TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103974
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023221758
出願日
2023-12-27
発明の名称
成形装置
出願人
日産自動車株式会社
代理人
個人
,
個人
主分類
B29C
33/44 20060101AFI20250702BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】めねじ孔を有する製品を成形するに際し、従来の成形装置は、装置構造が大型化するという問題点があった。
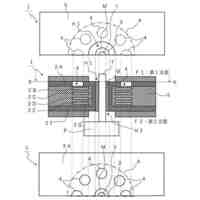
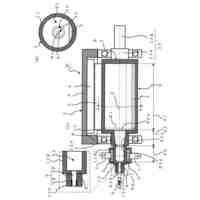
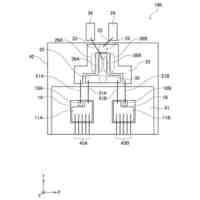
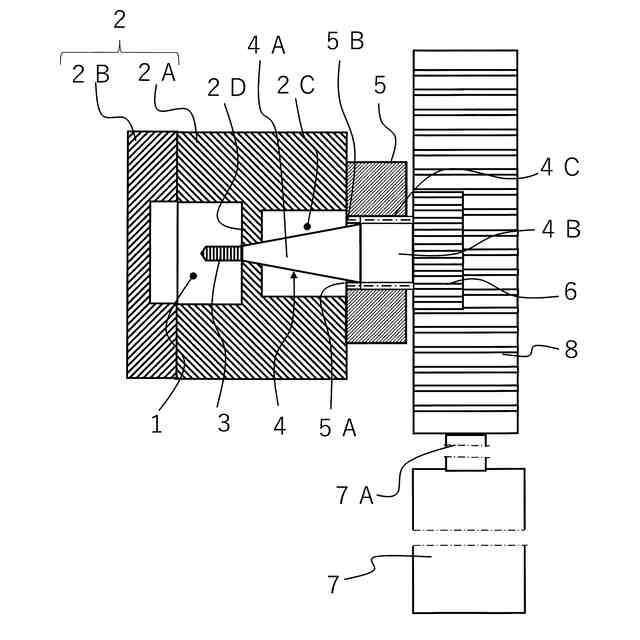
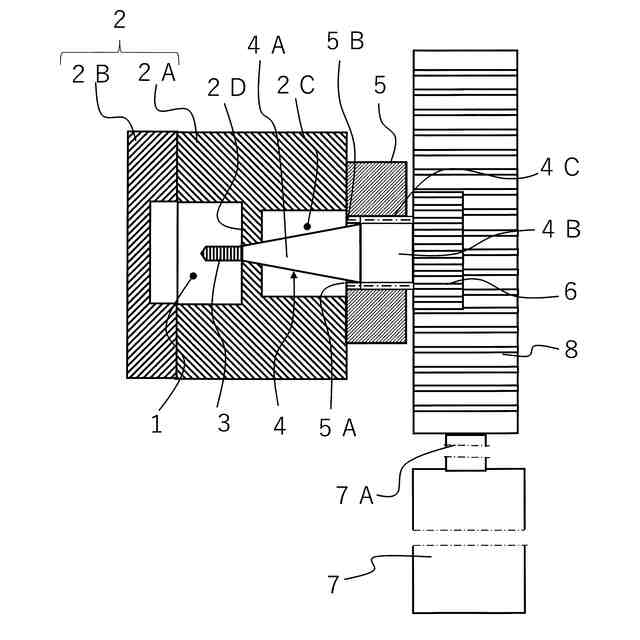
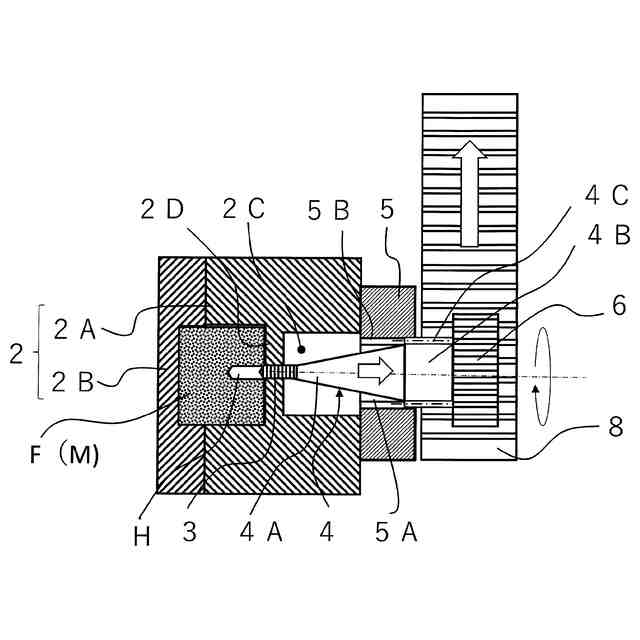
【解決手段】めねじ孔Hを有する製品Fを成形する装置であって、キャビティ1を有する成形型2と、めねじ孔Hを成形するねじ形ピン3と、先端部にねじ形ピン3を固定した軸体4と、軸体4を軸回りに回転可能に且つ軸線方向に進退可能に保持するホルダ5と、軸体4の基端部に連結したピニオン6と、ピニオン6に係合して油圧シリンダ7により進退駆動されるラック8とを備え、ねじ形ピン3が、キャビティ1に対して突没可能である成形装置とし、ねじ形ピン3を高トルクで回転させつつ軸線方向に後退させて、製品Fからねじ形ピン3を引き抜くようにし、装置構造の簡略化や小型化を実現する。
【選択図】図1
特許請求の範囲
【請求項1】
めねじ孔を有する製品を成形する装置であって、
成形空間であるキャビティを有する成形型と、
前記めねじ孔を成形するためのねじ形ピンと、
先端部に前記ねじ形ピンを固定した軸体と、
前記軸体をその軸回りに回転可能に且つ軸線方向に進退可能に保持するホルダと、
前記軸体の基端部に同軸状態で連結したピニオンと、
前記ピニオンに係合して油圧シリンダにより進退駆動されるラックとを備え、
前記ねじ形ピンが、前記キャビティに対して突没可能であることを特徴とする成形装置。
続きを表示(約 190 文字)
【請求項2】
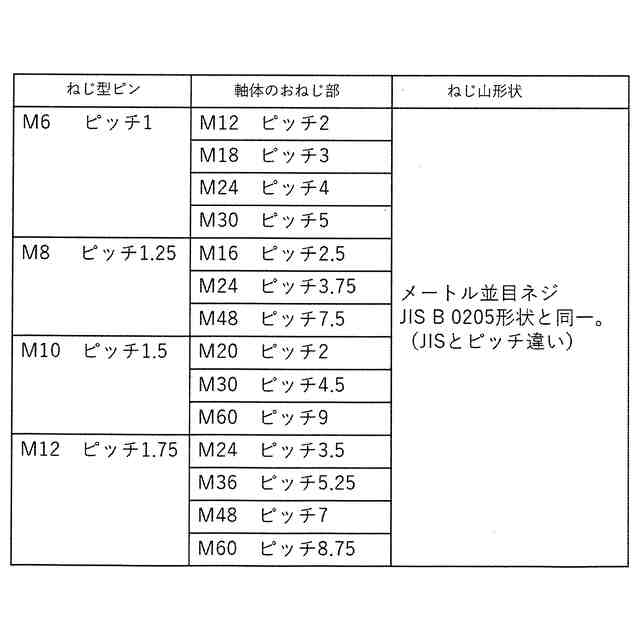
前記ホルダが、前記軸体を貫通させる貫通孔を有し、
前記貫通孔が、その内面にめねじ部を有し、
前記軸体が、前記めねじ部に螺合するおねじ部を有することを特徴とする請求項1に記載の成形装置。
【請求項3】
前記ねじ形ピンと前記軸体の前記おねじ部とが、互いに同期回転可能なねじピッチを有することを特徴とする請求項2に記載の成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳造や樹脂成形において、めねじ孔を有する製品を成形するのに用いられる成形装置に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来において、上記したような成形装置としては、例えば、特許文献1に記載されたものがある。特許文献1には、傾斜ピンを垂下状態に有する上型と、傾斜ピンを挿入する傾斜孔を有するスライドコアとを備え、上型の上昇に伴って傾斜ピンと傾斜孔との摺接によりスライドコアを水平方向に移動させるようにした鋳造装置が記載されている。
【0003】
ところで、めねじ孔を有する製品を鋳造や樹脂成形で成形する場合、めねじ孔に対応するねじ形ピンを用いるのであるが、製品を離型する際、ねじ形ピンのねじ山がアンダーカット状態になるので、直線的に引き抜くことができない。そこで、従来では、サーボモータでねじ形ピンを回転させながら、軸線方向に後退させるようにして、製品の離型を行っていた。
【先行技術文献】
【特許文献】
【0004】
特開2011-161494号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記した従来の成形装置では、成形時において、溶融した金属又は樹脂がねじ形ピンの全面に接触し、その状態で凝固して製品となるので、製品に対して強固に接触しているねじ形ピンを回転させながら後退させるには、高トルクのサーボモータや減速機が必要であり、装置構造が大型化するという問題点があった。
【0006】
本発明は、上記従来の状況に鑑みて成されたもので、めねじ孔を有する製品を成形する成形装置であって、装置構造の簡略化や小型化を実現することができる成形装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明に係わる成形装置は、めねじ孔を有する製品を成形する装置であって、成形空間であるキャビティを有する成形型と、めねじ孔を成形するためのねじ形ピンと、先端部にねじ形ピンを固定した軸体と、軸体をその軸回りに回転可能に且つ軸線方向に進退可能に保持するホルダと、軸体の基端部に同軸状態で連結したピニオンと、ピニオンに係合して油圧シリンダにより進退駆動されるラックとを備えている。そして、上記の成形装置は、ねじ形ピンが、キャビティに対して突没可能であることを特徴としている。
【発明の効果】
【0008】
本発明に係わる成形装置は、上記構成を採用したことから、製品の離型時には、油圧シリンダ、ラック及びピニオンにより、軸体とともにねじ形ピンを高トルクで回転させながら軸線方向に後退させて、製品からねじ形ピンを引き抜くこととなり、装置構造の簡略化や小型化を実現することができる。
【図面の簡単な説明】
【0009】
本発明に係わる成形装置の第1実施形態を示す水平断面図である。
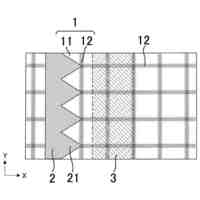
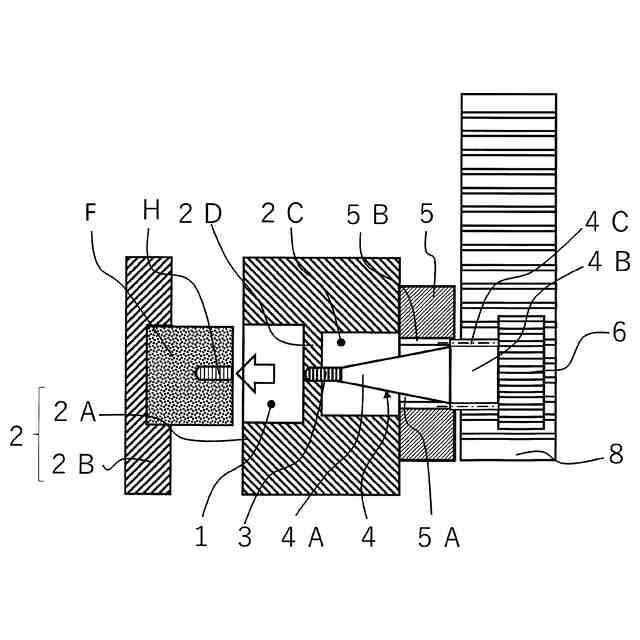
図1に示す成形装置の側面図である。
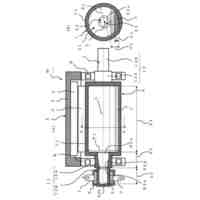
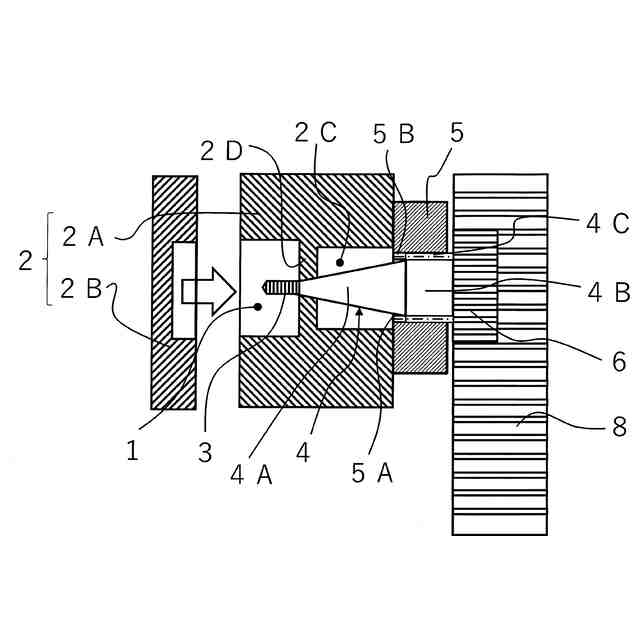
成形装置の型閉じの状態を示す水平断面図である。
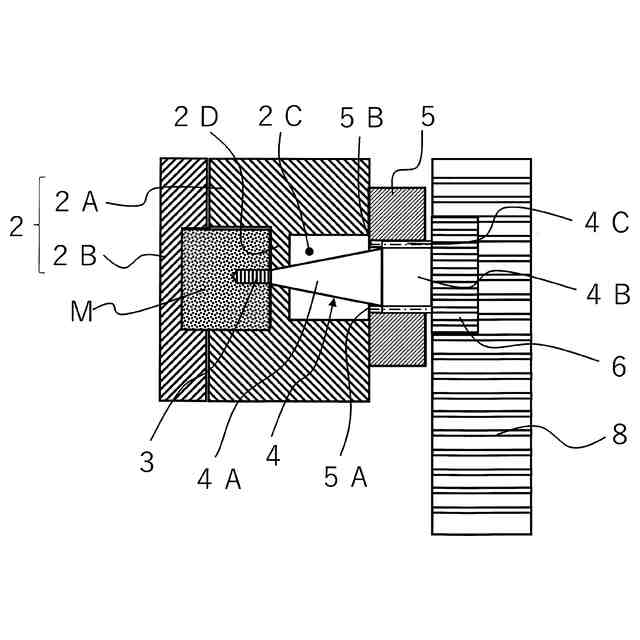
キャビティに溶融材料を充填した状態を示す水平断面図である。
製品からねじ形ピンを引き抜く状態を示す水平断面図である。
成形装置の型開きの状態を示す水平断面図である。
製品の成形工程を説明するフローチャートである。
【発明を実施するための形態】
【0010】
<第1実施形態>
図1及び図2に示す成形装置は、めねじ孔を有する製品を成形する装置であって、溶融金属を用いた鋳造、及び射出成形を含む溶融樹脂を用いた樹脂成形のいずれにも適用可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日産自動車株式会社
吸気装置
14日前
日産自動車株式会社
電子基板
1日前
日産自動車株式会社
電動車両
1か月前
日産自動車株式会社
電子機器
20日前
日産自動車株式会社
冷却装置
7日前
日産自動車株式会社
内燃機関
1か月前
日産自動車株式会社
ロータシャフト
28日前
日産自動車株式会社
電池モジュール
1か月前
日産自動車株式会社
ロータシャフト
28日前
日産自動車株式会社
電池モジュール
12日前
日産自動車株式会社
電池モジュール
1か月前
日産自動車株式会社
車両用排気部構造
1か月前
日産自動車株式会社
リチウム二次電池
1か月前
日産自動車株式会社
全固体電池システム
12日前
日産自動車株式会社
エアレスタイヤ構造
20日前
日産自動車株式会社
塗装方法及び自動車
1か月前
日産自動車株式会社
蓄熱体及び加熱装置
5日前
日産自動車株式会社
支援方法及び支援装置
14日前
日産自動車株式会社
ピックアップトラック
14日前
日産自動車株式会社
制御装置及び制御方法
5日前
日産自動車株式会社
パワー半導体モジュール
12日前
日産自動車株式会社
エンジンのアンダカバー
1か月前
日産自動車株式会社
プラズマアクチュエータ
今日
日産自動車株式会社
車両乗り合わせ方法及び装置
13日前
日産自動車株式会社
情報提供方法及び情報提供装置
20日前
日産自動車株式会社
運転支援方法及び運転支援装置
1か月前
日産自動車株式会社
車両制御装置及び車両制御方法
13日前
日産自動車株式会社
車両制御方法及び車両制御装置
今日
日産自動車株式会社
車両制御装置及び車両制御方法
13日前
日産自動車株式会社
情報処理装置及び情報処理方法
12日前
日産自動車株式会社
車両制御方法及び車両制御装置
5日前
日産自動車株式会社
情報処理方法及び情報処理端末
7日前
日産自動車株式会社
緊急車両の通知方法及び通知装置
7日前
日産自動車株式会社
物体検出方法、及び物体検出装置
1か月前
日産自動車株式会社
衝突回避方法、及び衝突回避装置
1か月前
日産自動車株式会社
車両制御システム及び車両制御方法
13日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ