用押え板、及びペールパック
1か月前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
8日前
株式会社神戸製鋼所
移動機械システムおよび移動機械の運用方法
1か月前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
1か月前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
1か月前
株式会社神戸製鋼所
多孔質炭素の製造方法および二酸化炭素分離方法
1か月前
株式会社神戸製鋼所
形状解析システム、形状解析方法、及びプログラム
1か月前
株式会社神戸製鋼所
ギアボックスの製造方法並びに回転機械の製造方法
1か月前
株式会社神戸製鋼所
非調質鍛造用鋼、非調質鍛造鋼および非調質鍛造部品
1か月前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
29日前
株式会社神戸製鋼所
ガス供給システム改良方法及びガス供給システム改良装置
1か月前
株式会社神戸製鋼所
二次精錬条件および連続鋳造条件の決定方法と鋼の製造方法
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ