TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025119481
公報種別
公開特許公報(A)
公開日
2025-08-14
出願番号
2024014388
出願日
2024-02-01
発明の名称
金属付加製造物およびその製造方法
出願人
株式会社プロテリアル
代理人
主分類
B22F
10/38 20210101AFI20250806BHJP(鋳造;粉末冶金)
要約
【課題】機械的特性における異方性を低減した付加製造物およびその製造方法を提供する。
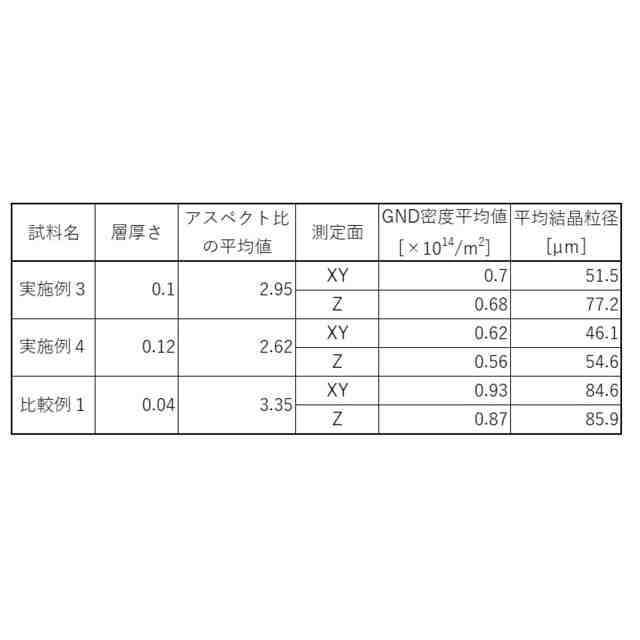
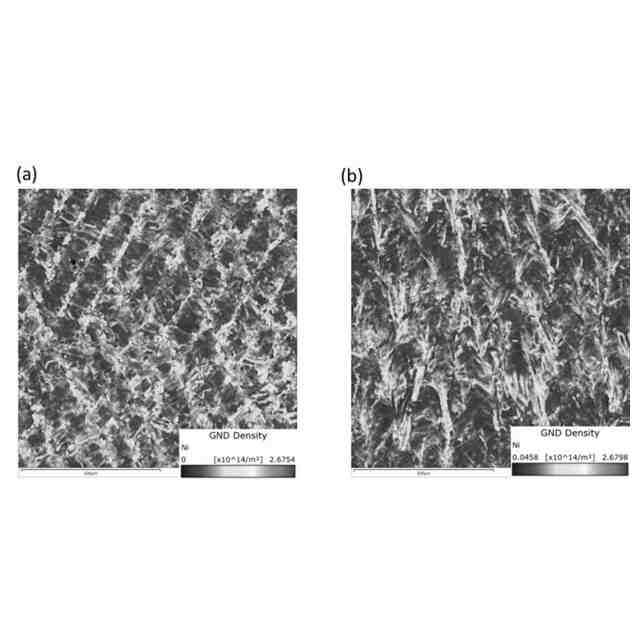
【解決方法】溶融凝固層が積層された金属付加製造物であって、付加製造面に対して垂直方向の断面に対するEBSD法によって得られた結晶方位マップ像における、結晶粒の長軸の長さ/短軸の長さの比であるアスペクト比の平均値が3.3以下であることを特徴とする金属付加製造物。
【選択図】図2
特許請求の範囲
【請求項1】
溶融凝固層が積層された金属付加製造物であって、付加製造面に対して垂直方向の断面に対するEBSD法によって得られた結晶方位マップ像における、結晶粒の長軸の長さ/短軸の長さの比であるアスペクト比の平均値が3.3以下であることを特徴とする金属付加製造物。
続きを表示(約 930 文字)
【請求項2】
溶融凝固層が積層された金属付加製造物であって、付加製造面に対して垂直方向の断面または水平方向の断面に対するEBSD法によって得られた、隣り合う測定点間の結晶方位の差から算出した転位密度の平均値が0.85×10
14
/m
2
以下であり、且つ前記垂直方向の断面および前記水平方向の断面における平均結晶粒径が共に85μm以下であることを特徴とする金属付加製造物。
【請求項3】
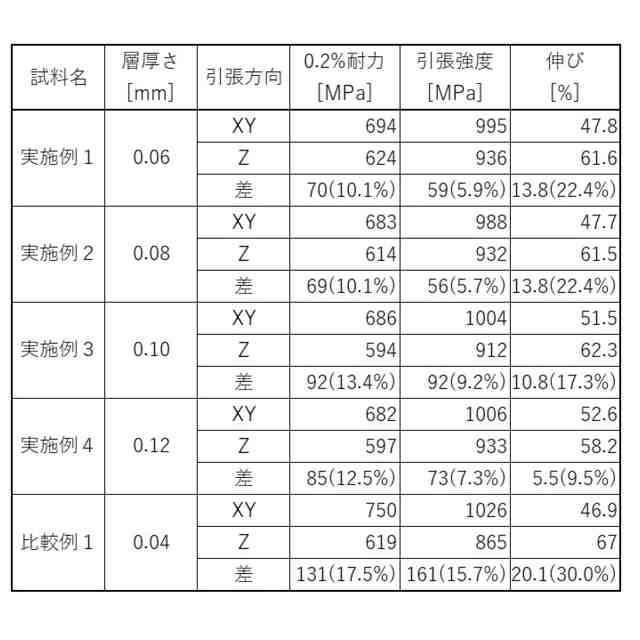
前記付加製造面に対して平行方向の0.2%耐力と前記付加製造面に対して垂直方向の0.2%耐力の差が、前記平行方向と前記垂直方向の内いずれか大きい方の0.2%耐力の17%以下であり、前記平行方向の引張強度と前記垂直方向の引張強度の差が、前記平行方向と前記垂直方向の内いずれか大きい方の引張強度の15%以下であり、前記平行方向の伸びと前記垂直方向の伸びの差が、前記平行方向と前記垂直方向の内いずれか大きい方の伸びの15%以下であることを特徴とする、請求項1又は請求項2に記載の金属付加製造物。
【請求項4】
下記(1)式による熱源エネルギー密度Eが20J/mm
3
以上85J/mm
3
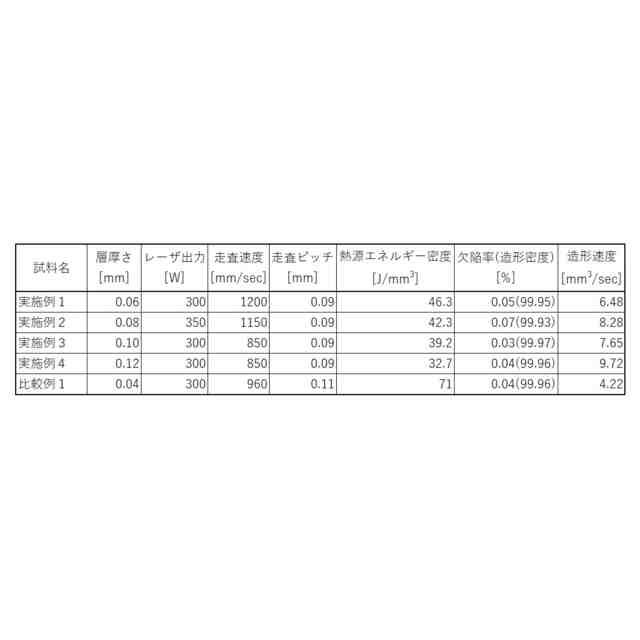
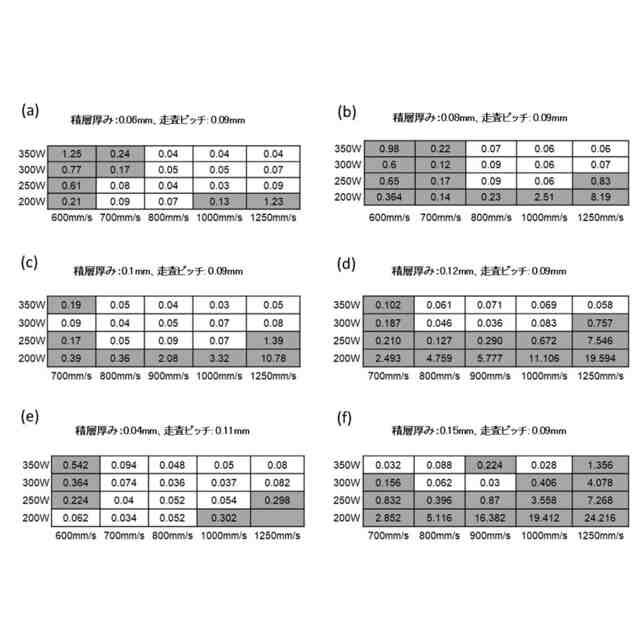
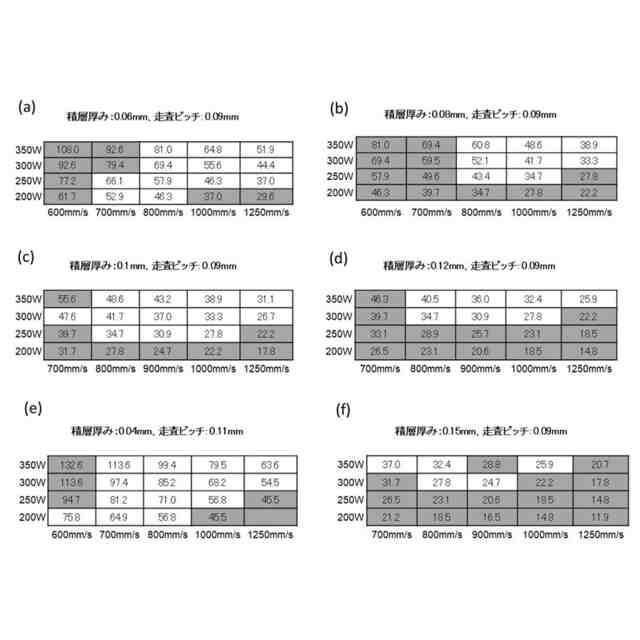
以下となるように、層厚さtを0.04mm超0.12mm以下、走査ピッチaを0.09mm以上0.11mm未満、走査速度vを600mm/s以上1250mm/s以下の範囲からそれぞれ選択し、レーザビームまたは電子ビームの出力Pを200W以上350W以下の範囲で調整しながら照射し、溶融凝固を繰り返すことにより付加製造を行い、付加製造面に対して垂直方向の断面に対するEBSD法によって得られた結晶方位マップ像における、結晶粒の長軸の長さ/短軸の長さの比であるアスペクト比の平均値が3.3以下である金属付加製造物を得ることを特徴とする金属付加製造物の製造方法。
E=P/(v×a×t) ・・・(1)
E:熱源エネルギー密度(J/mm
3
)、P:レーザビーム又は電子ビームの出力 (W)、v:走査速度(mm/s)、a:走査ピッチ(mm)、t:層厚さ(mm)
発明の詳細な説明
【技術分野】
【0001】
本発明は金属付加製造物およびその製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
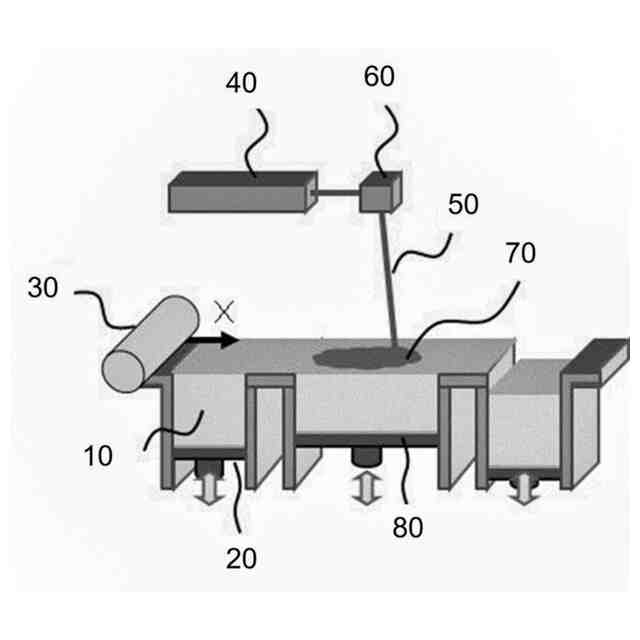
近年、金属部材を製造する方法として付加製造法が用いられるようになってきている。付加製造法の中でも粉末床溶融結合法は、上下に移動可能な造形ステージ上に設置されたベースプレートの上に金属粉末を敷き詰めて、熱源から発せられるエネルギービームによってこれらの金属粉末を溶融および凝固することで固化層を得る。その後、この固化層の上に新たな金属粉末を敷き詰めて更なる固化層を得る。このような工程を繰り返して三次元形状の金属付加製造物を得る手法である。
【0003】
このような、付加製造法においては、得られる金属付加製造物に影響を与えるパラメータの一つとして、金属粉末の積層厚さが挙げられている。例えば、特許文献1には20μm以上55μm以下である第一積層厚さで積層した原料粉末から第一領域を造形し、55μm超85μm以下である第二積層厚さで積層した原料粉末から第二領域を造形する積層造形法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-050921号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
積層厚さが小さい場合、造形効率を高めることができない上に、金属粉末の下に形成した凝固層に入熱しやすくなる。しかしながら、層厚さを大きくしつつ機械的特性の異方性を低減する方法は分かっていない。金属付加製造物の機械的特性において異方性が高いと、特定方向に対する強度が低くなるため望ましくない。
【0006】
本発明は、このような事情に鑑みてなされたものであり、機械的特性における異方性を低減した付加製造物およびその製造方法を提供する。
【課題を解決するための手段】
【0007】
第一の本発明は、溶融凝固層が積層された金属付加製造物であって、付加製造面に対して垂直方向の断面に対するEBSD法によって得られた結晶方位マップ像における、結晶粒の長軸の長さ/短軸の長さの比であるアスペクト比の平均値が3.3以下であることを特徴とする。
【0008】
また、溶融凝固層が積層された金属付加製造物であって、付加製造面に対して垂直方向の断面または水平方向の断面に対するEBSD法によって得られた、隣り合う測定点間の結晶方位の差から算出した転位密度の平均値が0.85×10
14
/m2以下であり、前記垂直方向の断面および前記水平方向の断面における平均結晶粒径が共に85μm以下である。
【0009】
また、前記金属付加製造物において、前記付加製造面に対して平行方向の0.2%耐力と前記付加製造面に対して垂直方向の0.2%耐力の差が、前記平行方向と前記垂直方向のいずれか大きい方の0.2%耐力の17%以下であり、前記平行方向の引張強度と前記垂直方向の引張強度の差が、前記平行方向と前記垂直方向のいずれか大きい方の引張強度の15%以下であり、前記平行方向の伸びと前記垂直方向の伸びの差が、前記平行方向と前記垂直方向のいずれか大きい方の伸びの15%以下であることが好ましい。
【0010】
第二の本発明である金属付加製造物の製造方法は、下記(1)式による熱源エネルギー密度Eが20J/mm
3
以上85J/mm
3
以下となるように、層厚さtを0.04mm超0.12mm以下、走査ピッチaを0.09mm以上0.11mm以下、走査速度vを600mm/s以上1250mm/s以下の範囲からそれぞれ選択し、レーザビームまたは電子ビームの出力Pを200W以上350W以下の範囲で調整しながら照射し、溶融凝固を繰り返すことにより付加製造を行うことを特徴とする。
E=P/(v×a×t) ・・・(1)
E:熱源エネルギー密度(J/mm
3
)、P:レーザビーム又は電子ビームの出力 (W)、v:走査速度(mm/s)、a:走査ピッチ(mm)、t:層厚さ(mm)
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
22日前
個人
ピストンの低圧鋳造金型
4か月前
友鉄工業株式会社
錫プレート成形方法
1日前
トヨタ自動車株式会社
押湯入子
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
24日前
山石金属株式会社
ガスアトマイズ装置
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
株式会社キャステム
鋳造品の製造方法
4か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
旭有機材株式会社
鋳型の製造方法
1か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
トヨタ自動車株式会社
突き折り棒
4か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
16日前
福田金属箔粉工業株式会社
Cu系粉末
3か月前
株式会社豊田中央研究所
積層造形装置
3か月前
株式会社神戸製鋼所
炭素-銅含有粉末
4か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
3か月前
セイコーエプソン株式会社
製造方法
4か月前
artience株式会社
接合用ペースト、及び接合体
2か月前
寧波力勁科技有限公司
鋳造装置の圧力射出システム
1か月前
ダイハツ工業株式会社
ダイカスト装置
28日前
トヨタ自動車株式会社
ダイカスト装置
3か月前
住友金属鉱山株式会社
金粉及びその製造方法
9日前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
4か月前
花王株式会社
消臭剤組成物
2か月前
トヨタ自動車株式会社
金型
4か月前
株式会社プロテリアル
金属付加製造物およびその製造方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ