TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025052878
公報種別
公開特許公報(A)
公開日
2025-04-07
出願番号
2023161851
出願日
2023-09-26
発明の名称
射出成形機
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B29C
45/17 20060101AFI20250331BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】可塑化された成形材料の停留を抑制することができる射出成形機を提供する。
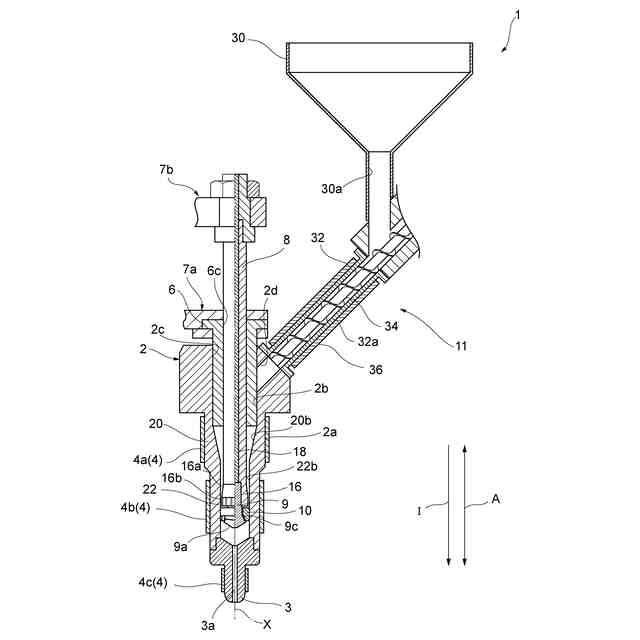
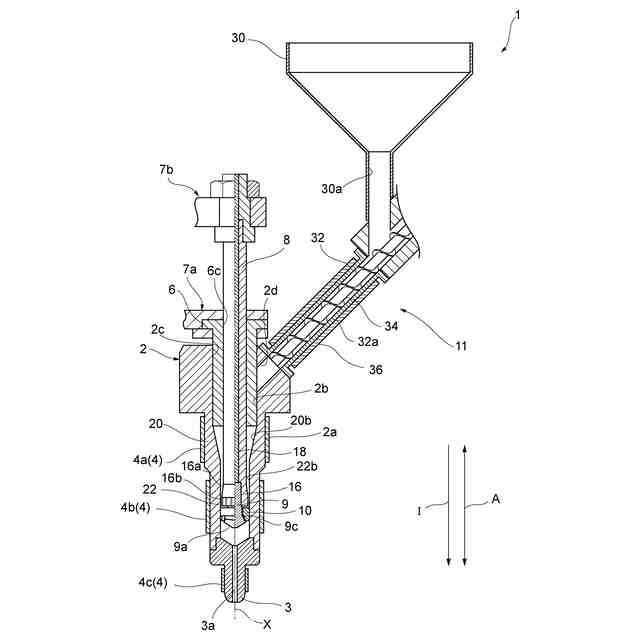
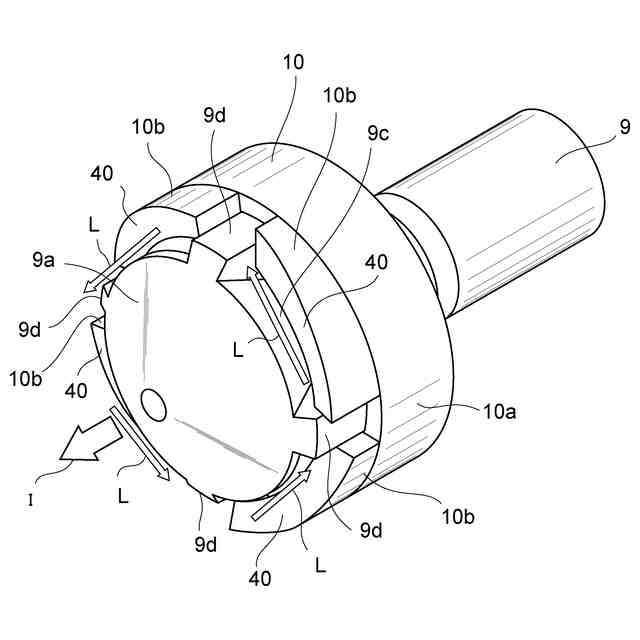
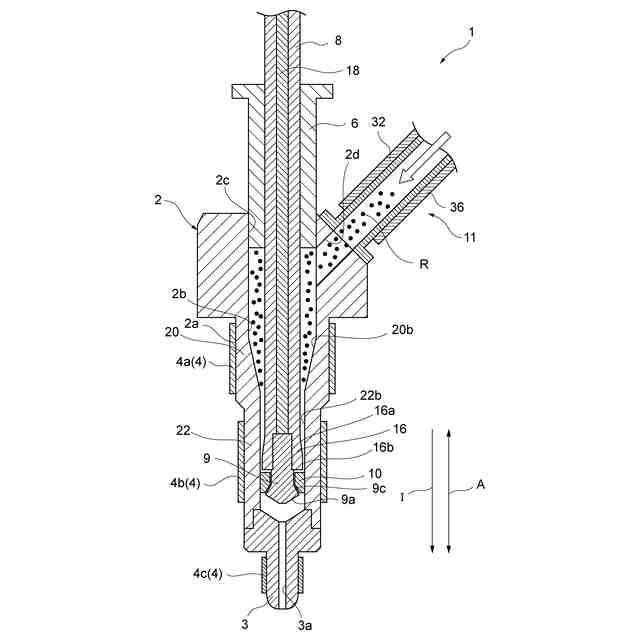
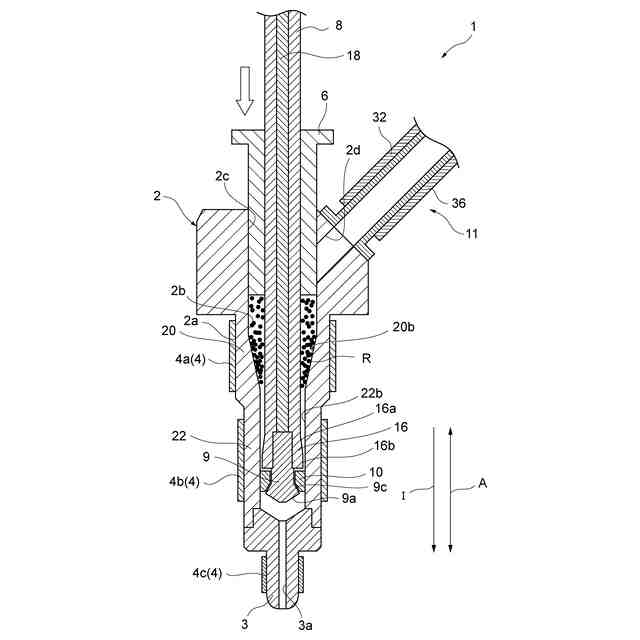
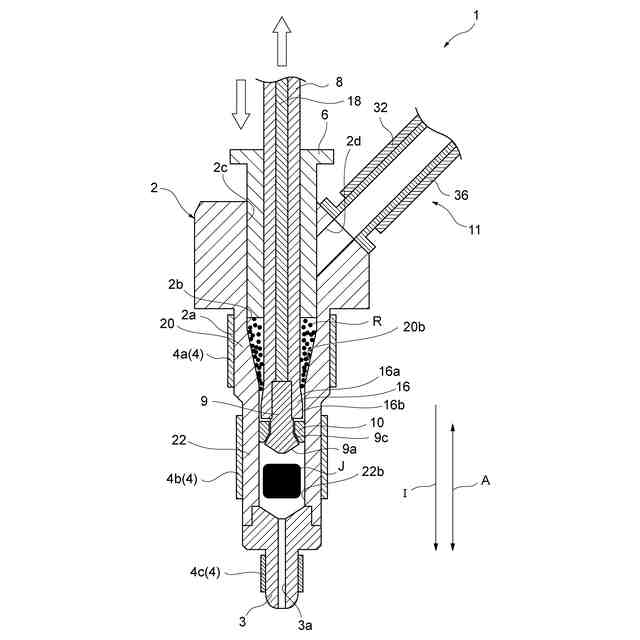
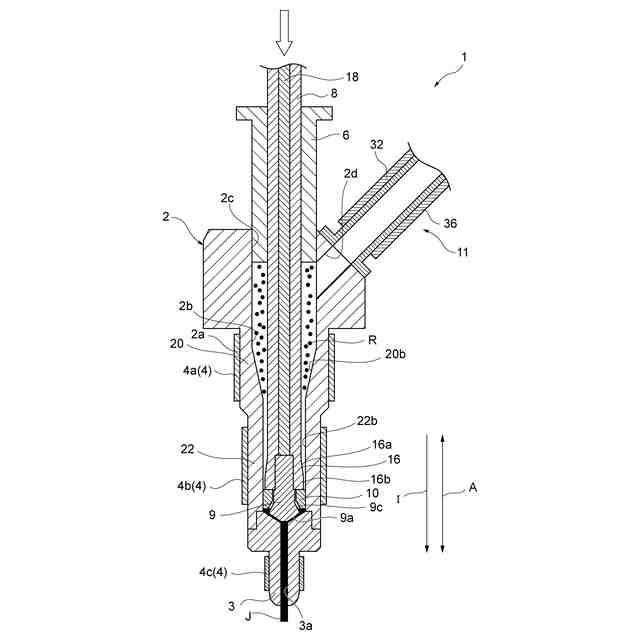
【解決手段】射出成形機1は、一方向に延在する中空のバレル2と、バレル2の当該一方向の一端側に設けられ、バレル2内で可塑化した成形材料を射出するノズル3と、バレル2の内部に供給された成形材料をノズル3側へ押し出すプランジャ6と、プランジャ6を当該一方向に貫通するとともにバレル2の当該一方向に延在し、当該一方向におけるプランジャ6よりもノズル3側の端部にトーピード16を有するロッド8と、ロッド8の当該一方向におけるノズル3側の端部に設けられたヘッド9と、ロッド8のトーピード16とヘッド9との間においてヘッド9の一部を囲うように設けられ、ノズル3側において周方向に沿う傾斜を有するテーパ部10bが設けられたリング10と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
一方向に延在する中空のバレルと、
前記バレルの前記一方向の一端側に設けられ、前記バレル内で可塑化した成形材料を射出するノズルと、
前記バレルの内部に供給された前記成形材料を前記ノズル側へ押し出す押出部と、
前記押出部を前記一方向に貫通するとともに前記バレルの前記一方向に延在し、前記一方向における前記押出部よりも前記ノズル側の端部にトーピードを有するロッドと、
前記ロッドの前記一方向における前記ノズル側の端部に設けられたヘッドと、
前記ロッドの前記トーピードと前記ヘッドとの間において前記ヘッドの一部を囲うように設けられ、前記ノズル側において周方向に沿う傾斜を有するテーパ部が設けられたリングと、
を備えることを特徴とする射出成形機。
続きを表示(約 280 文字)
【請求項2】
前記リングは、前記ロッド及び前記ヘッドと共に前記一方向へ移動し、前記一方向における前記ノズル側へ移動した場合に、前記テーパ部により周方向に前記成形材料を流動させることを特徴とする請求項1に記載の射出成形機。
【請求項3】
前記リングは、前記一方向における前記ノズル側において、周方向に複数の前記テーパ部が設けられていることを特徴とする請求項1又は2に記載の射出成形機。
【請求項4】
前記リングは、周方向において等間隔に前記テーパ部のそれぞれが設けられていることを特徴とする請求項1又は2に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
例えば自動車等の部品の中には、射出成形機が用いられ樹脂原料等の成形材料が射出されることによって成形されるものもある(例えば特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2017-132039号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、射出成形機においては、内部で成形材料を可塑化して射出するが、この可塑化された成形材料が停留する可能性がある。もし可塑化された成形材料が停留した場合に熱劣化が促進され、固着等が発生し、成形品に影響を及ぼす可能性がある。特許文献1のように、トーピードとヘッド(ストッパ)との間にリングを設ける構成の場合、例えばリングやヘッドの周辺において成形材料が停留する可能性がある。
【0005】
上記課題に鑑み、本発明は、可塑化された成形材料の停留を抑制することができる射出成形機を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明に係る射出成形機は、一方向に延在する中空のバレルと、前記バレルの前記一方向の一端側に設けられ、前記バレル内で可塑化した成形材料を射出するノズルと、前記バレルの内部に供給された前記成形材料を前記ノズル側へ押し出す押出部と、前記押出部を前記一方向に貫通するとともに前記バレルの前記一方向に延在し、前記一方向における前記押出部よりも前記ノズル側の端部にトーピードを有するロッドと、前記ロッドの前記一方向における前記ノズル側の端部に設けられたヘッドと、前記ロッドの前記トーピードと前記ヘッドとの間において前記ヘッドの一部を囲うように設けられ、前記ノズル側において周方向に沿う傾斜を有するテーパ部が設けられたリングと、を備える。
【0007】
また、前記リングは、前記ロッド及び前記ヘッドと共に前記一方向へ移動し、前記一方向における前記ノズル側へ移動した場合に、前記テーパ部により周方向に前記成形材料を流動させる。
【0008】
また、前記リングは、前記一方向における前記ノズル側において、周方向に複数の前記テーパ部が設けられている。
【0009】
また、前記リングは、周方向において等間隔に前記テーパ部のそれぞれが設けられている。
【発明の効果】
【0010】
本発明に係る射出成形機によれば、可塑化された成形材料の停留を抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ