TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025021792
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023125754
出願日
2023-08-01
発明の名称
成形機
出願人
芝浦機械株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
17/26 20060101AFI20250206BHJP(鋳造;粉末冶金)
要約
【課題】構造の簡略化された成形機を提供する。
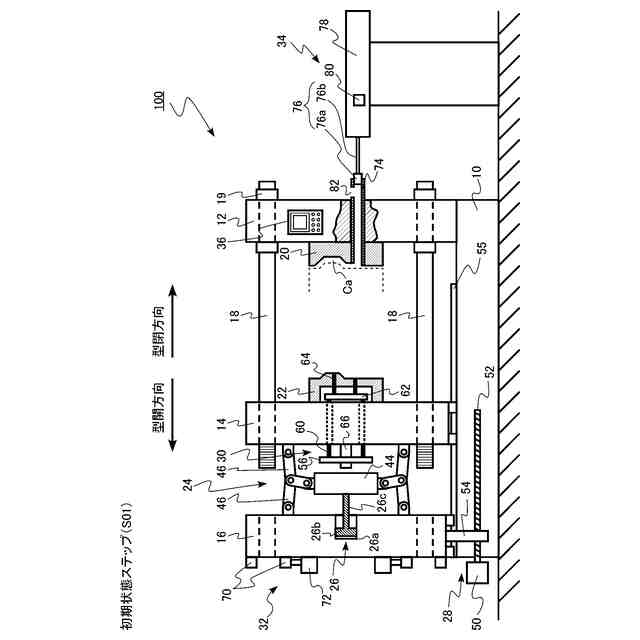
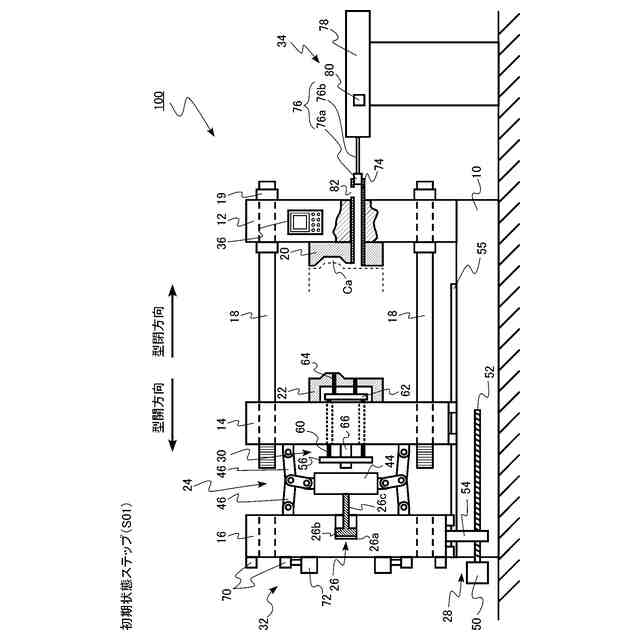
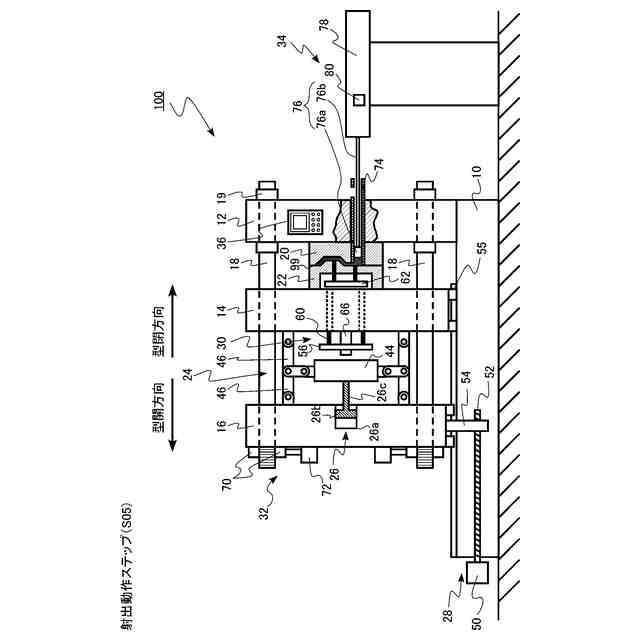
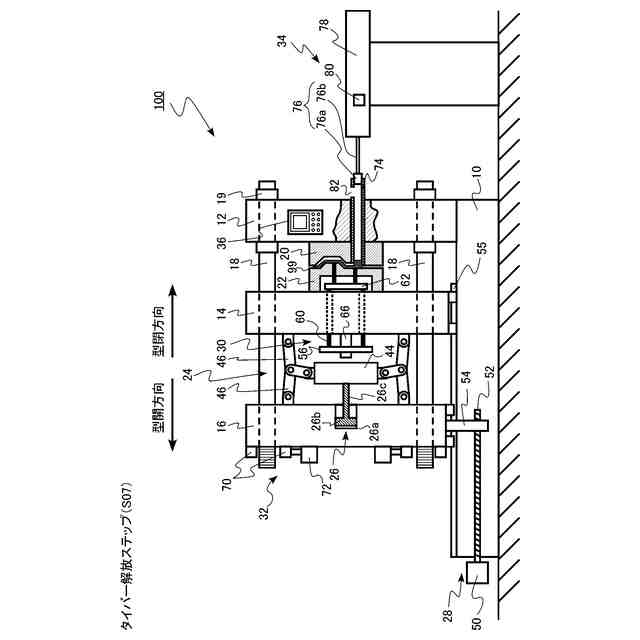
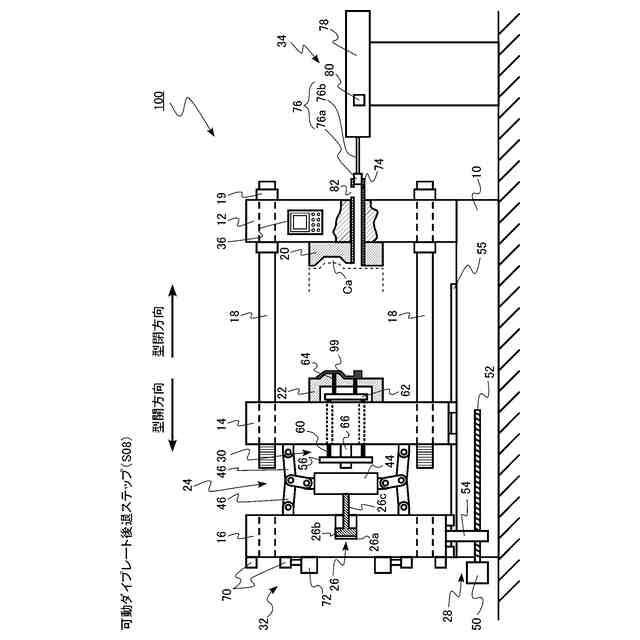
【解決手段】実施形態の成形機は、ベースと、ベースの上に固定され、固定金型を保持する固定ダイプレートと、ベースの上に型開閉方向に移動可能に設けられ、可動金型を固定金型に対向して保持する可動ダイプレートと、固定金型と可動金型の型締めが可能で、クロスヘッドと複数のリンクとを有するトグル機構と、ベースの上に型開閉方向に移動可能に設けられ、複数のリンクの一部の一端が固定されるリンクハウジングと、トグル機構を駆動するアクチュエータと、可動ダイプレート及びリンクハウジングを移動させるモータと、リンクハウジング及び固定ダイプレートに固定可能で、型開閉方向に延びるタイバーと、溶湯を固定金型と可動金型とで形成される空洞内に充填する射出装置と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
ベースと、
前記ベースの上に固定され、固定金型を保持する固定ダイプレートと、
前記ベースの上に型開閉方向に移動可能に設けられ、可動金型を前記固定金型に対向して保持する可動ダイプレートと、
前記固定金型と前記可動金型の型締めが可能で、クロスヘッドと複数のリンクとを有するトグル機構と、
前記ベースの上に前記型開閉方向に移動可能に設けられ、前記複数のリンクの一部の一端が固定されるリンクハウジングと、
前記トグル機構を駆動するアクチュエータと、
前記可動ダイプレート及び前記リンクハウジングを移動させるモータと、
前記リンクハウジング及び前記固定ダイプレートに固定可能で、前記型開閉方向に延びるタイバーと、
溶湯を前記固定金型と前記可動金型とで形成される空洞内に充填する射出装置と、
を備えることを特徴とする成形機。
続きを表示(約 860 文字)
【請求項2】
前記アクチュエータは、液圧アクチュエータであることを特徴とする請求項1記載の成形機。
【請求項3】
前記アクチュエータは、前記リンクハウジングに固定されたシリンダチューブと、前記シリンダチューブの中に設けられ前記型開閉方向に移動可能なピストンと、一端が前記ピストンに固定され他端が前記クロスヘッドに固定されたロッドと、を含むことを特徴とする請求項2記載の成形機。
【請求項4】
前記リンクハウジングと前記可動ダイプレートとの間隔の変位量は、10mm以下であることを特徴とする請求項3記載の成形機。
【請求項5】
前記アクチュエータは、前記クロスヘッドに組み込まれ、シリンダチューブと、一部が前記シリンダチューブの中に設けられ前記型開閉方向に垂直な方向に移動可能なロッドと、を含むことを特徴とする請求項1記載の成形機。
【請求項6】
前記クロスヘッドは、前記複数のリンクの中の一つに接続される第1の部分と、前記複数のリンクの中の別の一つに接続される第2の部分と、を有し、
前記シリンダチューブは前記第1の部分に固定され、前記ロッドは前記第2の部分に固定されることを特徴とする請求項5記載の成形機。
【請求項7】
前記アクチュエータは、液圧アクチュエータであることを特徴とする請求項5又は請求項6記載の成形機。
【請求項8】
前記アクチュエータは、電動アクチュエータであることを特徴とする請求項5又は請求項6記載の成形機。
【請求項9】
前記リンクハウジングと前記可動ダイプレートとの間隔の変位量は、10mm以下であることを特徴とする請求項5記載の成形機。
【請求項10】
前記タイバーは、前記リンクハウジング及び前記固定ダイプレートのいずれか一方に固定され、他方に対して摺動可能であることを特徴とする請求項1記載の成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、トグル機構を移動させる電動式移動機構を備えた成形機に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
成形機の一例であるダイカストマシンでは、例えば、トグル機構を用いて型締めされた金型内の空洞に、射出装置を用いて溶湯を充填することで、成形品(ダイカスト品)を製造する。例えば、成形品の製造コストを削減するために、成形機の構造の簡略化が望まれる。
【先行技術文献】
【特許文献】
【0003】
特開平7-68610号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明が解決しようとする課題は、構造の簡略化された成形機を提供することである。
【課題を解決するための手段】
【0005】
本発明の一態様の成形機は、ベースと、前記ベースの上に固定され、固定金型を保持する固定ダイプレートと、前記ベースの上に型開閉方向に移動可能に設けられ、可動金型を前記固定金型に対向して保持する可動ダイプレートと、前記固定金型と前記可動金型の型締めが可能で、クロスヘッドと複数のリンクとを有するトグル機構と、前記ベースの上に前記型開閉方向に移動可能に設けられ、前記複数のリンクの一部の一端が固定されるリンクハウジングと、前記トグル機構を駆動するアクチュエータと、前記可動ダイプレート及び前記リンクハウジングを移動させるモータと、前記リンクハウジング及び前記固定ダイプレートに固定可能で、前記型開閉方向に延びるタイバーと、溶湯を前記固定金型と前記可動金型とで形成される空洞内に充填する射出装置と、を備える。
【0006】
上記態様の成形機において、前記アクチュエータは、液圧アクチュエータであることが好ましい。
【0007】
上記態様の成形機において、前記アクチュエータは、前記リンクハウジングに固定されたシリンダチューブと、前記シリンダチューブの中に設けられ前記型開閉方向に移動可能なピストンと、一端が前記ピストンに固定され他端が前記クロスヘッドに固定されたロッドと、を含むことが好ましい。
【0008】
上記態様の成形機において、前記リンクハウジングと前記可動ダイプレートとの間隔の変位量は、10mm以下であることが好ましい。
【0009】
上記態様の成形機において、前記アクチュエータは、前記クロスヘッドに組み込まれ、シリンダチューブと、一部が前記シリンダチューブの中に設けられ前記型開閉方向に垂直な方向に移動可能なロッドと、を含むことが好ましい。
【0010】
上記態様の成形機において、前記クロスヘッドは、前記複数のリンクの中の一つに接続される第1の部分と、前記複数のリンクの中の別の一つに接続される第2の部分と、を有し、前記シリンダチューブは前記第1の部分に固定され、前記ロッドは前記第2の部分に固定されることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
芝浦機械株式会社
表面処理装置
7日前
芝浦機械株式会社
加工面評価方法
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
芝浦機械株式会社
ワークの芯出し方法及び工作機械
29日前
芝浦機械株式会社
射出成形機
1日前
個人
鋼の連続鋳造用鋳型
22日前
個人
ピストンの低圧鋳造金型
4か月前
友鉄工業株式会社
錫プレート成形方法
1日前
トヨタ自動車株式会社
押湯入子
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
24日前
株式会社プロテリアル
合金粉末の製造方法
5か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
株式会社キャステム
鋳造品の製造方法
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
トヨタ自動車株式会社
突き折り棒
4か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
6か月前
旭有機材株式会社
鋳型の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
6か月前
トヨタ自動車株式会社
金型冷却構造
4か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
16日前
株式会社プロテリアル
金属付加製造物の製造方法
6か月前
株式会社神戸製鋼所
炭素-銅含有粉末
4か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4か月前
株式会社豊田中央研究所
積層造形装置
3か月前
福田金属箔粉工業株式会社
Cu系粉末
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
7か月前
日立Astemo株式会社
成形装置
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ