TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025124991
公報種別
公開特許公報(A)
公開日
2025-08-27
出願番号
2024020781
出願日
2024-02-15
発明の名称
鋼の連続鋳造用鋳型
出願人
個人
代理人
主分類
B22D
11/16 20060101AFI20250820BHJP(鋳造;粉末冶金)
要約
【課題】 形状安定鋳型の実用性を向上させる。
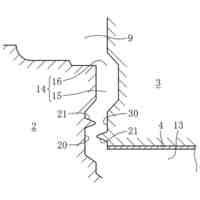
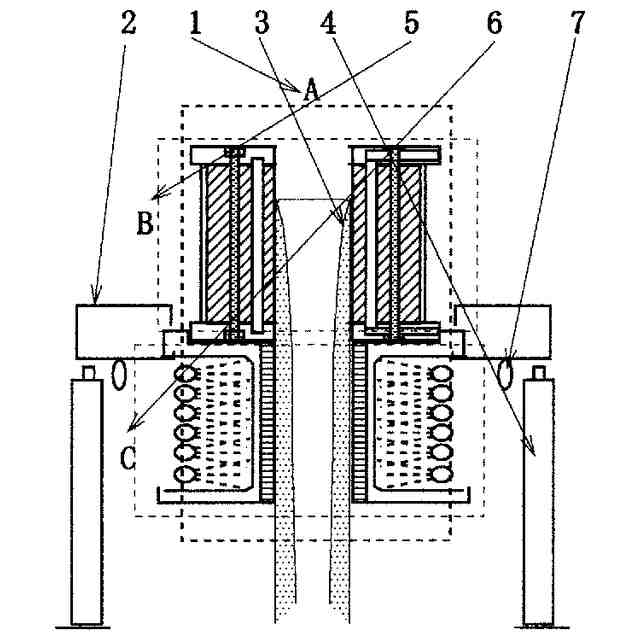
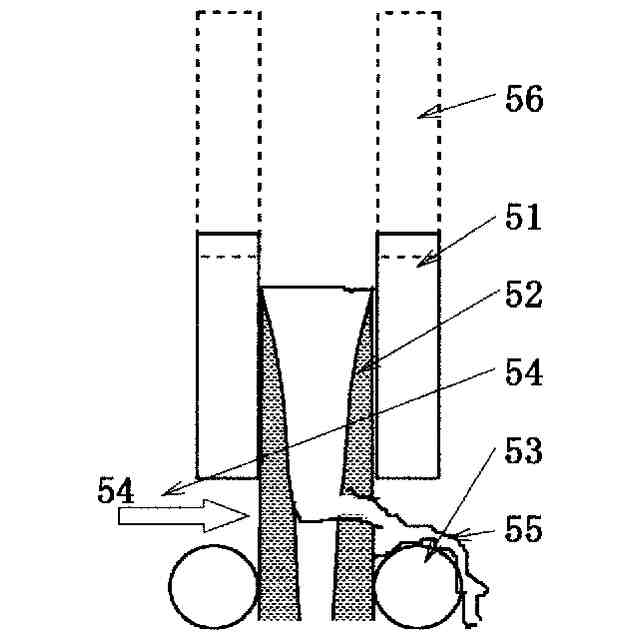
【解決手段】 鋼の連続鋳造に供する通常の銅製鋳型では使用回数の増加につれ熱膨張起因の熱変形が発生し、品質及び操業の安定を阻害する。新規の黒鉛製鋳型は膨張・変形問題を解決するが、脆弱性故に作業上実用困難である。本願発明では、変形の生ずる鋳型上部はプレストレストを導入した黒鉛製とし、キズ・摩耗・打撃が問題となる鋳型下部では銅に替わって耐熱・耐摩金属で構成する。鋳込事故により鋳型内に残存した鋳片頂部の排出に際し、黒鉛部に生ずる不可避の損傷に対しては事故発生時直ちに鋳型を上方退避させるメカニズムを組み込み、鋳型を鋳片と分離して解決し、鋳型耐久化を図る。
【選択図】 図1
特許請求の範囲
【請求項1】
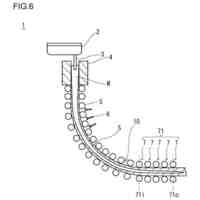
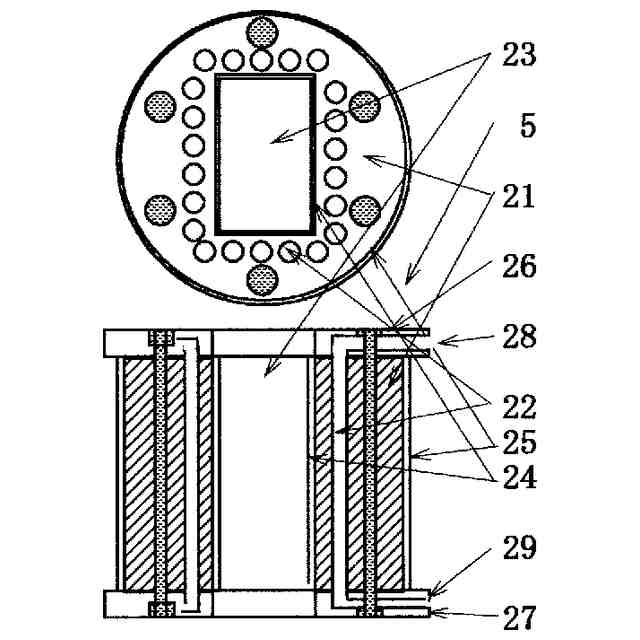
鋼の連続鋳造用水冷鋳型であって、上下2段の冷却帯から構成され、上段は外形が円柱状であり水路を内装する鋳型の材質を黒鉛とし、鋳型面には金属被覆を施し、鋳型外周には全長焼嵌めを施し、他方、該鋳型の上面には給水孔を有する押さえ金具、下面には排水孔を有する押さえ金具を設け、該両押さえ金具をタイロッドにより張力を付加して結合し、よって鋳型接線方向・半径方向・軸方向にそれぞれ圧縮応力を導入し、
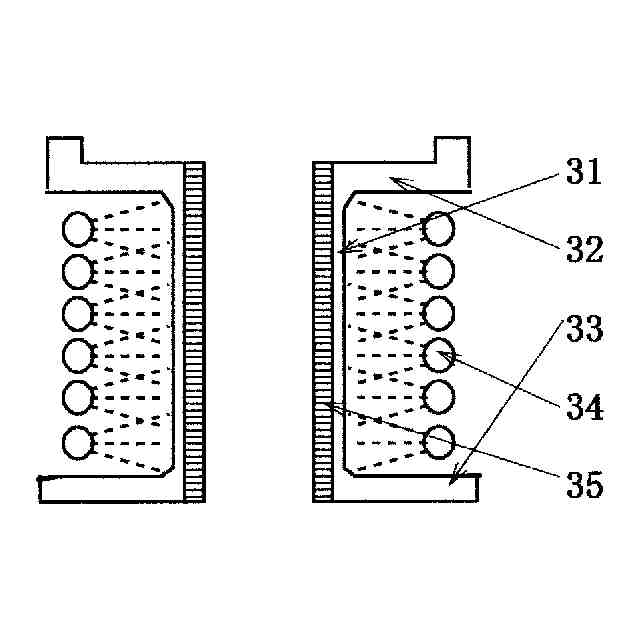
下段は、金属製であり、鋳型出口における鋳片の正常殻厚以上の厚さを保有して鋳片殻の異常変形を拘束・矯正する強度を保有し、鋳型面の材質を耐熱耐摩性金属で構成したことを特徴とする鋼の連続鋳造用鋳型。
続きを表示(約 120 文字)
【請求項2】
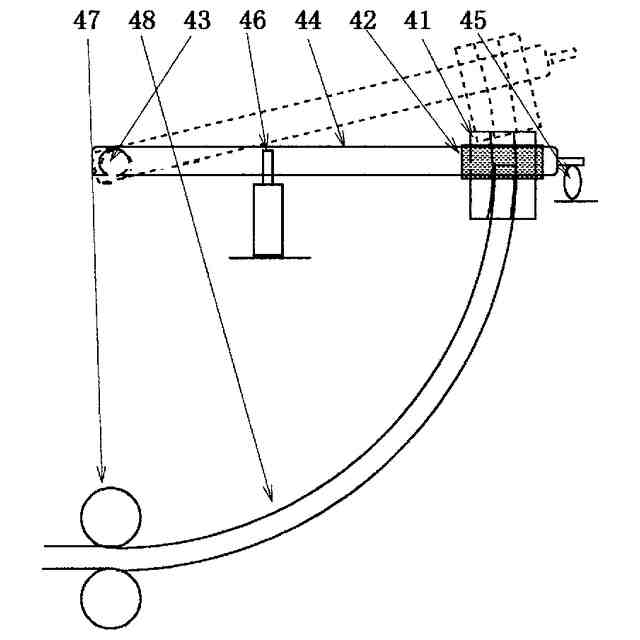
上段を、又は上下段全体を、又は鋳型を積載する振動台ごと上方に退避するメカニズムを付設し、緊急時には退避によって少なくとも上段は鋳型内に残存する鋳片から分離することを特徴とする請求項1に記載した鋼の連続鋳造用鋳型。
発明の詳細な説明
【技術分野】
【0001】
本発明は鋼の連続鋳造において使用される両端開口の連続鋳造用鋳型に関している。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
鋼の連続鋳造に使用される鋳型は伝熱性の大きい銅を材料とし、上下開口の管状に形成され、外面が水冷されるように構成されている。上方から鋳込まれた溶鋼は鋳型内壁に接して冷却・凝固し鋳片の外皮が形成される。該鋳片は下方へ連続的に引き抜かれ、後続のスプレイ装置を通過して冷却され凝固終了に至る。
この間鋳片品質は冷却条件に大きく影響される。鋳片表面のタテワレ、ヨコワレ、ヒビワレ、シワ、ヘコミ、表皮下のタテワレ、内部ワレ、断面の菱形変形等は主に鋳型部位における冷却不適切が原因とされている。鋳型起因の最悪は外皮の破損による溶鋼漏出(ブレイクアウト)である。
【0003】
上記欠陥対策のため鋳型の形状改良(例:上下傾斜、隅部形状・曲率)、壁面の性状改良(例:メッキ、微細凹凸形成)、潤滑の改良(例:溶融粉末潤滑、鋳型振動条件)、鋳型内溶鋼攪拌による冷却の均等化等種々の改良がなされてきた。
適切な形状の鋳型が適切な鋳込条件で使用され所定品質が維持されていても鋳型の使用回数の増加につれて適正条件からずれが生じ、何らかの欠陥が頻発してくる。状況を見て鋳型が交換される。通常、耐用回数は数10~数100回である。外された鋳型は廃棄又は補修・再使用される。
鋳型の耐久化は単に鋳型コストだけでなく、製品品質と生産能率の両面に対して無視できない課題となっている。
【0004】
使用回数増に伴う鋳型の損傷の内容は主に変形、磨耗、肌荒れである。変形は不均等冷却を通して鋳片の内部ワレその他多くの欠陥を誘発する。発生した内部ワレは手入れ不能であって損害が大きい。
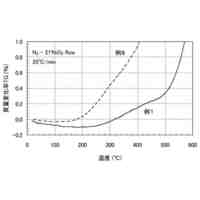
変形は主に鋳型の不均一熱膨張に起因する。鋳型壁温度は鋳込面直下部位では溶鋼に接して最高になっており約300~400℃、鋳型外面では水冷により約150~200℃である。
該部位直上では鋳型の上下振動により溶鋼と鋳型面は接触と離反を反復して熱負荷が周期変動し前記部位と異なる熱影響を受ける。
該接触部位より下方では外皮の形成とその収縮により鋳型との離反(空隙の形成)が位置的不均等に発生し、熱負荷が急減して該接触部位とまた大きく異なる。これらの不均一の冷却が鋳型壁の熱膨張に変な歪みを与えている。
【0005】
使用中の鋳型は内外面温度差に上下3段の熱負荷の差異が加わって歪んだ状態が維持され、さらに金属クリープ現象が使用回数につれ徐々に集積されて特異な変形が進行する。
使用後の形状は、マクロ的には各面とも平面であったものが鋳込面直下部位を中心にした内向き凸状に変形している。使用中は内面膨張により一層内向き凸型に変形していると推測される。
該変形の性状は主にビレットに使用される管状鋳型(チューブ・モールド)で典型的であるがブルームやスラブに使用される板組立鋳型(プレート・モールド)でも同様である。円管鋳型では鋳型断面のわずかな歪みでもタテワレが発生し易い。
【0006】
鋳型の使用回数に伴う変形を抑制する先行例を検討する。
第1に、銅塊から切り出したブロック鋳型(厚肉)では変形が少なく品質管理に有利であったが、高価であること、修正加工により断面が徐々に拡大する等の問題があり今日ではビームブランク用鋳型以外には使用されていない。
【0007】
特許文献1には、鋳型の熱変形問題を解決する形状安定鋳型が開示されている。それによると鋳型材質を金属と比較して熱膨張率が極端に小さい黒鉛とすることにより熱膨張・変形問題が解消される。黒鉛の溶鋼への溶解と溶損問題は、鋳型面に施した金属被覆によって遮断され、解決される。
当方法の問題は、銅製の鋳型と比較して打撃・衝撃に対して脆弱であり作業上の困難が多々生ずることである。対策として鋳型外面にも金属被覆を施しているが許容される被覆厚から十分ではないと推測される。
【0008】
特許文献2には、上記黒鉛製鋳型の脆弱性を克服する方法が開示されている。それによると鋳型外周にフープを焼き嵌めして周方向・半径方向の圧縮応力を導入し、鋳型軸方向にもボルトにより締め付けを施して軸方向の圧縮応力を作用させる。いわば鉄筋コンクリートからプレストレスト・コンクリートに代替するような効果が得られる。
当該方法により脆弱性問題は改善されるが銅製鋳型と比較してまだ十分ではない。
【0009】
上記黒鉛製鋳型には脆弱性の他に二つの問題が判明した。一つは鋳型下半部に生じ易い摩耗である。
鋳型の劣化について子細に調査すると、鋳片の表面ワレ・内部ワレに対しては既述のように鋳込み面直下の鋳型壁面の変形が関与しており、固着2重肌欠陥は鋳型表面のキズが原因となり、菱形変形には上記鋳型壁面の変形の他に鋳型下半部分の摩耗・不均一冷却が作用している。下半部分の摩耗と不均一冷却・菱形変形は互いに原因と結果をなし、適宜交換廃棄される。
黒鉛製鋳型では少しの摩耗で金属被覆膜が消滅し、以後急速に摩耗する。耐久し得ない。
【0010】
第2の問題は、ブレイクアウト(鋳片外皮の破損による溶鋼漏出)等により緊急の鋳込停止・引抜停止に際して、停止鋳片は各所で溶断して、鋳片を支持するローラーエプロンごと機外に引き出す。鋳片頂部は鋳型内で凝固が終了して残存する。該残存部は冷却変形により容易には引き出すことができない。組み立て鋳型なら分塊整備、管状鋳型なら酸素・ガストーチにより溶断して取り出す。その際金属被覆黒鉛製鋳型は溶損・燃焼によりたちどころに使用不能となる。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
2か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
トヨタ自動車株式会社
押湯入子
3か月前
芝浦機械株式会社
成形システム
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
日本製鉄株式会社
モールドパウダー
1か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
芝浦機械株式会社
溶解保持炉
17日前
JFEミネラル株式会社
Ni合金粉
1か月前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
住友金属鉱山株式会社
金粉の製造方法
2か月前
大陽日酸株式会社
金属積層造形方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
2日前
日本鋳造株式会社
鋳型の製造方法および製造設備
2日前
山石金属株式会社
アルミニウム含有粒子の製造方法
1か月前
株式会社プロテリアル
金属付加製造物およびその製造方法
3か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
住友金属鉱山株式会社
金粉及びその製造方法
2か月前
ダイハツ工業株式会社
ダイカスト装置
3か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
寧波力勁科技有限公司
鋳造装置の圧力射出システム
3か月前
芝浦機械株式会社
成形機用コントローラ及び成形機
1か月前
個人
鋼の連続鋳造におけるタンディシュ内溶鋼の加熱装置
1か月前
UBEマシナリー株式会社
鋳造成形装置
1か月前
大陽日酸株式会社
還元剤被覆銅ナノ粒子
29日前
住友金属鉱山株式会社
希土類遷移金属窒素系磁性粉末
1か月前
品川リフラクトリーズ株式会社
推定方法
2か月前
大陽日酸株式会社
転写型シート状接合材
23日前
大陽日酸株式会社
転写型シート状接合材
23日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ