TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025080460
公報種別
公開特許公報(A)
公開日
2025-05-26
出願番号
2023193618
出願日
2023-11-14
発明の名称
射出成形機及び型内圧の検出方法
出願人
芝浦機械株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
45/77 20060101AFI20250519BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】型内圧を高い精度で算出すること。
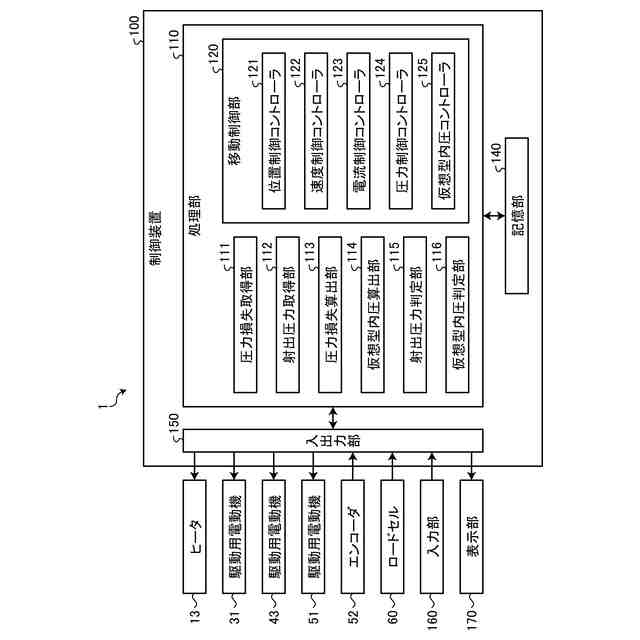
【解決手段】内側にスクリュ20が配置される加熱バレル11で溶融した樹脂材料をノズル12から射出する射出装置10と、固定金型76と移動金型77とからなると共に樹脂材料が充填されるキャビティ75aを有する金型75と、スクリュ20に作用する圧力を検出するロードセル60と、型内圧の制御を行う制御装置100と、を備え、制御装置100は、固定金型76と移動金型77とが開いた状態の固定金型76に接触するノズル12から樹脂材料を射出させた際にロードセル60で検出した圧力を圧力損失として取得する圧力損失取得部111と、金型75が閉じた状態のキャビティ75aにノズル12から樹脂材料を射出させた際にロードセル60で検出した圧力を射出圧力として取得する射出圧力取得部112と、射出圧力から圧力損失を減算することにより仮想型内圧Vを算出する仮想型内圧算出部114と、を有する。
【選択図】図5
特許請求の範囲
【請求項1】
内側にスクリュが配置される加熱バレルで樹脂材料を溶融し、溶融した前記樹脂材料を射出するノズルが位置する側に向けて前記スクリュを移動させることにより前記樹脂材料を前記ノズルから射出する射出装置と、
開閉する固定金型と移動金型とからなると共に閉じた状態において前記ノズルから射出した前記樹脂材料が充填されるキャビティを有し、前記キャビティで前記樹脂材料の成形を行う金型と、
前記樹脂材料を射出する際に前記スクリュに作用する圧力を検出する圧力検出部と、
前記スクリュの移動制御を行うことにより前記金型内における前記樹脂材料の圧力である型内圧の制御を行う制御装置と、
を備え、
前記制御装置は、
前記固定金型と前記移動金型とが開いた状態の前記固定金型に接触する前記ノズルから前記樹脂材料を射出させた際に前記圧力検出部で検出した前記圧力を圧力損失として取得する圧力損失取得部と、
前記固定金型と前記移動金型とが閉じた状態における前記キャビティに前記ノズルから前記樹脂材料を射出させた際に前記圧力検出部で検出した前記圧力を射出圧力として取得する射出圧力取得部と、
前記射出圧力取得部で取得した前記射出圧力から、前記圧力損失取得部で取得した前記圧力損失または前記圧力損失取得部で取得した前記圧力損失に基づく圧力損失を減算することにより仮想の前記型内圧である仮想型内圧を算出する仮想型内圧算出部と、
を有することを特徴とする射出成形機。
続きを表示(約 840 文字)
【請求項2】
前記樹脂材料を射出する際における前記スクリュの移動速度である射出速度を検出する射出速度検出部を備え、
前記圧力損失取得部は、前記圧力損失を前記射出速度に対応付けて取得し、
前記射出圧力取得部は、前記射出圧力を前記射出速度に対応付けて取得し、
前記仮想型内圧算出部は、前記射出速度が互いに同じ大きさの前記射出圧力から前記圧力損失を減算することにより前記仮想型内圧を算出する請求項1に記載の射出成形機。
【請求項3】
内側にスクリュが配置される加熱バレルで樹脂材料を溶融し、溶融した前記樹脂材料を射出するノズルが位置する側に向けて前記スクリュを移動させることにより前記樹脂材料を前記ノズルから射出する射出装置と、
開閉する固定金型と移動金型とからなると共に閉じた状態において前記ノズルから射出した前記樹脂材料が充填されるキャビティを有し、前記キャビティで前記樹脂材料の成形を行う金型と、
前記樹脂材料を射出する際に前記スクリュに作用する圧力を検出する圧力検出部と、
を備える射出成形機の前記金型内における前記樹脂材料の圧力である型内圧を検出する型内圧の検出方法であって、
前記固定金型と前記移動金型とを開いた状態で前記固定金型に前記ノズルを接触させ、前記ノズルから前記樹脂材料を射出させて前記圧力検出部で検出した前記圧力を圧力損失として取得する手順と、
前記固定金型と前記移動金型とを閉じた状態における前記キャビティに前記ノズルから前記樹脂材料を射出させて前記圧力検出部で検出した前記圧力を射出圧力として取得する手順と、
前記射出圧力から、前記圧力損失を取得する手順で取得した前記圧力損失または前記圧力損失を取得する手順で取得した前記圧力損失に基づく圧力損失を減算することにより仮想の前記型内圧である仮想型内圧を算出する手順と、
を含むことを特徴とする型内圧の検出方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機及び型内圧の検出方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
溶融した樹脂を金型内に射出することにより成形を行う射出成形機では、適切な成形を行うためには、樹脂の圧力を適正な値にしながら成形をすることが重要となる。このため、従来の射出成形機では、溶融した樹脂の圧力の値を様々な手法で得ながら成形を行っている。例えば、特許文献1に記載された射出成形機の射出圧力検査装置では、パージングを行ったときに検出された樹脂の圧力と通常の成形を行ったときに検出された樹脂の圧力に基づいて射出ノズル内の樹脂の圧力を算出することにより、加熱シリンダ内の圧損の影響を受けることなくキャビティ内の樹脂の圧力を正確に検出している。
【0003】
また、特許文献2に記載された成形条件作成方法では、樹脂流入口または成形機ノズル端部での樹脂圧力カーブと、ノズルを金型から離脱させた状態での射出圧力カーブとを得ることにより、射出成形機の機械要素による時間遅れや圧力ロスを補い、量産成形の成形条件を得ている。また、特許文献3に記載された射出成形機を用いた樹脂評価方法では、樹脂温度、射出速度を変えて射出を行うことによって設定スクリュ位置における射出圧力を検出し、N個の射出圧力、射出速度、樹脂温度の組み合わせデータを用いて最小2乗法によって、圧力、速度、温度の相互依存関係関数を求めることが記載されている。
【0004】
また、特許文献4に記載された射出成形機の圧力制御装置では、保圧工程で、射出圧力を制御する射出圧力制御工程と、射出圧力制御工程を実行した後で、推定した型内圧力が設定型内圧力になるように制御する型内圧制御工程を実行することにより、金型内部の圧力の成形サイクル間におけるバラつきを抑制し、安定した品質の成形品の成形を可能としている。また保圧工程で、推定した型内圧力が設定型内圧力になるように制御することで、金型内部の圧力を高応答に制御できるため、成形品の応力変形を防止している。また、特許文献5に記載された射出成形機における射出圧力の測定方法では、加熱バレル内から金型内に溶融樹脂を射出する際、ロードセルを用いてスクリュに作用する反力を検出すると共に、スクリュの速度を測定してスクリュの加速度を算出し、可動部材の慣性力を算出することによって、加熱バレル内の溶融樹脂の圧力を算出している。
【先行技術文献】
【特許文献】
【0005】
特開平11-115023号公報
特開2000-355033号公報
特開2002-331558号公報
特開2016-159589号公報
特開2003-191285号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、射出成形機による射出成形では、目的の成形品に応じて樹脂材料の種類を変更したり、金型を変更したりすることがあるが、樹脂材料の種類や金型を変更した場合でも、金型内の樹脂材料の圧力を適切に制御することが重要である。金型内の樹脂材料の圧力である型内圧を適切に制御するためには、樹脂材料の圧力を取得する必要があり、従来の射出成形機では、射出装置で樹脂材料を射出する際に射出装置より検出することのできる検出値に基づいて型内圧を算出している。例えば、特許文献1では、パージングを行ったときの樹脂の圧力と通常の成形を行ったときの樹脂の圧力に基づいて、射出ノズル内の樹脂の圧力を算出することにより、加熱シリンダ内の圧損の影響を受けることなくキャビティ内の樹脂の圧力を検出している。
【0007】
しかしながら、成形時に検出した値に基づいて型内圧を検出する場合、特許文献1におけるパージングを行ったときの樹脂の圧力のような、成形前に検出した検出値が重要になるが、パージングは実際の成形状態とは異なっている。このため、パージングを行ったときの樹脂の圧力を用いて型内圧を算出する場合、実際の圧力との差が大きくなって算出されることが考えられ、型内圧を算出する際における精度の観点で、改善の余地があった。
【0008】
本発明は、上記に鑑みてなされたものであって、型内圧を高い精度で算出することのできる射出成形機及び型内圧の検出方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上述した課題を解決し、目的を達成するために、本発明に係る射出成形機は、内側にスクリュが配置される加熱バレルで樹脂材料を溶融し、溶融した前記樹脂材料を射出するノズルが位置する側に向けて前記スクリュを移動させることにより前記樹脂材料を前記ノズルから射出する射出装置と、開閉する固定金型と移動金型とからなると共に閉じた状態において前記ノズルから射出した前記樹脂材料が充填されるキャビティを有し、前記キャビティで前記樹脂材料の成形を行う金型と、前記樹脂材料を射出する際に前記スクリュに作用する圧力を検出する圧力検出部と、前記スクリュの移動制御を行うことにより前記金型内における前記樹脂材料の圧力である型内圧の制御を行う制御装置と、を備え、前記制御装置は、前記固定金型と前記移動金型とが開いた状態の前記固定金型に接触する前記ノズルから前記樹脂材料を射出させた際に前記圧力検出部で検出した前記圧力を圧力損失として取得する圧力損失取得部と、前記固定金型と前記移動金型とが閉じた状態における前記キャビティに前記ノズルから前記樹脂材料を射出させた際に前記圧力検出部で検出した前記圧力を射出圧力として取得する射出圧力取得部と、前記射出圧力取得部で取得した前記射出圧力から、前記圧力損失取得部で取得した前記圧力損失または前記圧力損失取得部で取得した前記圧力損失に基づく圧力損失を減算することにより仮想の前記型内圧である仮想型内圧を算出する仮想型内圧算出部と、を有する。
【0010】
また、上述した課題を解決し、目的を達成するために、本発明に係る型内圧の検出方法は、内側にスクリュが配置される加熱バレルで樹脂材料を溶融し、溶融した前記樹脂材料を射出するノズルが位置する側に向けて前記スクリュを移動させることにより前記樹脂材料を前記ノズルから射出する射出装置と、開閉する固定金型と移動金型とからなると共に閉じた状態において前記ノズルから射出した前記樹脂材料が充填されるキャビティを有し、前記キャビティで前記樹脂材料の成形を行う金型と、前記樹脂材料を射出する際に前記スクリュに作用する圧力を検出する圧力検出部と、を備える射出成形機の前記金型内における前記樹脂材料の圧力である型内圧を検出する型内圧の検出方法であって、前記固定金型と前記移動金型とを開いた状態で前記固定金型に前記ノズルを接触させ、前記ノズルから前記樹脂材料を射出させて前記圧力検出部で検出した前記圧力を圧力損失として取得する手順と、前記固定金型と前記移動金型とを閉じた状態における前記キャビティに前記ノズルから前記樹脂材料を射出させて前記圧力検出部で検出した前記圧力を射出圧力として取得する手順と、前記射出圧力から、前記圧力損失を取得する手順で取得した前記圧力損失または前記圧力損失を取得する手順で取得した前記圧力損失に基づく圧力損失を減算することにより仮想の前記型内圧である仮想型内圧を算出する手順と、を含む。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
24日前
シーメット株式会社
光造形装置
8か月前
CKD株式会社
型用台車
8か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
8か月前
東レ株式会社
フィルムの製造方法
5か月前
日機装株式会社
加圧システム
4か月前
個人
樹脂可塑化方法及び装置
7か月前
株式会社FTS
ロッド
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社カワタ
計量混合装置
3か月前
株式会社漆原
シートの成形方法
3か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社FTS
成形装置
8か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社FTS
セパレータ
6か月前
株式会社リコー
画像形成システム
8か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
日東工業株式会社
インサート成形機
8か月前
日産自動車株式会社
成形装置
1か月前
三和合板株式会社
化粧板の製造装置
6日前
トヨタ自動車株式会社
3Dプリンタ
8か月前
トヨタ自動車株式会社
真空成形装置
3か月前
個人
ノズルおよび熱風溶接機
7か月前
東レ株式会社
溶融押出装置および押出方法
7か月前
東レ株式会社
繊維強化プラスチック構造体
5日前
シチズンファインデバイス株式会社
接合装置
2か月前
帝人株式会社
複数の孔を有する成形品
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ