TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025119334
公報種別
公開特許公報(A)
公開日
2025-08-14
出願番号
2024014184
出願日
2024-02-01
発明の名称
加工面評価方法
出願人
芝浦機械株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
B23Q
17/20 20060101AFI20250806BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ボールエンドミル加工された加工面の面品位を短時間で定量的に評価できる加工面評価方法を提供する。
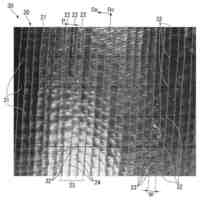
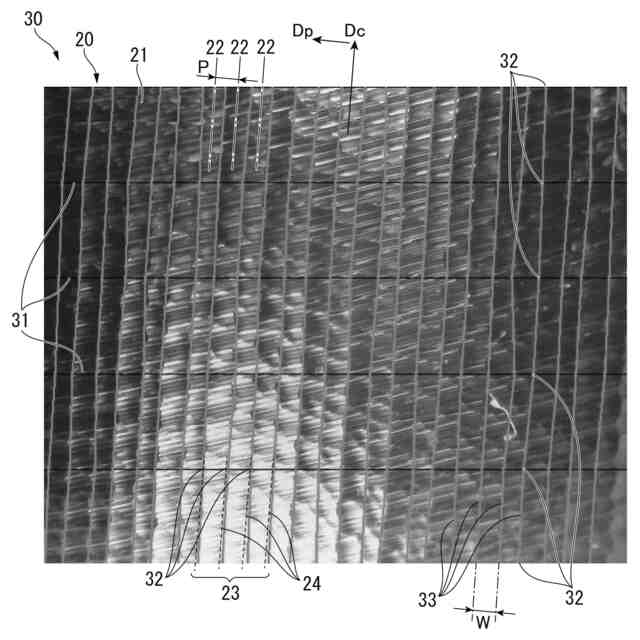
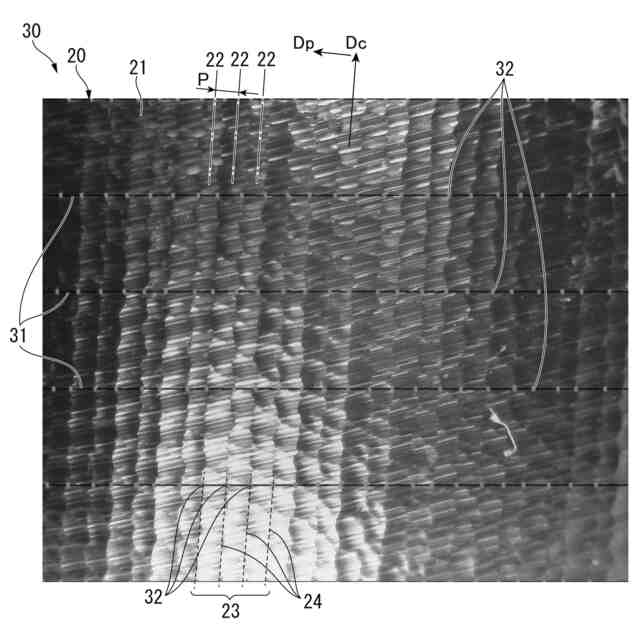
【解決手段】工作機械にワーク20およびボールエンドミルを装着し、ワーク20の表面21に一定のピックフィード幅Pで平行に設定された複数の加工パス22に沿ってボールエンドミルを送りつつ加工を行い、ワーク20の表面21に形成されるカッターマーク23を用いてワーク20の加工面の面品位を定量的に評価する方法であって、隣り合う加工パス22上のカッターマーク23の間の境界線33を取得し、得られた境界線33の位置から隣り合う加工パス22上のカッターマーク23の幅Wの比を計算し、比の平均値および標準偏差からカッターマーク23の幅Wの乱れを示す評価値を計算する。
【選択図】図6
特許請求の範囲
【請求項1】
工作機械にワークおよびボールエンドミルを装着し、前記ワークの表面に一定のピックフィードで平行に設定された複数の加工パスに沿って前記ボールエンドミルを送りつつ加工を行い、前記ワークの表面に形成されるカッターマークを用いて前記ワークの加工面の面品位を定量的に評価する方法であって、
隣り合う前記加工パス上の前記カッターマークの間の境界線を取得し、得られた前記境界線の位置から隣り合う前記加工パス上の前記カッターマークの幅の比を計算し、前記比の平均値および標準偏差から前記カッターマークの幅の乱れを示す評価値を計算する加工面評価方法。
続きを表示(約 690 文字)
【請求項2】
請求項1に記載した加工面評価方法において、
前記評価値は、複数箇所で前記カッターマークの幅の比Rを求め、前記比Rの平均Ravおよび前記比Rの標準偏差Rsdを用いて評価値A=Rav-3×Rsdで計算する加工面評価方法。
【請求項3】
請求項2に記載した加工面評価方法において、前記評価値Aと、前記ボールエンドミルの工具直径Dと、加工上の理想的なピックフィード幅Pと、を用い、実際の加工における前記カッターマークの幅Qを計算し、隣り合うカッターマークの凹凸の差Eを計算する加工面評価方法。
【請求項4】
請求項1から請求項3のいずれか一項に記載した本発明の加工面評価方法において、
前記ワークの表面を撮影し、得られた撮影画像の上で前記加工パスと交差方向に複数の互いに平行な基準線を設定し、隣り合う前記加工パス上の前記カッターマークの境界部分と前記基準線との交点に境界点を設定し、前記境界点を前記加工パスに沿って順次接続して前記境界線を取得する加工面評価方法。
【請求項5】
請求項4に記載した加工面評価方法において、前記ワークの表面を撮影した撮影画像に対して前記境界線を設定した抽出画像を作成し、前記抽出画像として抽出された前記境界線上の点と前記撮影画像の点とを紐付けしたデータセットから畳み込みニューラルネットワークモデルを作成しておき、評価対象の前記ワークを撮影した前記撮影画像を、前記畳み込みニューラルネットワークモデルに入力し、評価対象の前記撮影画像に対して前記境界線を設定させる加工面評価方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は加工面評価方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
金型などのワークの加工には、ボールエンドミルを装着した工作機械による切削加工が用いられる。加工の際には、ワークの表面に一定のピックフィードで互いに平行な複数の加工パスを設定しておき、これらの加工パスに沿ってボールエンドミルを送って切削加工する。加工により、ワークの表面にはボールエンドミルの送り方向に並ぶカッターマークが形成される。
加工されたワークに対しては、加工面の評価が行われる。加工面の評価としては、三次元測定機等で測定される形状精度と、加工面品位の良し悪しがある。加工面品位の良し悪しについては、平行な複数の加工パスについて、作業者が加工パスに沿って送り方向に並ぶカッターマークの幅の乱れ具合を見た目で判定していた。このような目視による判定は定性的な評価にとどまり、定量的な評価とすることが求められていた。
これに対し、特許文献1には、加工パスに沿ったカッターマークの位置を測定し、ピック方向に隣り合う加工パス上のカッターマークの位置の差を算出し、この差の標準偏差を用いて面品位を評価する評価方法が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-27049号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載された加工面品位の定量的評価方法においては、加工パス上のカッターマークの位置を評価に使用するもので、そのステップ1では、加工面の加工パスにおいて、送り方向に並ぶカッターマークの中心位置でその断面曲線を測定している。このような断面曲線の測定は、加工した金型表面におけるある程度の広い面積にわたって行う必要がある。
このため、特許文献1の評価方法では、定量的な評価ができるものの、カッターマークの測定作業に長時間を要するという問題があった。
【0005】
本発明の目的は、ボールエンドミルによる加工面の面品位を短時間で定量的に評価できる加工面評価方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明の加工面評価方法は、工作機械にワークおよびボールエンドミルを装着し、前記ワークの表面に一定のピックフィードで平行に設定された複数の加工パスに沿って前記ボールエンドミルを送りつつ加工を行い、前記ワークの表面に形成されるカッターマークを用いて前記ワークの加工面の面品位を定量的に評価する方法であって、隣り合う前記加工パス上の前記カッターマークの間の境界線を取得し、得られた前記境界線の位置から隣り合う前記加工パス上の前記カッターマークの幅の比を計算し、前記比の平均値および標準偏差から前記カッターマークの幅の乱れを示す評価値を計算する。
このような本発明では、評価値として隣り合うカッターマークの幅の乱れを計算する。カッターマークにおいては、幅および深さがボールエンドミルの先端の曲率に応じて相関するため、カッターマークの幅の乱れは深さの乱れを反映することになる。このため、評価値には隣り合うカッターマークの深さの乱れ、つまり表面の凹凸の乱れを反映させることができ、加工されたワークの面品位を定量的に評価できる。
【0007】
本発明の加工面評価方法において、前記評価値は、複数箇所で前記カッターマークの幅の比Rを求め、前記比Rの平均Ravおよび前記比Rの標準偏差Rsdを用いて評価値A=Rav-3×Rsdで計算することができる。
具体的には、カッターマークが形成されたワークの表面の所定範囲にある複数の点で、隣り合うカッターマークについて各々の幅W1,W2を測定し、その比R=W1/W2を計算する。幅W1,W2としては、隣り合うカッターマークの幅が狭い方を幅W1とし、広い方を幅W2とし、比Rが1以下となるようにしておく。複数箇所で計算された比Rに対して、比Rの平均Ravおよび比Rの標準偏差Rsdを求め、これらから評価値A=Rav-3×Rsdを計算する。得られた評価値Aは、それが1に近いほどカッターマークの幅が一定であり加工面が高品位と評価することができる。
【0008】
本発明の加工面評価方法において、前記評価値Aと、前記ボールエンドミルの工具直径Dと、加工上の理想的なピックフィード幅Pと、を用い、実際の加工における前記カッターマークの幅Qを計算し、隣り合うカッターマークの凹凸の差Eを計算できる。
具体的には、ボールエンドミルの工具直径D、変動がない加工上の理想的なピックフィード幅P(理想的なカッターマークの幅)、カッターマークの経路に沿った変動による実際のカッターマークの幅Qとすると、隣り合うカッターマークどうしの底面の高さ(ワーク表面直交方向の高さ)の差Eは次式で表される。
【0009】
TIFF
2025119334000002.tif
17
170
【0010】
ここで,隣り合うカッターマークの幅の比R(R≦1)とすると、R=(2P-Q)/Qとなるので、Q=2P/(R+1)となる。そして、同式のRについて、前述した比Rの平均Ravおよび標準偏差Rsdを用いてR=Rav(1+3×Rsd)として変動した幅Qを計算することにより、隣り合うカッターマークの凹凸の差Eを隣り合うパス間の加工面の高さの差の値として具体的に評価できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
加工面評価方法
3日前
芝浦機械株式会社
射出装置及び成形機
2日前
芝浦機械株式会社
フィードブロック及びTダイ
1か月前
芝浦機械株式会社
射出成形機及び型内圧の検出方法
2か月前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
2か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
23日前
株式会社ダイヘン
溶接電源装置
10日前
株式会社ダイヘン
溶接電源装置
25日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社FUJI
工作機械
1か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社アンド
半田付け方法
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
キヤノン電子株式会社
加工システム
5日前
日進工具株式会社
エンドミル
3か月前
株式会社アンド
半田付け方法
3か月前
株式会社トヨコー
被膜除去方法
2か月前
大見工業株式会社
ドリル
18日前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
4か月前
ブラザー工業株式会社
工作機械
4か月前
村田機械株式会社
レーザ加工機
2か月前
トヨタ自動車株式会社
接合方法
4か月前
株式会社プロテリアル
金属箔の溶接方法
4か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
株式会社不二越
管用テーパタップ
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ