TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025152624
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024054601
出願日
2024-03-28
発明の名称
スラグ流出予兆検知方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人ATEN
主分類
B22D
37/00 20060101AFI20251002BHJP(鋳造;粉末冶金)
要約
【課題】スラグ流出の予兆を精度よく検知する。
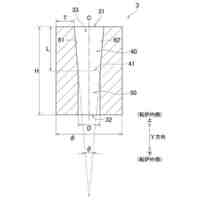
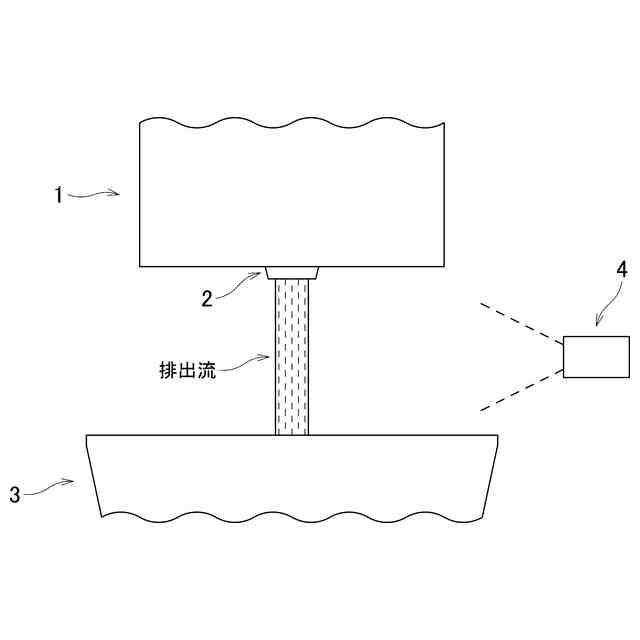
【解決手段】溶鋼およびスラグを保持する保持容器の下部から別の容器に溶鋼を排出する工程において、スラグ流出の予兆として、溶鋼の排出終了直前に発生する排出渦によって生じる排出流の揺らぎを検知する。排出流を識別可能な撮影手段によって、排出流を連続的に撮影し、撮影した画像から鉛直方向の任意の解析範囲における排出流面積を求め、排出渦が発生していない段階の排出流面積を基準とし、現在の排出流面積、または現在までの任意の時間範囲における排出流面積の移動平均値が、基準の排出流面積に対し任意の比率だけ変化した場合に、排出流に揺らぎが生じたと判定する。排出流の撮影時の露光時間(Δt)ならびに鉛直方向の解析範囲を式(1)を満たす条件とする。
(vΔt + ΔL)/L ≧ 0.9 ・・・(1)
【選択図】図1
特許請求の範囲
【請求項1】
溶鋼およびスラグを保持する保持容器の下部から別の容器に溶鋼を排出する工程において
スラグ流出の予兆として、溶鋼の排出終了直前に発生する排出渦によって生じる排出流の揺らぎを検知する方法であって、
排出流を識別可能な撮影手段によって、排出流を連続的に撮影し、
撮影した画像から鉛直方向の任意の解析範囲における排出流面積を求め、
排出渦が発生していない段階の排出流面積を基準とし、現在の排出流面積、または現在までの任意の時間範囲における排出流面積の移動平均値が、基準の排出流面積に対し任意の比率だけ変化した場合に、排出流に揺らぎが生じたと判定し、
排出流の撮影時の露光時間ならびに鉛直方向の解析範囲を式(1)を満たす条件とすることを特徴とする、スラグ流出予兆検知方法。
(vΔt + ΔL)/L ≧ 0.9 ・・・(1)
ここで、v:排出流の流速[m/s]
Δt:露光時間[s]
ΔL:解析範囲の鉛直方向長さ[m]
L:保持容器側の排出口から解析範囲の下端までの鉛直方向距離[m]
である。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶鋼とスラグを保持する保持容器から別の容器へ溶鋼を排出する工程において、スラグ流出の予兆を検知する方法に関する。具体的には、連続鋳造設備において取鍋からタンディッシュへ溶鋼を排出する工程において、スラグ流出の予兆を検知する方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
溶鋼とスラグを保持する保持容器内では、溶鋼上にスラグが浮遊した状態にある。保持容器内には密度の大きい溶鋼がスラグよりも下方に存在するため、保持容器から別の容器に溶鋼を排出する場合(たとえば、取鍋からタンディッシュに溶鋼を排出する場合)、保持容器の下部から溶鋼を排出する。
【0003】
保持容器から溶鋼を排出すると、保持容器内の溶鋼の残量が減少していき、あるタイミングで排出渦が発生する。排出渦が発生すると、保持容器から排出される流体(ここでは溶鋼)(以下、保持容器から排出される流体を「排出流」と称する)の内部に空気や少量のスラグが巻き込まれて流出する。このとき排出流がわずかに揺らぐ。その後、保持容器内の溶鋼残量がほぼゼロになると、排出流の表層からもスラグが流出し、間もなく排出流が溶鋼からスラグに完全にかわる。
【0004】
保持容器からの溶鋼排出作業の終了後、保持容器に溶鋼が残っていると、鉄ロスが生じ、歩留まりが低下するため、可能な限り保持容器の溶鋼を排出することが望ましい。一方、保持容器の溶鋼残量がほぼゼロになるまで溶鋼を排出すると、スラグが流出する。スラグの流出は、酸素源混入による清浄度の悪化(品質低下)、合金歩留低下および不純物元素混入による成分脱線などにつながる。鉄ロスを最小限にして鉄歩留を最大化しつつ、スラグの流出を最小限に抑制するためには、排出流が溶鋼からスラグに切り替わるタイミングを適切に判断した上で、溶鋼排出作業を終了させることが必要である。これには、排出流の表層にスラグを視認してから溶鋼排出作業を終了させるのでは遅く、これより早い時期に(たとえば、スラグ流出の予兆となる様々な兆候を確認してから)溶鋼排出作業を終了させることが望ましい。
【0005】
特に連続鋳造工程では、取鍋(保持容器)を据え替えて複数チャージの溶鋼がタンディッシュ(別の容器)に注ぎ込まれるため、チャージ数を重ねるごとに取鍋から流出したスラグがタンディッシュ内に蓄積されていく。このような状況で、排出流の表層にスラグを視認してから溶鋼排出作業の終了を判断していては間に合わず、排出流が溶鋼からスラグに完全に切り替わる前に、溶鋼排出作業を終了することが望ましい。
【0006】
排出流が溶鋼からスラグに完全に切り替わる前の、保持容器内の溶鋼が残りわずかとなったとき、スラグ流出の予兆として、様々な兆候が生じることがわかっている。この一つとして、上述した排出渦の発生による排出流の揺らぎがある。
【0007】
既存の方法では、オペレータが排出流を目視で確認し、スラグ流出の有無、あるいは、溶鋼が残りわずかとなったときに生じる様々な兆候を見極めて、溶鋼排出作業の終了判断を行うことがある。しかし、この判断には、オペレータの熟練度によるばらつきがある。
【0008】
上述した問題を解決する方法として、特許文献1には、「取鍋の底に設けられたノズルより流出する溶鋼表面の変化をカメラによって撮影し、その流出が、現在流出中の溶鋼からスラグの流出に代わる直前に、当該現在流出中の溶鋼のノズルより流出する液体流表面にゆらぎの変化があることを検出し、そのゆらぎの変化の検出によってスラグの流出タイミングを予知する」方法が開示されている(特許文献1の請求項1など参照)。
【先行技術文献】
【特許文献】
【0009】
特開平5-185201号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1に記載された方法では、スラグ流出の予兆として、溶鋼からスラグの流出に代わる直前に生じる、液体流表面のゆらぎの変化を検出している。溶鋼が流出しているとき、このゆらぎが生じるまでは、液体流表面がゆらぐことは殆どないが、本発明者の研究から、排出流の撮影条件によって、溶鋼が流出しているときに液体流表面が波打ってゆらいだようにみえる画像があることがわかった。液体流表面が波打ってゆらいだようにみえるゆらぎは小さいが、スラグ流出の予兆として、溶鋼からスラグの流出に代わる直前に発生するゆらぎの変化も小さいため、波打ちによるゆらぎを、スラグ流出予兆のゆらぎであると判断しやすい。波打ちによるゆらぎを、スラグ流出予兆のゆらぎと判断し、溶鋼の排出作業を終了すると、保持容器内には溶鋼が多く残っていることがあり、鉄ロスが生じる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
23日前
株式会社神戸製鋼所
接点材料
21日前
株式会社神戸製鋼所
出湯用スリーブ
8日前
株式会社神戸製鋼所
熱交換システム
21日前
株式会社神戸製鋼所
圧縮機ユニット
1か月前
株式会社神戸製鋼所
再生ゴム製造方法
8日前
株式会社神戸製鋼所
ステッピングモータ
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
2日前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
29日前
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
1か月前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
8日前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
1か月前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
29日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
24日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
23日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
21日前
株式会社神戸製鋼所
タブ用アルミニウム合金塗装板
2日前
株式会社神戸製鋼所
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
29日前
株式会社神戸製鋼所
冷間圧延用の鋼板の製造方法および冷間圧延鋼板の製造方法
1か月前
株式会社神戸製鋼所
遠隔監視システム、遠隔監視方法、データ処理装置、データ処理方法、端末装置およびその制御方法、並びにプログラム
1か月前
個人
鋼の連続鋳造用鋳型
3か月前
個人
ピストンの低圧鋳造金型
7か月前
芝浦機械株式会社
成形システム
1か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
トヨタ自動車株式会社
押湯入子
3か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
日本製鉄株式会社
モールドパウダー
1か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
株式会社キャステム
鋳造品の製造方法
7か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
芝浦機械株式会社
成形機
9か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
芝浦機械株式会社
成形機
9か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ