TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024135561
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023046315
出願日
2023-03-23
発明の名称
押出機
出願人
株式会社日本製鋼所
代理人
個人
主分類
B29C
48/96 20190101AFI20240927BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】故障の発生を抑制することができる押出機を提供する。
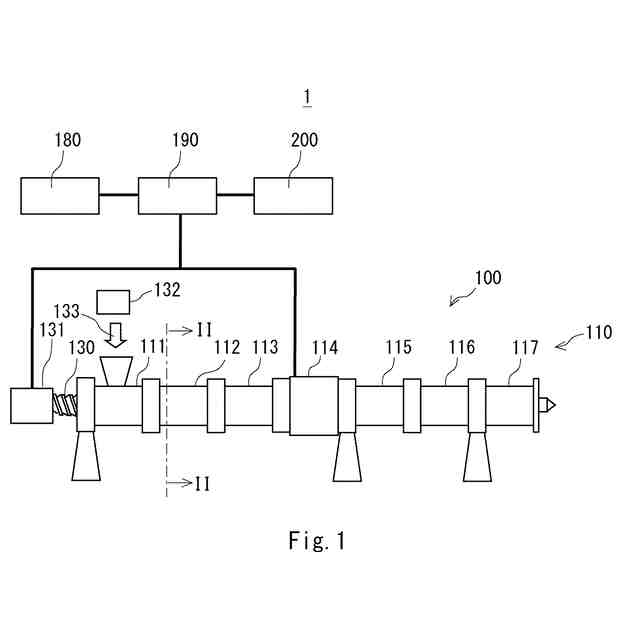
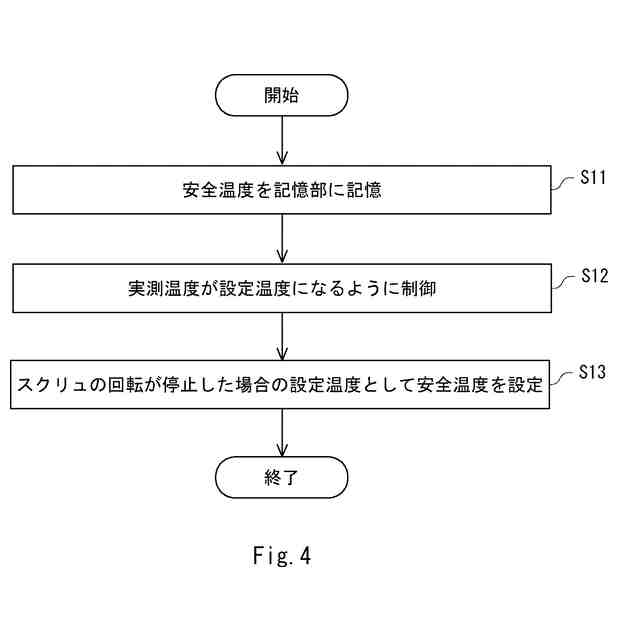
【解決手段】一実施の形態に係る押出機1は、所定の安全温度T1を記憶した記憶部180と、シリンダ100の実測温度PVが設定温度SVになるようにシリンダ100の加熱または加熱冷却を制御する制御部190と、を備え、制御部190は、シリンダ100の内部で材料133を回転させ、混練及び溶解により状態を変化させるスクリュ130の回転が停止した場合の設定温度SVとして安全温度T1を設定する。
【選択図】図1
特許請求の範囲
【請求項1】
所定の安全温度を記憶した記憶部と、
シリンダの実測温度が設定温度になるように前記シリンダの加熱又は加熱冷却を制御する制御部と、
を備え、
前記制御部は、前記シリンダの内部で材料を回転させ、混練及び溶解により状態を変化させるスクリュの回転が停止した場合及び前記シリンダへの前記材料の供給が停止した場合の少なくともいずれかの前記設定温度として前記安全温度を設定する、
を備えた押出機。
続きを表示(約 930 文字)
【請求項2】
前記記憶部は、前記スクリュの前記回転が停止する前であって、前記スクリュの前記回転を開始させた時の前記設定温度を前記安全温度として記憶する、
請求項1に記載の押出機。
【請求項3】
前記記憶部は、前記シリンダへの前記材料の前記供給が停止する前であって、前記シリンダへの前記材料の前記供給を開始させた時の前記設定温度を前記安全温度として記憶する、
請求項1に記載の押出機。
【請求項4】
前記記憶部は、予め設定した温度を、手動で前記安全温度として記憶する、
請求項1に記載の押出機。
【請求項5】
前記制御部は、前記スクリュの前記回転を開始させる前において、前記実測温度が前記設定温度に達した場合に前記スクリュの回転を開始させる、
請求項2に記載の押出機。
【請求項6】
前記制御部は、前記シリンダへの前記材料の前記供給を開始させる前において、前記実測温度が前記設定温度に達した場合に前記シリンダへの前記材料の前記供給を開始させる、
請求項3に記載の押出機。
【請求項7】
前記スクリュの回転中に前記設定温度を手動で、または、あらかじめ自動的に変化するように設定したシークエンスで前記安全温度と異なる変更温度に変更させる変更手段をさらに備えた、
請求項1に記載の押出機。
【請求項8】
前記変更温度は、前記材料の融点よりも低い温度であり、
前記安全温度は、前記材料の融点以上の温度である、
請求項7に記載の押出機。
【請求項9】
前記変更温度は、前記シリンダの運転開始時よりも低い温度であり、
前記安全温度は、前記材料の運転中よりも高い温度である、
請求項7に記載の押出機。
【請求項10】
前記変更温度は、前記材料の劣化または熱分解が発生する温度であり、
前記安全温度は、前記材料の劣化または熱分解が発生しない温度であって、前記変更温度よりも低い温度である、
請求項7に記載の押出機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、押出機に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、ヒータを備えた押出機が記載されている。特許文献1の押出機は、シリンダの実測温度が設定温度になるように加熱して樹脂等の材料を混練するとともに、押し出す。
【先行技術文献】
【特許文献】
【0003】
特開2006-181903号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
押出機のスクリュの回転を開始させた後に、シリンダの設定温度を下げることがある。例えば、材料のせん断発熱が加わることでシリンダの内部における材料の温度が上昇するため、シリンダの設定温度を材料の融点以下に下げる場合がある。設定温度を融点以下に下げた状態で、スクリュの回転を停止させた場合に、スクリュを再度回転させる時の材料の温度を上げることを忘れ、材料の温度が融点以下に低下している場合がある。そうすると、スクリュを回転させようとした場合、スクリュが未溶融の樹脂等によりロックされ、押出機の故障につながるリスクが有る。
【0005】
その他の課題と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
【課題を解決するための手段】
【0006】
一実施の形態にかかる押出機は、所定の安全温度を記憶した記憶部と、シリンダの実測温度が設定温度になるように前記シリンダの加熱又は加熱冷却を制御する制御部と、を備え、前記制御部は、前記シリンダの内部で材料を回転させ、混練及び溶解により状態を変化させるスクリュの回転が停止した場合及び前記シリンダへの前記材料の供給が停止した場合の少なくともいずれかの前記設定温度として前記安全温度を設定する。
【発明の効果】
【0007】
前記一実施の形態によれば、故障の発生を抑制することができる押出機を提供することができる。
【図面の簡単な説明】
【0008】
実施形態1に係る押出機を例示した全体外形図である。
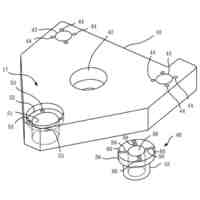
実施形態1に係る押出機において、シリンダブロックの断面図であり、図1のII-II線の断面を示す。
比較例に係る押出機の制御方法において、設定温度及び実測温度を例示したグラフであり、横軸は時間を示し、縦軸は、温度を示す。
実施形態1に係る押出機の制御方法を例示したフローチャート図である。
実施形態1の別の例に係る押出機の制御方法を例示したフローチャート図である。
実施形態1の別の例に係る押出機の制御方法において、設定温度及び実測温度を例示したグラフであり、横軸は時間を示し、縦軸は、温度を示す。
【発明を実施するための形態】
【0009】
説明の明確化のため、以下の記載及び図面は、適宜、省略、及び簡略化がなされている。また、各図面において、同一の要素には同一の符号が付されており、必要に応じて重複説明は省略されている。
【0010】
(実施形態1)
実施形態1に係る押出機を説明する。図1は、実施形態1に係る押出機を例示した全体外形図である。図2は、実施形態1に係る押出機において、シリンダブロックの断面図であり、図1のII-II線の断面を示す。以下、二軸押出機を例に説明するが押出機は単軸押出機であっても良いし、射出成形機であっても同等な効果が得られる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社日本製鋼所
竪型型締装置、および竪型射出成形機
25日前
株式会社日本製鋼所
断熱板、射出成形機、及び金型と断熱板の組
28日前
株式会社日本製鋼所
人工水晶の製造方法、人工水晶製造装置および人工水晶
28日前
株式会社日本製鋼所
車両用モジュールの製造方法、車両用モジュール、射出成形装置
14日前
株式会社日本製鋼所
樹脂搬送装置、射出成形システムおよび樹脂搬送方法
1か月前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
東レ株式会社
プリプレグテープ
12か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
8か月前
株式会社日本製鋼所
押出機
11か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
樹脂可塑化方法及び装置
8か月前
日機装株式会社
加圧システム
4か月前
株式会社カワタ
計量混合装置
3か月前
株式会社FTS
ロッド
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社シロハチ
真空チャンバ
10か月前
NOK株式会社
樹脂ゴム複合体
12日前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社漆原
シートの成形方法
3か月前
株式会社FTS
成形装置
8か月前
トヨタ自動車株式会社
射出装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社不二越
射出成形機
5か月前
株式会社日本製鋼所
押出成形装置
12か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
19日前
株式会社FTS
セパレータ
7か月前
株式会社コスメック
射出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
12か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ