TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025030287
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023135443
出願日
2023-08-23
発明の名称
射出装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B29C
45/53 20060101AFI20250228BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】シリンダの基端部におけるシリンダの内周面とシリンダの内部空間に挿入されたプランジャの外周面との間の隙間から溶融状態の成形用樹脂が漏洩することを好適に抑制した射出装置を提供すること。
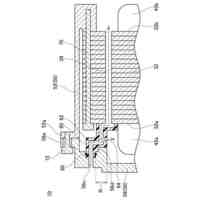
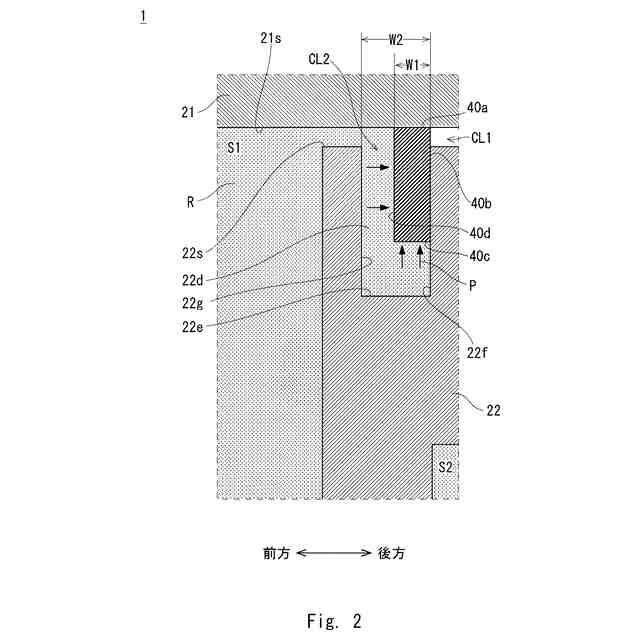
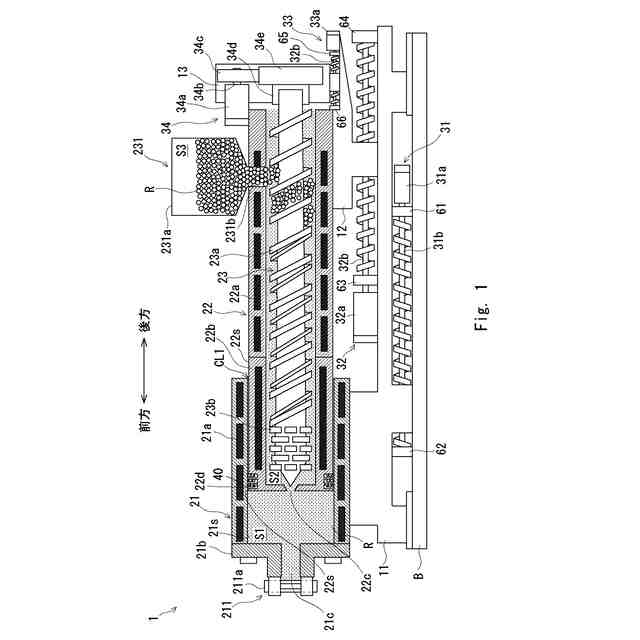
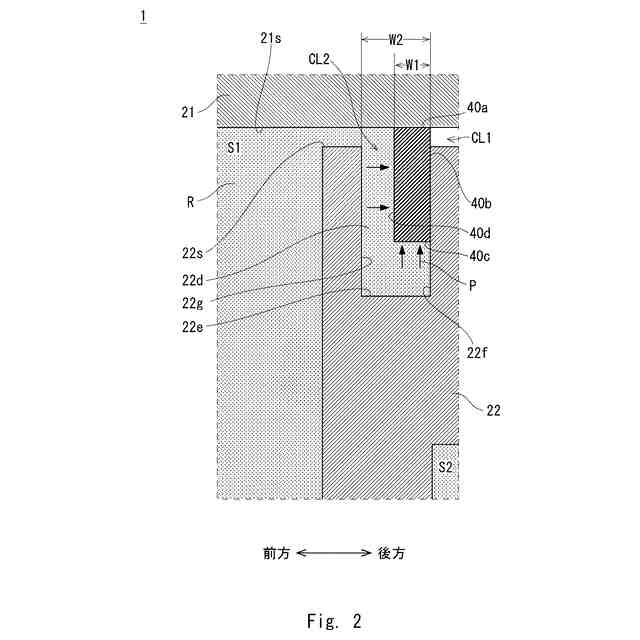
【解決手段】射出装置は、溶融状態の成形用樹脂を射出するための射出口が先端部に形成されたシリンダと、シリンダの基端部からシリンダの内部空間に摺動可能に挿入されたプランジャと、成形用樹脂よりも融点が高い樹脂である高融点樹脂により形成されるとともにプランジャの先端部の外周面に形成されたリング溝に取り付けられたシールリングと、を有し、シールリングは、幅がリング溝の幅よりも小さく、内周長がリング溝の底部の周囲長よりも長く形成されている。
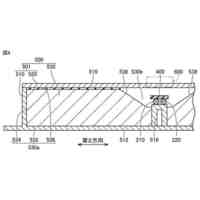
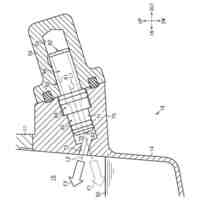
【選択図】図2
特許請求の範囲
【請求項1】
溶融状態の成形用樹脂を射出するための射出口が先端部に形成されたシリンダと、
前記シリンダの基端部から前記シリンダの内部空間に摺動可能に挿入されたプランジャと、
前記成形用樹脂よりも融点が高い樹脂である高融点樹脂により形成されるとともに前記プランジャの先端部の外周面に形成されたリング溝に取り付けられたシールリングと、を有し、
前記シールリングは、幅が前記リング溝の幅よりも小さく、内周長が前記リング溝の底部の周囲長よりも長く形成されている射出装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は射出装置に関し、特にプランジャ式射出装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
溶融状態の成形用樹脂を金型のキャビティに射出し、その後キャビティの内部で凝固させることにより所定形状の樹脂成形品を製造する射出成形機(射出成型装置)が知られている。
【0003】
特許文献1には、溶融状態の成形用樹脂を射出する射出口が先端部に形成されるとともに内部空間に残留する成形用樹脂を外部に排出する樹脂排出経路が基端部に形成される射出シリンダと、射出シリンダの基端部から内部空間に挿入される射出プランジャと、成形用樹脂よりも融点が高い高融点樹脂からなり射出プランジャに液密的かつ摺動可能に外嵌されるとともに射出シリンダの基端部に固定されるシールリングと、を具備したプリプラ式射出成形装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2009-39943号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
射出成型機の射出装置として、シリンダ(バレル)の内部空間に摺動可能に挿入されたプランジャをシリンダに対して前進させて、シリンダの内部空間に供給された溶融状態の成形用樹脂を射出するプランジャ式射出装置が挙げられる。プランジャ式射出装置では、シリンダに対するプランジャの摺動不良を防止するために、シリンダの基端部におけるシリンダの内周面とシリンダの内部空間に挿入されたプランジャの外周面との間には、ある程度の隙間を設ける必要がある。そのため、その隙間から溶融状態の成形用樹脂が漏洩する場合がある。
【0006】
溶融状態の成形用樹脂が漏洩することは、以下の問題を引き起こす。
・射出装置により金型のキャビティに射出される成形用樹脂の量が減少するため、原料歩留まりの低下やショートショットが発生する虞がある。
・漏洩した成形用樹脂は廃棄されるため、原料が無駄になる。
・成形用樹脂の除去作業は生産を停止して行われるため、生産性が低下する虞がある。
・漏洩した成形用樹脂や射出装置は高温であるため、上記した成形用樹脂の除去作業は作業者の火傷や熱中症等の傷病リスクを伴う虞がある。
・漏洩した成形用樹脂を長時間放置すると、炭化する虞がある。
【0007】
そこで、成形用樹脂の漏洩を防止するために、シリンダの内周面とプランジャの外周面との摺動部にシールリングを取り付けることが考えられる。しかしながら、摺動部にシールリングを取り付けたとしても、以下の問題があった。
・シリンダの基端部におけるシリンダの内周面とシリンダの内部空間に挿入されたプランジャの外周面との間の隙間に溜まった成形用樹脂は、外部に排出されることなく長時間滞留して劣化し得る。そのため、劣化した成形用樹脂が金型の交換後等のタイミングで意図せずキャビティに射出されると、劣化した成形用樹脂が樹脂成形品に混入して製品不良を招く虞がある。
・上記した成形用樹脂の劣化による製品不良を防ぐためには、この隙間に溜まった成形用樹脂を定期的に除去する作業が不可欠であるが、摺動部にシールリングを取り付けることで成形用樹脂の除去作業の頻度は低減されるものの、その頻度をゼロにすることは困難である。
【0008】
したがって、シリンダの基端部におけるシリンダの内周面とシリンダの内部空間に挿入されたプランジャの外周面との間の隙間から溶融状態の成形用樹脂が漏洩することをより確実に抑制する技術が求められている。
【0009】
本開示は、このような問題を解決するためになされたものであり、シリンダの基端部におけるシリンダの内周面とシリンダの内部空間に挿入されたプランジャの外周面との間の隙間から溶融状態の成形用樹脂が漏洩することを好適に抑制した射出装置を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
一実施の形態にかかる射出装置は、溶融状態の成形用樹脂を射出するための射出口が先端部に形成されたシリンダと、シリンダの基端部からシリンダの内部空間に摺動可能に挿入されたプランジャと、成形用樹脂よりも融点が高い樹脂である高融点樹脂により形成されるとともにプランジャの先端部の外周面に形成されたリング溝に取り付けられたシールリングと、を有し、シールリングは、幅がリング溝の幅よりも小さく、内周長がリング溝の底部の周囲長よりも長く形成されている。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
治具
1か月前
トヨタ自動車株式会社
車両
25日前
トヨタ自動車株式会社
配管
11日前
トヨタ自動車株式会社
電池
25日前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
電池
10日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車体
24日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
電池
16日前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
24日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電動車
11日前
トヨタ自動車株式会社
蓄電池
24日前
トヨタ自動車株式会社
ロータ
11日前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
サーバ
1か月前
トヨタ自動車株式会社
モータ
23日前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
制御装置
1か月前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
蓄電装置
1か月前
トヨタ自動車株式会社
制御装置
23日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
鋳造装置
23日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
処理装置
2日前
トヨタ自動車株式会社
エンジン
11日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ