TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025067521
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023177574
出願日
2023-10-13
発明の名称
鋳造品の製造方法
出願人
株式会社キャステム
代理人
個人
主分類
B22C
7/02 20060101AFI20250417BHJP(鋳造;粉末冶金)
要約
【課題】鋳造品形成用積層体の燃焼開始時の燃焼ガスをより速やかにかつよりスムーズに排出して鋳型の型割れを防止する。
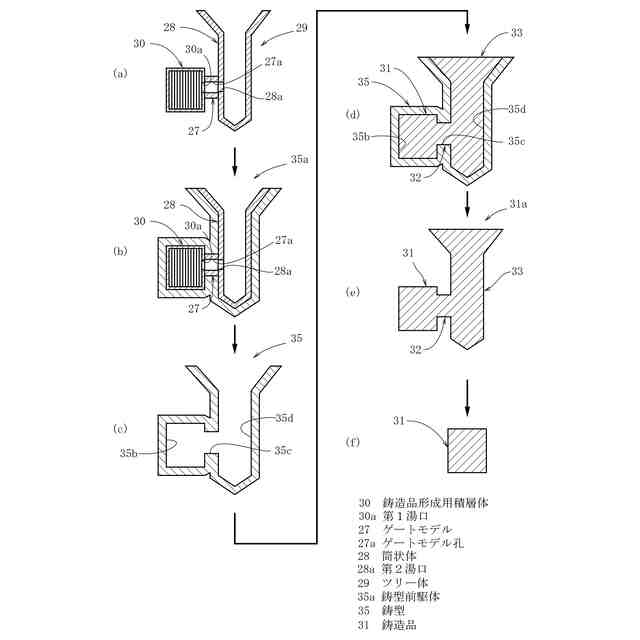
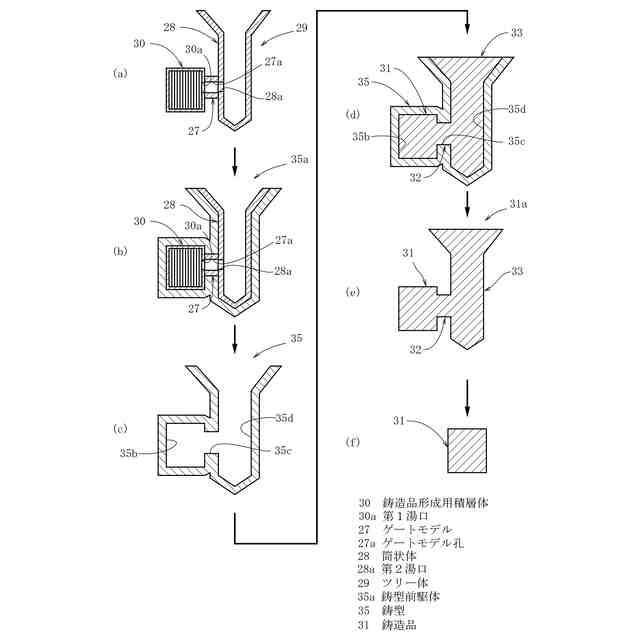
【解決手段】3次元プリンタを用いて付加製造技術により形成された熱可塑性樹脂からなる空隙を有する1以上の鋳造品形成用積層体を可燃性の筒状体に取付けて作製されたツリー体から鋳型を作製するときに、鋳造品形成用積層体に第1湯口が形成され、筒状体に第2湯口が形成され、第1湯口と第2湯口が連通するように鋳造品形成用積層体を筒状体に取付けてツリー体を作製する。鋳造品形成用積層体の内部構造が独立空間を有することなく第1湯口に連通する。
【選択図】図1
特許請求の範囲
【請求項1】
3次元プリンタを用いて付加製造技術により形成された熱可塑性樹脂からなる空隙を有する1以上の鋳造品形成用積層体を可燃性の筒状体に取付けてツリー体を作製する工程と、
前記ツリー体の表面にセラミックスラリーをコーティングし、前記スラリーコーティングしたツリー体の表面に砂をコーティングし、前記スラリーコーティングと前記砂コーティングを複数回繰り返すことにより、鋳型前駆体を作製する工程と、
前記鋳型前駆体を焼成炉に入れて、前記鋳型前駆体内の前記ツリー体を燃焼して消失させるとともに前記鋳型前駆体を焼成して鋳型を得る工程と、
前記鋳型内に溶融金属を流し込んで冷却した後に前記鋳型を除去して鋳造品を取出す工程と
を含む鋳造品の製造方法であって、
前記鋳造品形成用積層体に第1湯口が形成され、前記筒状体に第2湯口が形成され、前記第1湯口と前記第2湯口が連通するように前記鋳造品形成用積層体を前記筒状体に取付けて前記ツリー体を作製し、
前記鋳造品形成用積層体の内部構造が独立空間を有することなく前記第1湯口に連通することを特徴とする鋳造品の製造方法。
続きを表示(約 820 文字)
【請求項2】
可燃性の短パイプ状のゲートモデルを前記第1湯口と前記第2湯口の間に配置して前記鋳造品形成用積層体を前記ゲートモデルを介して前記筒状体に接着して前記ツリー体を作製する請求項1記載の鋳造品の製造方法。
【請求項3】
前記筒状体又は前記ゲートモデルが、パラフィン系ワックス、カルナバワックス又は熱可塑性樹脂からなる請求項1又は2記載の鋳造品の製造方法。
【請求項4】
前記筒状体が、紙管である請求項1記載の鋳造品の製造方法。
【請求項5】
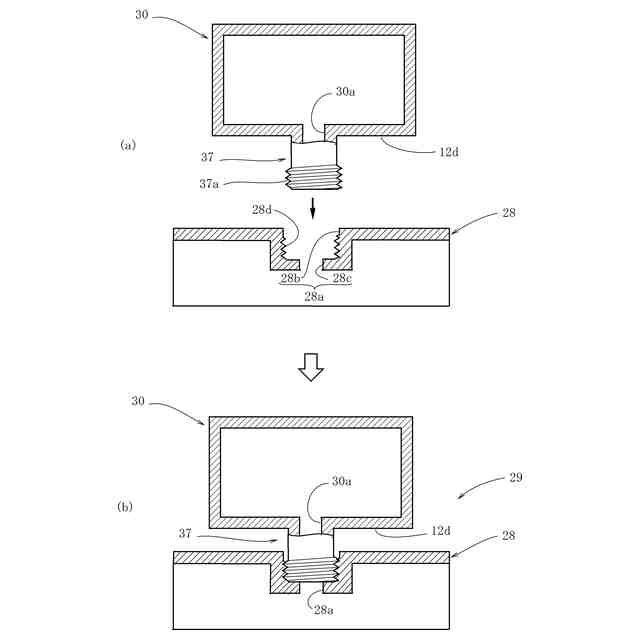
前記鋳造品形成用積層体の第1湯口が前記鋳造品形成用積層体の上壁から突出する第1突出部に形成された請求項1記載の鋳造品の製造方法。
【請求項6】
前記鋳造品形成用積層体の第1突出部が前記筒状体の第2湯口に挿入可能に形成された請求項4記載の鋳造品の製造方法。
【請求項7】
前記筒状体の第2湯口が前記鋳造品形成用積層体の第1突出部を受入可能な第1開口部と前記鋳造品形成用積層体の第1突出部を受入不能な第2開口部を有する請求項6記載の鋳造品の製造方法。
【請求項8】
前記筒状体の第2湯口に第1雌ネジが形成され、前記鋳造品形成用積層体の第1突出部の周囲に前記第1雌ネジに螺合可能な第1雄ネジが形成された請求項7記載の鋳造品の製造方法。
【請求項9】
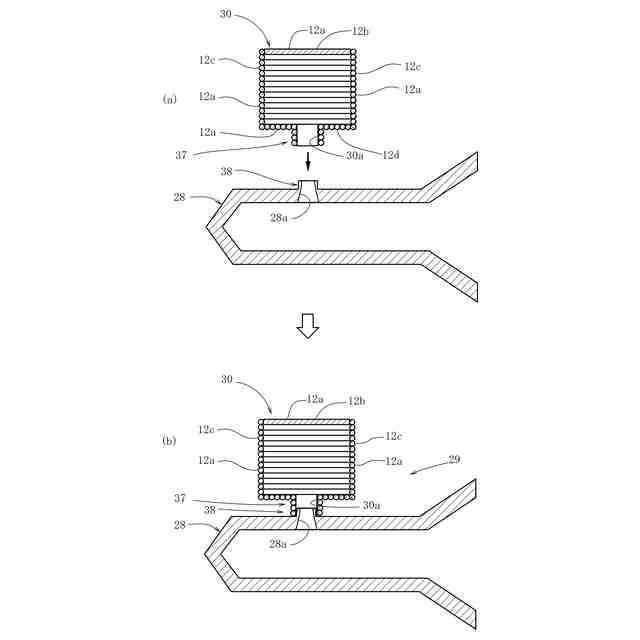
前記筒状体の第2湯口が前記筒状体表面から突出する第2突出部に形成され、前記第2突出部が前記鋳造品形成用積層体の第1湯口に挿入可能に形成された請求項1又は4記載の鋳造品の製造方法。
【請求項10】
前記鋳造品形成用積層体の第1湯口に第2雌ネジが形成され、前記筒状体の第2突出部の周囲に前記第2雌ネジに螺合可能な第2雄ネジが形成された請求項9記載の鋳造品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳造品をロストワックス法で製造する鋳造品の製造方法に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
従来、鋳造品をロストワックス法で製造する方法が開示されている(例えば、特許文献1(段落[0011]~段落[0015]、段落[0019]、段落[0024])参照。)。この特許文献1に開示される鋳造品の製造方法は、図11~図13に示すように、鋳造品11をロストワックス法で製造するために3次元プリンタ13を用いた熱溶解積層法により中空状に積層造形された熱可塑性樹脂からなる鋳造品形成用積層体前駆体12の表面にパラフィン系ワックス又はカルナバワックスをコーティングする工程(図11,図12)と、このワックスコーティングした鋳造品形成用積層体14を、パラフィン系ワックス、カルナバワックス又は熱可塑性樹脂からなる中空状のゲートモデル17を介して、パラフィン系ワックス、カルナバワックス又は熱可塑性樹脂からなる筒状体18に接着してツリー体19を作製する工程(図12)と、このツリー体の表面にセラミックスラリーと砂のコーティングを繰り返し行って鋳型前駆体15aを作製してこの鋳型前駆体内のツリー体19を燃焼して消失させるとともに鋳型前駆体15aを焼成して鋳型15を得る工程と、この焼成された鋳型15内に溶融金属を流し込んで冷却した後に鋳型15を除去して鋳造品前駆体11aを取出す工程と、鋳造品前駆体11aから鋳造品以外の部分を取り除いて鋳造品11を得る工程(図13)とを含む製造方法である。
【0003】
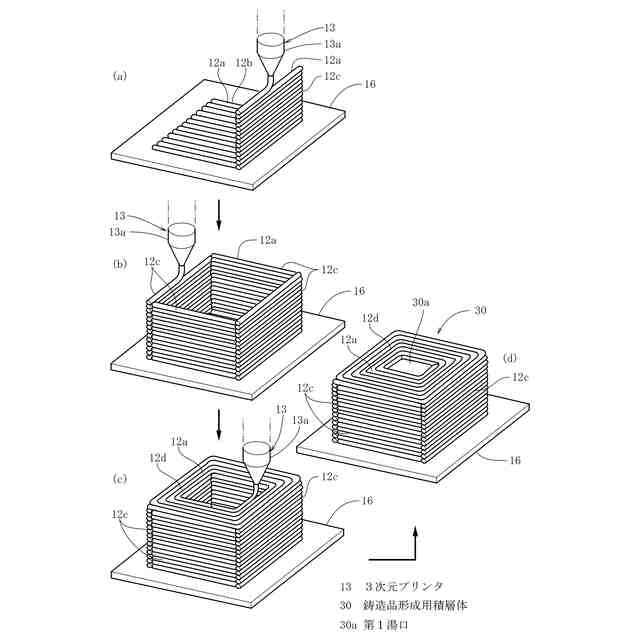
この鋳造品の製造方法では、鋳造品形成用積層体14は、図11に示すように、次の手順で作られる。先ず、ベッド16上に熱可塑性樹脂からなるフィラメント12aを、3次元プリンタ13のノズル13aから押出し互いに平行になるように並べて底壁12bを造形した後に、この底壁12bの1辺に沿って3次元プリンタ13のノズル13aからフィラメント12aを押出し積重ねて側壁12cを立設する(図11(a))。次いで、底壁12bの他の3辺についても上記と同様にフィラメント12aを積重ねて3つの側壁12cを立設することにより、底壁12bの4辺が4枚の側壁12cにより囲まれて上面が開放された箱が造形される(図11(b))。次に、この上面が開放された箱の上面に沿って3次元プリンタ13のノズル13aからフィラメント12aを押出して四角枠を形成し、この四角枠の内面に接するように3次元プリンタ13のノズル13aからフィラメント12aを押出して更に四角枠を形成し、この工程を連続的に繰返してフィラメント12aの渦巻き体を形成することにより、箱の上面を閉止する上壁12dを造形して空隙を有する立方体状の鋳造品形成用積層体前駆体12を造形する(図11(c)、図11(d)及び図12(a))。次に、鋳造品形成用積層体前駆体12の表面に、パラフィン系ワックス又はカルナバワックスをコーティングしてワックス層12eを形成して鋳造品形成用積層体14を得る(図11(e)及び図12(b))。この鋳造品形成用積層体の内部には空隙が形成され、鋳造品形成用積層体の壁の厚さが少なくとも0.4mmに形成され、かつ空隙の割合が鋳造品形成用積層体の壁の体積を除いた成形品モデル積層体内部の体積を100%とするとき20%以上である特徴がある。
【0004】
また、この鋳造品の製造方法では、筒状体18は一端(図12(c)では、左端部)が閉止され、その他端(図12(c)では、右端部)は、鋳型になったときに溶融金属を流し込み易くするために、円錐状に広口に開放して形成される。また、筒状体18のゲートモデル17が接着する部分には開口部はない(図12(c))。
【0005】
この鋳造品の製造方法によれば、次の発明の効果を有する。先ず、3次元プリンタを用いた熱溶解積層法により熱可塑性樹脂からなる鋳造品形成用積層体を中空状に積層造形したので、高価な金型を用いずに複雑な形状の鋳造品形成用積層体を容易に作製できる。また、鋳造品形成用積層体を硬化後に架橋しない熱可塑性樹脂により形成し、鋳造品形成用積層体の内部の空隙の割合が20%以上であるため、この鋳造品形成用積層体が加熱したときに溶けることにより、燃焼し、ガス化するまでの膨張負荷が鋳型にかかりにくい。この結果、鋳型を損傷させることはない。また、鋳造品形成用積層体前駆体の表面にパラフィン系ワックス又はカルナバワックスをコーティングしたので、鋳造品形成用積層体前駆体の表面に生じた上記積層造形による積層段差がパラフィン系ワックス又はカルナバワックスにより埋められ、鋳造品形成用積層体の表面粗さを小さくすることができる。この結果、鋳造品形成用積層体を用いて作製された鋳型の内面の面粗さが小さくなるので、この鋳型を用いて作製された鋳造品の表面粗さを小さくすることができ、表面が滑らかな鋳造品を得ることができる。
【0006】
この鋳造品の製造方法によれば、更に、次の発明の効果を有する。上記鋳造品形成用積層体に、パラフィン系ワックス、カルナバワックス又は熱可塑性樹脂からなる中空状のゲートモデルを介して、パラフィン系ワックス、カルナバワックス又は熱可塑性樹脂からなる筒状体を接着してツリー体を作製し、このツリー体の表面にセラミックスラリーと砂のコーティングを繰り返して鋳型前駆体を作製してこの鋳型前駆体内のツリー体を燃焼して消失させるとともに鋳型前駆体を焼成して鋳型を得たので、鋳型前駆体及びツリー体を比較的速い昇温速度で加熱すると、可塑化温度が存在する熱可塑性樹脂やパラフィン系ワックス等により大部分が構成されたツリー体は熱膨張する前又は熱膨張すると略同時に軟化して溶融する。この結果、ツリー体の熱膨張により鋳型前駆体が損傷するのを防止できる。また、溶融したツリー体は燃焼して二酸化炭素や水蒸気などのガス等が発生するけれども、これらのガス等は、ツリー体の溶融により連通した煙突状の鋳型内を通ってスムーズに排出される。具体的には、鋳型のキャビティ(鋳造品を製造する部分)で発生したガス等は、ゲート孔及びスプルー(煙突状の空洞)を通って鋳型外にスムーズに排出される。
【先行技術文献】
【特許文献】
【0007】
特許第6744172号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、上記従来の特許文献1に示された鋳造品の製造方法では、鋳造品形成用積層体14は、6面が閉止された立方体であるため、筒状体18の対向面には開口部がない。このため、鋳型前駆体内の鋳造品形成用積層体14の燃焼開始時に、鋳造品形成用積層体14の燃焼開始時の燃焼ガス等がゲート孔及びスプルー(煙突状の空洞)を通って鋳型外にスムーズに排出されにくい課題が依然としてあった。
【0009】
本発明の第1の目的は、鋳造品形成用積層体の燃焼開始時の燃焼ガスをより速やかにかつよりスムーズに排出して鋳型の型割れを防止する鋳造品の製造方法を提供することにある。本発明の第2の目的は、鋳造品形成用積層体を筒状体に容易に取付けることができる鋳造品の製造方法を提供することにある。本発明の第3の目的は、鋳造品形成用積層体が筒状体に確実に取付けられ、筒状体から落下しにくい鋳造品の製造方法を提供することにある。本発明の第4の目的は、鋳造品形成用積層体の内部構造が、独立空間を有することなく第1湯口に連通するため、鋳造品形成用積層体の燃焼ガスをより速やかにかつよりスムーズに排出して鋳型の型割れを防止する鋳造品の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
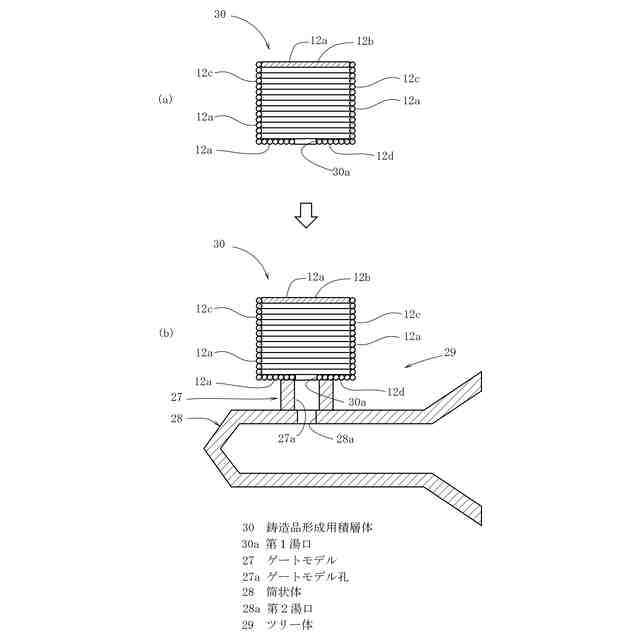
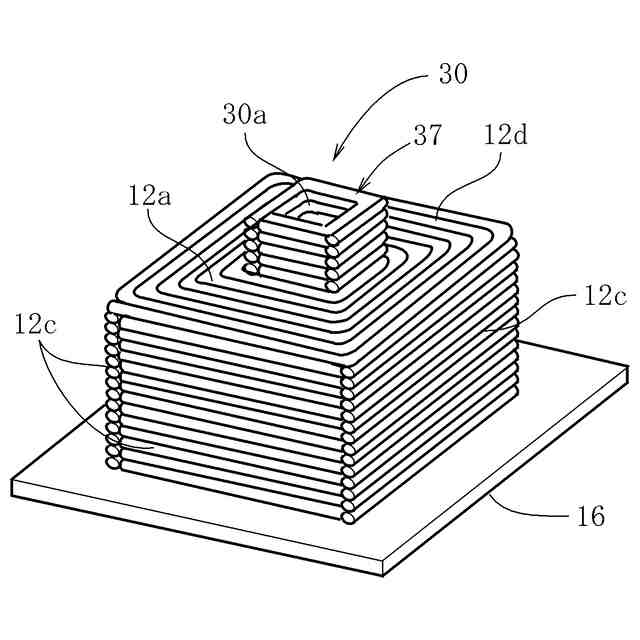
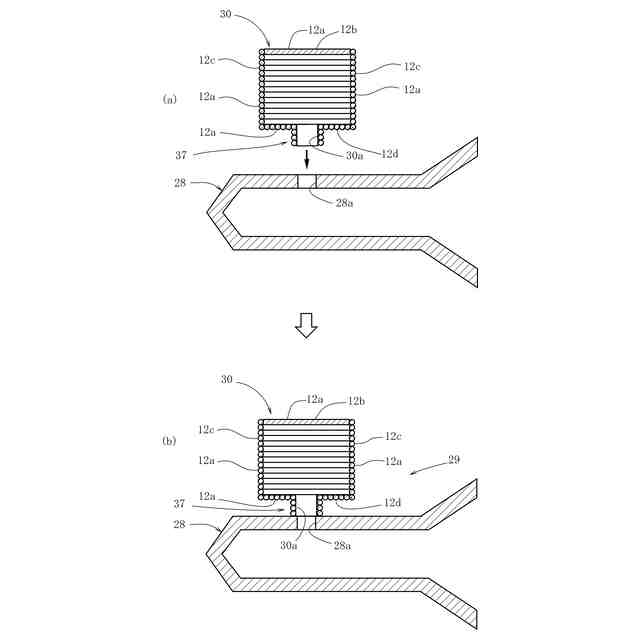
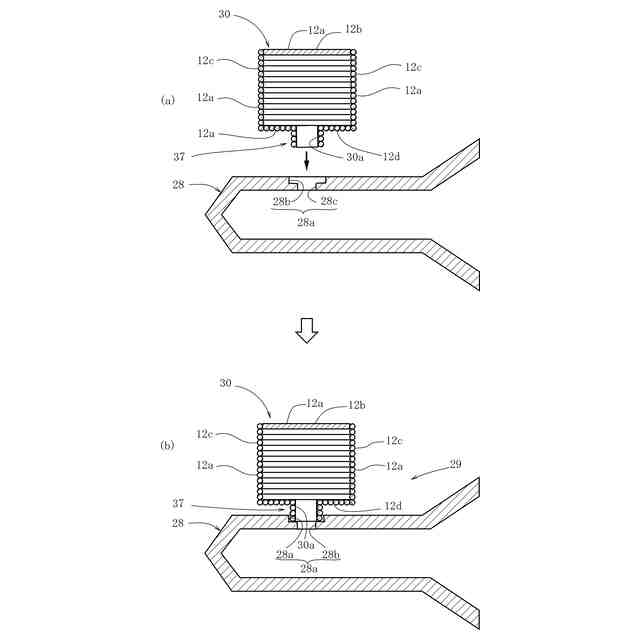
本発明の第1の観点は、図1~図3に示すように、3次元プリンタ13を用いて付加製造技術により形成された熱可塑性樹脂からなる空隙を有する1以上の鋳造品形成用積層体30を可燃性の筒状体28に取付けてツリー体29を作製する工程と、ツリー体29の表面にセラミックスラリーをコーティングし、スラリーコーティングしたツリー体の表面に砂をコーティングし、スラリーコーティングと砂コーティングを複数回繰り返すことにより、鋳型前駆体35aを作製する工程と、鋳型前駆体35aを焼成炉に入れて、鋳型前駆体内のツリー体を燃焼して消失させるとともに鋳型前駆体を焼成して鋳型35を得る工程と、鋳型内に溶融金属を流し込んで冷却した後に鋳型を除去して鋳造品31を取出す工程とを含む鋳造品の製造方法であって、図1~図9に示すように、鋳造品形成用積層体30に第1湯口30aが形成され、筒状体28に第2湯口28aが形成され、第1湯口30aと第2湯口28aが連通するように鋳造品形成用積層体30を筒状体28に取付けてツリー体29を作製し、鋳造品形成用積層体の内部構造が、独立空間を有することなく第1湯口30aに連通することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
トヨタ自動車株式会社
押湯入子
2か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
芝浦機械株式会社
成形システム
14日前
株式会社 寿原テクノス
金型装置
9か月前
三菱電機株式会社
三次元造形装置
9か月前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
株式会社プロテリアル
合金粉末の製造方法
6か月前
日本製鉄株式会社
モールドパウダー
22日前
芝浦機械株式会社
成形機
8か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
6か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
個人
透かし模様付き金属板の製造方法
9か月前
芝浦機械株式会社
成形機
8か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
株式会社キャステム
鋳造品の製造方法
6か月前
トヨタ自動車株式会社
鋳物砂の再生方法
3か月前
東洋機械金属株式会社
ダイカストマシン
9か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
トヨタ自動車株式会社
突き折り棒
5か月前
山石金属株式会社
アルミニウム含有粒子
21日前
山石金属株式会社
アルミニウム含有粒子
21日前
旭有機材株式会社
鋳型の製造方法
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
8か月前
株式会社浅沼技研
鋳型及びその製造方法
7か月前
トヨタ自動車株式会社
ケースの製造方法
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
7か月前
芝浦機械株式会社
局部変圧装置及び成形機
9日前
株式会社プロテリアル
金属付加製造物の製造方法
7か月前
JFEミネラル株式会社
Ni合金粉
21日前
トヨタ自動車株式会社
金型冷却構造
5か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































