TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097232
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023213418
出願日
2023-12-18
発明の名称
フィードブロック及びTダイ
出願人
芝浦機械株式会社
代理人
弁理士法人後藤特許事務所
主分類
B29C
48/495 20190101AFI20250623BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂の多列又は多層成形において、第一樹脂材料と第二樹脂材料との成形精度を向上させる。
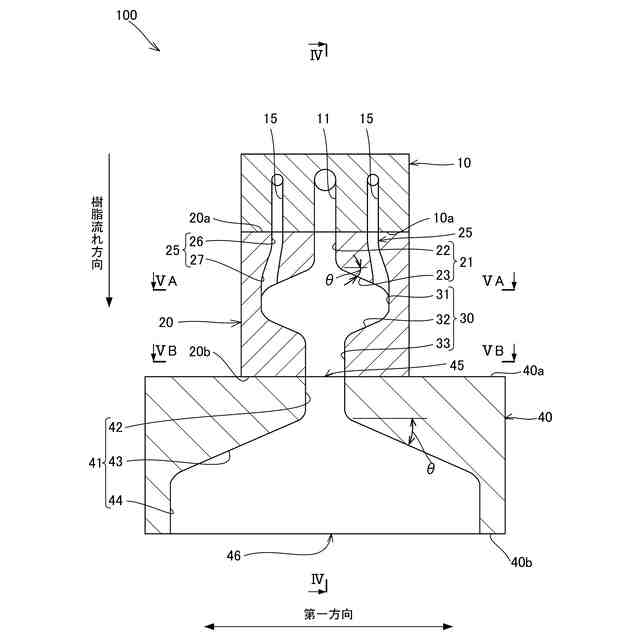
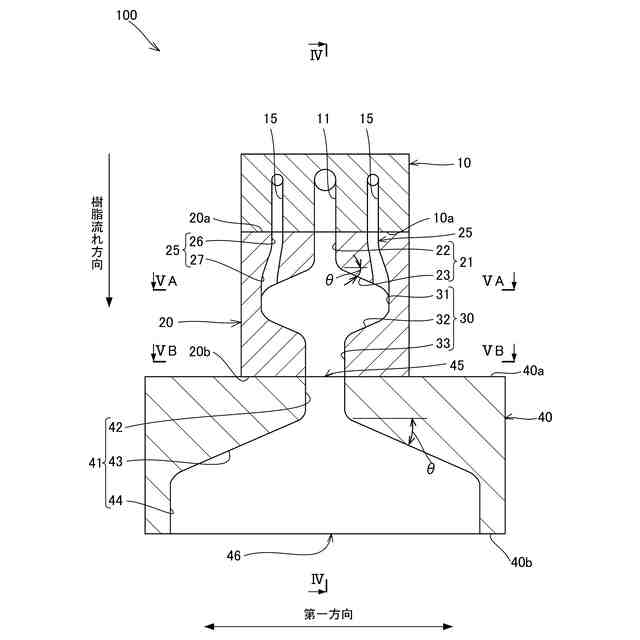
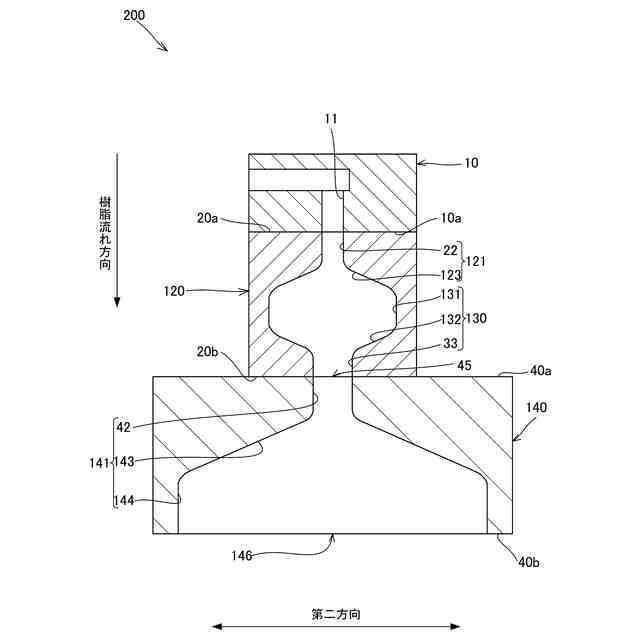
【解決手段】フィードブロック20は、第一樹脂材料を導く第一FB通路21と、第二樹脂材料を導く第二FB通路25と、第一樹脂材料と第二樹脂材料とが互いに隣接するように合流し、合流した合流樹脂材料をTダイ本体40に導く合流通路30と、を備え、第一FB通路21及び第二FB通路25は、合流通路30における合流樹脂材料の流れ方向に垂直な第一方向の寸法が下流に向かうにつれて拡大する第一拡幅部23を有すると共に当該第一拡幅部23によって合流通路30に接続され、合流通路30は、第一方向に延びた状態の合流樹脂材料の流れを、下流に向かうにつれて第一方向の寸法を縮小して円形断面の流れに変形する変形部32を有する。
【選択図】図3
特許請求の範囲
【請求項1】
樹脂材料を吐出口からシート状に吐出するTダイ本体に前記樹脂材料を導くためのフィードブロックであって、
第一樹脂材料を導く第一通路と、
第二樹脂材料を導く第二通路と、
前記第一樹脂材料と前記第二樹脂材料とが互いに隣接するように合流し、合流した合流樹脂材料を前記樹脂材料として前記Tダイ本体に導く合流通路と、を備え、
前記第一通路及び前記第二通路の少なくとも一方は、前記合流通路における前記合流樹脂材料の流れ方向に垂直な所定の一方向に向けて流路断面積を維持しながら拡幅される拡幅部を有すると共に当該拡幅部によって前記合流通路に接続され、
前記合流通路は、前記一方向に延びた状態の前記合流樹脂材料の流れを、下流に向かうにつれて前記一方向の幅を狭めるように変形する変形部を有する、
フィードブロック。
続きを表示(約 770 文字)
【請求項2】
請求項1に記載のフィードブロックであって、
前記第一通路は、前記拡幅部である第一拡幅部を有し、
前記第二通路は、前記拡幅部である第二拡幅部を有する、
フィードブロック。
【請求項3】
第一樹脂材料と第二樹脂材料とを合流させ、合流した合流樹脂材料を導くフィードブロックと、
供給口から導かれる前記合流樹脂材料を吐出口からシート状に吐出するTダイ本体と、を備え、
前記フィードブロックは、
前記第一樹脂材料を導く第一通路と、
前記第二樹脂材料を導く第二通路と、
前記第一樹脂材料と前記第二樹脂材料とが互いに隣接するように合流し、合流した前記合流樹脂材料を前記Tダイ本体に導く合流通路と、を備え、
前記第一通路及び前記第二通路の少なくとも一方は、前記合流通路における前記合流樹脂材料の流れ方向に垂直な所定の一方向に向けて流路断面積を維持しながら拡幅される拡幅部を有すると共に当該拡幅部によって前記合流通路に接続され、
前記合流通路は、前記一方向に延びた状態の前記合流樹脂材料の流れを、下流に向かうにつれて前記一方向の幅を狭めるように変形する変形部を有する、
Tダイ。
【請求項4】
請求項3に記載のTダイであって、
前記Tダイ本体は、前記供給口から導かれる前記合流樹脂材料を下流に向かうにつれて前記一方向の寸法を拡大して前記吐出口に導く二次拡幅部を有する供給通路を有し、
前記フィードブロックにおける前記第一通路又は前記第二通路の前記拡幅部による前記一方向の寸法の変化率と、前記Tダイ本体の前記二次拡幅部における前記一方向の寸法の変化率とは、互いに同一である、
Tダイ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィードブロック及びTダイに関するものである。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
特許文献1には、フィルム製膜方法であって、脆性樹脂と靱性樹脂をそれぞれ別個の押出機で加熱溶融し、それぞれの押出機に連設された溶融樹脂供給用の管に供給し、脆性樹脂を供給する管の下部の両側に孔を穿設し、これらの両側に穿設された孔に靱性樹脂を供給する管の端部を連設してなるフィードブロックに加熱溶融した脆性樹脂と靱性樹脂を供給し、次いでフィードブロックに連設されたマニフォルドで拡幅し、脆性樹脂の両側に靱性樹脂が並存する状態で押出用Tダイのダイリップからキャスティングロール上に押し出す、中央が脆性樹脂からなり両端に靱性樹脂部を有する無延伸の脆性樹脂フィルムに製膜するものが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-315275号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般に、TダイにおけるTダイ本体は、円形の流路から導かれる樹脂をシート状に拡幅して吐出口から吐出する。このため、特許文献1のフィルム製膜方法では、フィードブロックにおいて円形断面を有する脆性樹脂供給用の管に対して円形断面を有する靭性樹脂供給用の管を合流させ、合流した樹脂をTダイ本体に導いている。
【0005】
特許文献1に開示されるように、脆性樹脂と靭性樹脂の溶融粘度が異なる場合、脆性樹脂と靭性樹脂とが合流してTダイから吐出されると、例えば、一方が他方の上下の隙間に入り込むラップ部が形成されることがある。ラップ部が生じることで、脆性樹脂及び靭性樹脂の幅に誤差が生じるため、ラップ部は抑制することが望まれる。このように、特許文献1に記載のTダイでは、一方の樹脂材料が他方の樹脂材料の周囲の隙間に意図せずに入り込み、その結果成形品内の樹脂材料が意図した形状に成形できないおそれがある。
【0006】
本発明は、上記の問題点に鑑みてなされたものであり、樹脂の多列又は多層成形において、第一樹脂材料と第二樹脂材料との成形精度を向上させることが可能なフィードブロック及びTダイを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明のある態様によれば、フィードブロックは、第一樹脂材料を導く第一通路と、第二樹脂材料を導く第二通路と、第一樹脂材料と第二樹脂材料とが互いに隣接するように合流し、合流した合流樹脂材料をTダイに導く合流通路と、を備え、第一通路及び第二通路の少なくとも一方は、合流通路における合流樹脂材料の流れ方向に垂直な所定の一方向において流路断面積を維持しながら拡幅される拡幅部を有すると共に当該拡幅部によって合流通路に接続され、合流通路は、一方向に延びた状態の合流樹脂材料の流れを、下流に向かうにつれて一方向への幅を狭めるように変形する変形部を有する。
【0008】
また、本発明のある態様によれば、Tダイは、第一樹脂材料と第二樹脂材料とを合流させ、合流した合流樹脂材料を導くフィードブロックと、供給口から導かれる合流樹脂材料を吐出口からシート状に吐出するTダイ本体と、を備え、フィードブロックは、第一樹脂材料を導く第一通路と、第二樹脂材料を導く第二通路と、第一樹脂材料と第二樹脂材料とが互いに隣接するように合流し、合流した合流樹脂材料をTダイに導く合流通路と、を備え、第一通路及び第二通路の少なくとも一方は、合流通路における合流樹脂材料の流れ方向に垂直な所定の一方向において流路断面積を維持しながら拡幅される拡幅部を有すると共に当該拡幅部によって合流通路に接続され、合流通路は、一方向に延びた状態の合流樹脂材料の流れを、下流に向かうにつれて一方向への幅を狭めるように変形する変形部を有する。
【発明の効果】
【0009】
これらの態様によれば、第一樹脂材料と第二樹脂材料とは、少なくとも一方が、一方向に延びた状態で合流する。これによれば、第一樹脂材料及び第二樹脂材料のいずれも一方向に延びずに合流する場合と比較して、一方向に延びる樹脂材料の上下の隙間が小さくなるため、他方の樹脂材料が入り込みにくくなる。したがって、第一樹脂材料と第二樹脂材料とを意図した形状に成形することができ、成形精度が向上する。
【図面の簡単な説明】
【0010】
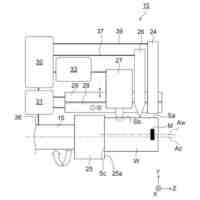
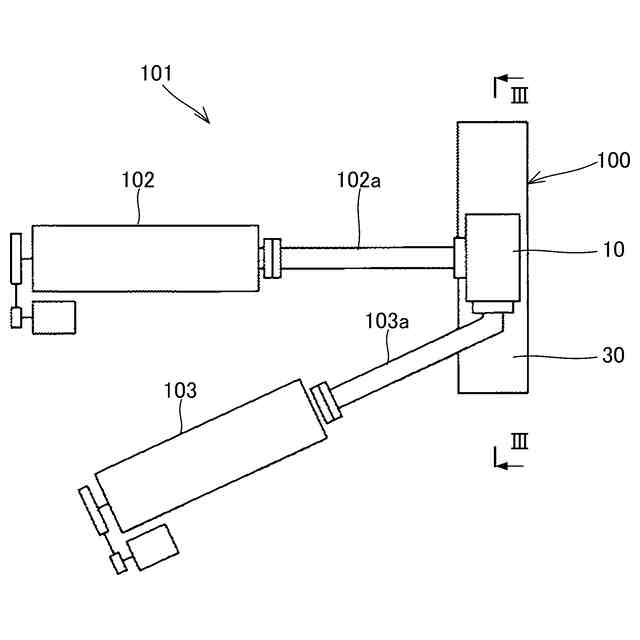
本発明の実施形態に係るシート成形装置の概略を示す正面図である。
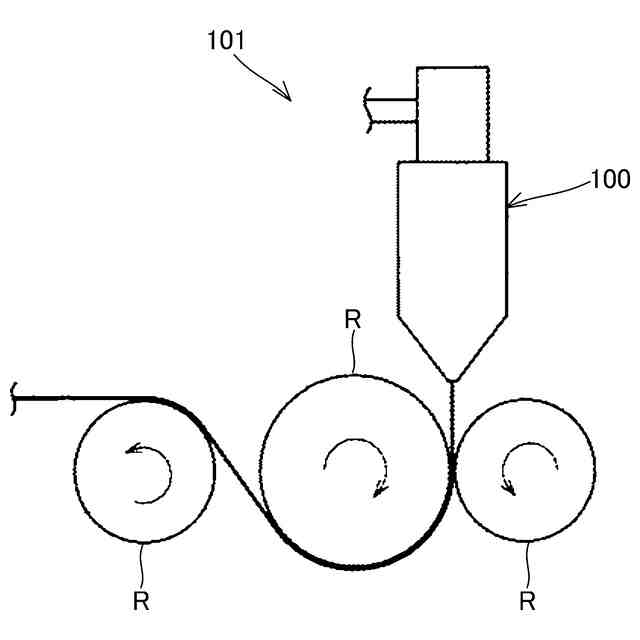
本発明の実施形態に係るシート成形装置の概略を示す平面図である。
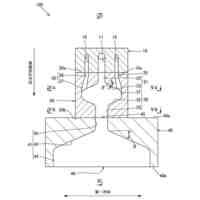
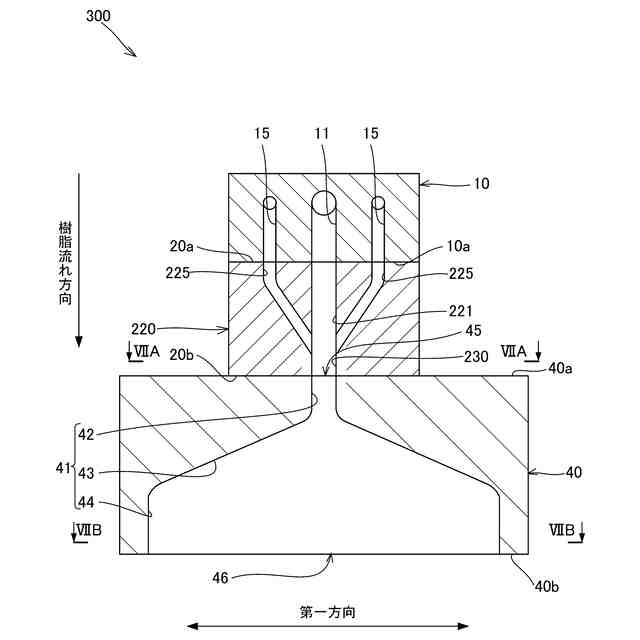
本発明の実施形態に係るダイスの断面図であり、図1におけるIII-III線断面図である。
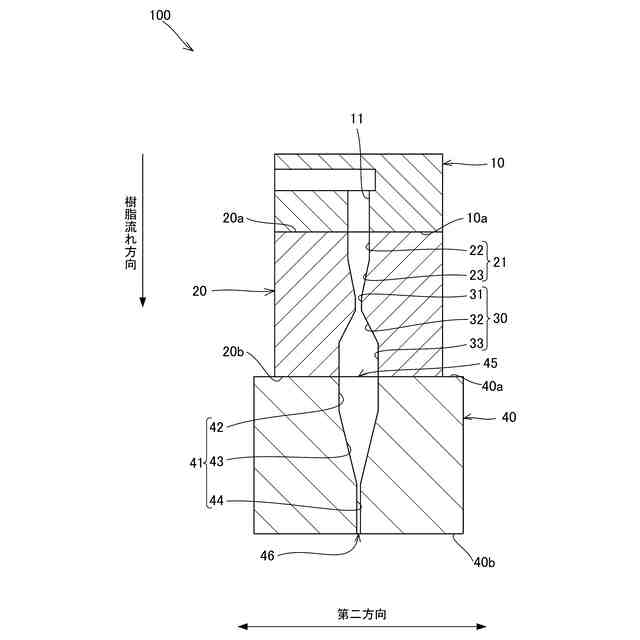
図3におけるIV-IV線断面図である。
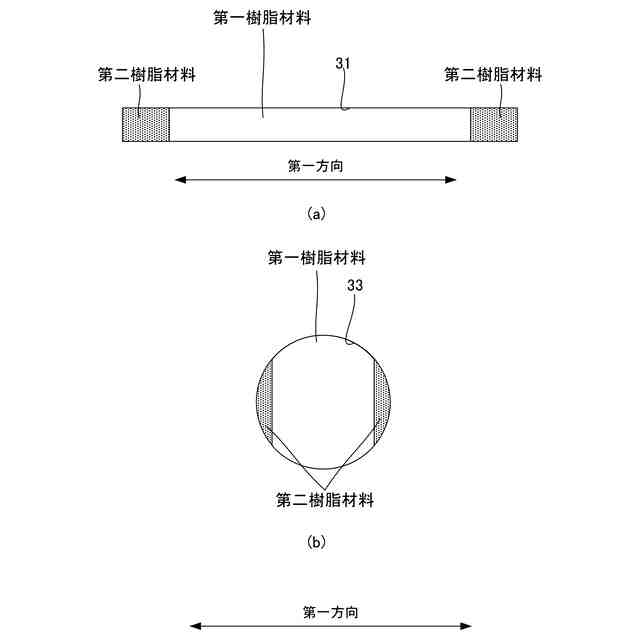
本発明の実施形態における第一樹脂材料と第二樹脂材料との合流の様子を示す図であり、(a)は第一樹脂材料と第二樹脂材料とが合流したの合流樹脂の断面形状、(b)はTダイから吐出されるシート成形品の断面形状をそれぞれ模式的に示す模式図である。
本発明の比較例に係るダイスの断面図である。
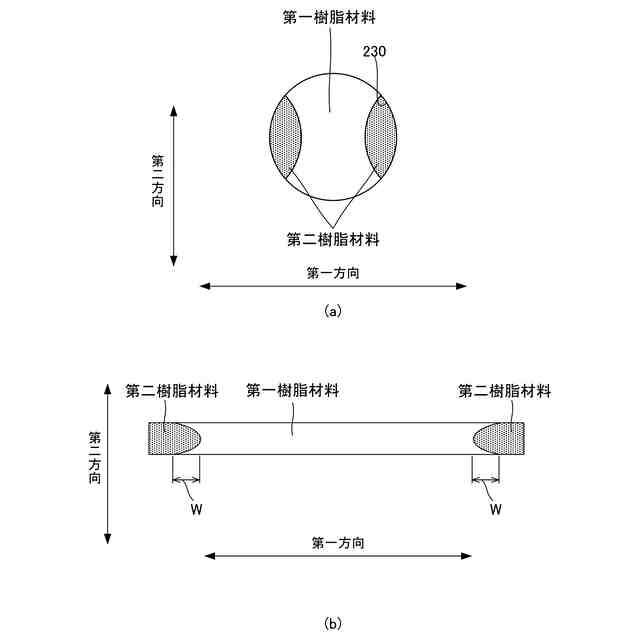
比較例における第一樹脂材料と第二樹脂材料との合流の様子を示す図であり、(a)は図6におけるVIIA-VIIA線に沿った断面、(b)は図6におけるVIIB-VIIB線に沿った断面をそれぞれ模式的に示す模式図である。
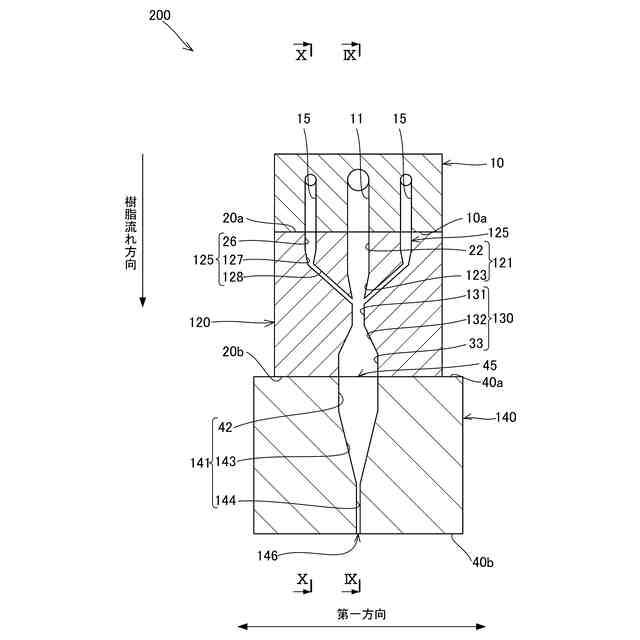
本発明の実施形態の変形例に係るダイスの断面図であり、図3に対応する断面を示す図である。
図8のIX-IX線に沿った断面図である。
図8のX-X線に沿ったフィードブロックの断面図である。
本発明の変形例における第一樹脂材料と第二樹脂材料との合流の様子を示す図であり、(a)は接続部の流路断面、(b)は導出部の流路断面をそれぞれ模式的に示す模式図である。
変形例に対する比較例における第一樹脂材料と第二樹脂材料との合流の様子を示す図であり、(a)は第一樹脂材料と第二樹脂材料とが合流した合流樹脂の断面形状、(b)はTダイから吐出されるシート成形品の断面形状をそれぞれ模式的に示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
芝浦機械株式会社
加工面評価方法
22日前
芝浦機械株式会社
射出装置及び成形機
21日前
芝浦機械株式会社
フィードブロック及びTダイ
2か月前
芝浦機械株式会社
ワークの芯出し方法及び工作機械
16日前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
8か月前
東レ株式会社
プリプレグテープ
11か月前
株式会社日本製鋼所
押出機
11か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
樹脂可塑化方法及び装置
7か月前
株式会社カワタ
計量混合装置
3か月前
株式会社FTS
ロッド
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
日機装株式会社
加圧システム
4か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社FTS
成形装置
8か月前
株式会社漆原
シートの成形方法
3か月前
株式会社シロハチ
真空チャンバ
10か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
NOK株式会社
樹脂ゴム複合体
2日前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
9日前
株式会社リコー
画像形成システム
9か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社不二越
射出成形機
5か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
5か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
三菱自動車工業株式会社
予熱装置
11か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ