TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025109384
公報種別
公開特許公報(A)
公開日
2025-07-25
出願番号
2024003236
出願日
2024-01-12
発明の名称
射出成形機
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/17 20060101AFI20250717BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】保守技術者による検査を効率的に実施することができる射出成形機を提供する。
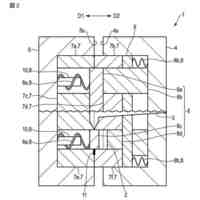
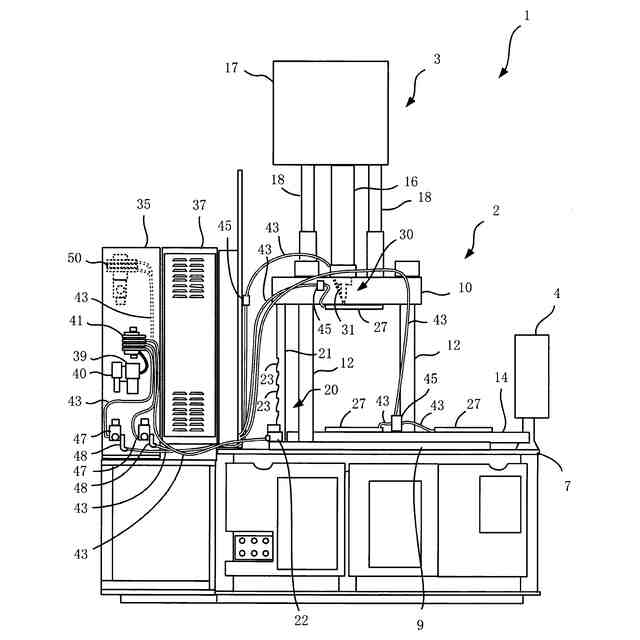
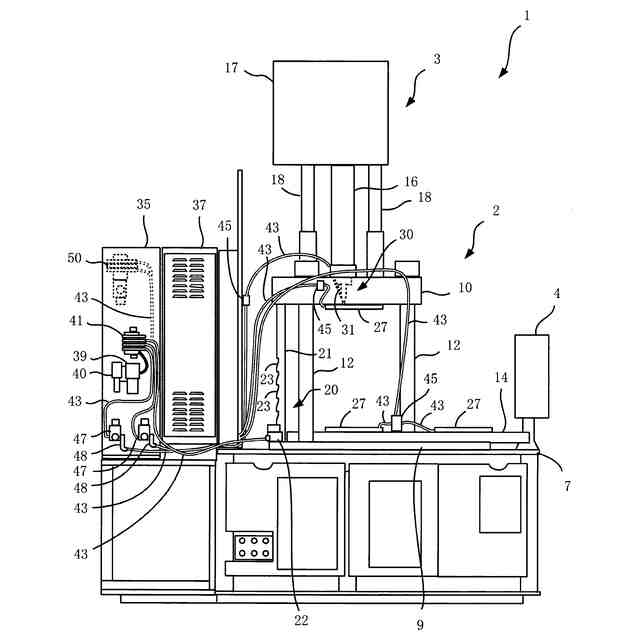
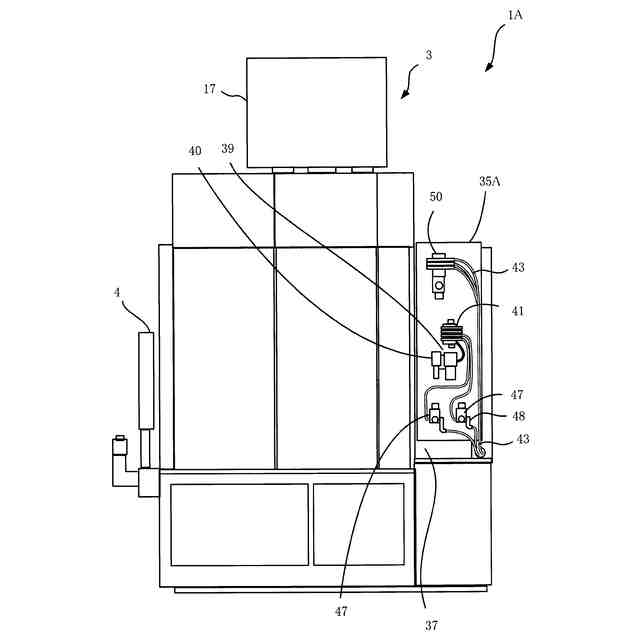
【解決手段】エア駆動装置(20、27、30)として、エア駆動のクランパ装置(27)、の型盤落下防止装置(20)、エア駆動のシャットオフノズル装置(30)、のいずれか2個以上を含む、複数個のエア駆動装置(20、27、30)を備えた射出成形機(1)を対象とする。本開示は、エア駆動装置(20、27、30)にエアを供給するエアバルブ(41、50)の少なくとも2個以上を、射出成形機における同一の箇所であるエア機器取付部(35)に設ける。
【選択図】図1
特許請求の範囲
【請求項1】
金型を型締する型締装置と、
射出材料を射出する射出装置と、
複数個のエア駆動装置と、を備え、
前記エア駆動装置は、前記型締装置に取り付けられて金型をクランプ/アンクランプするようになっているエア駆動のクランパ装置、前記型締装置の型盤の落下を防止するようになっているエア駆動の型盤落下防止装置、前記射出装置に設けられるようになっているエア駆動のシャットオフノズル装置、のいずれか2個以上を含み、
前記エア駆動装置にエアを供給するエアバルブの少なくとも2個以上が、同一の箇所であるエア機器取付部に設けられている、射出成形機。
続きを表示(約 720 文字)
【請求項2】
前記射出成形機は竪型射出成形機である、請求項1に記載の射出成形機。
【請求項3】
前記射出成形機はマスターバルブを備え、外部から供給されるエアが前記マスターバルブを介して前記エアバルブに供給されるようになっており、前記マスターバルブは前記エア機器取付部に設けられている、請求項1または2に記載の射出成形機。
【請求項4】
前記エアバルブが前記エア機器取付部に設けられている前記エア駆動装置については、レギュレータと残圧抜きバルブと流量調節弁が前記エア機器取付部に設けられている、請求項1または2に記載の射出成形機。
【請求項5】
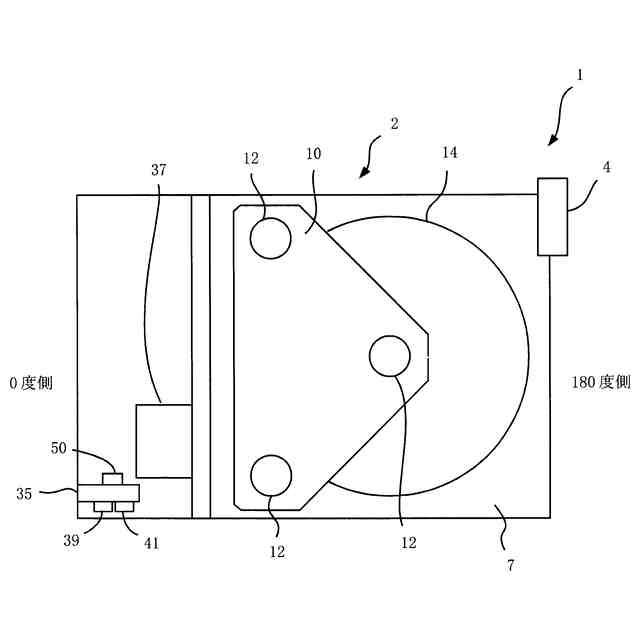
前記竪型射出成形機はコントローラを備え、前記コントローラが向いていると共に成形品を取り出す側を180度側、その反対側を0度側とするとき、前記エア機器取付部は0度側に設けられている、請求項2に記載の射出成形機。
【請求項6】
前記竪型射出成形機は、0度側に温調制御盤を含む筐体が配置されており、前記筐体の近傍に板状部材が縦方向に設けられ、該板状部材が前記エア機器取付部になっている、前記請求項5に記載の射出成形機。
【請求項7】
前記竪型射出成形機は、0度側にサーボアンプ、電源装置が入れられている電源関係筐体が設けられ、前記板状部材は前記電源関係筐体の開閉の際に妨げにならない位置に配置されている、前記請求項6に記載の射出成形機。
【請求項8】
前記竪型射出成形機は、0度側に温調制御盤を含む筐体が配置されており、前記筐体の背面が前記エア機器取付部になっている、前記請求項5に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えばクランプ装置、シャットオフノズル装置等の、エアにより駆動されるエア駆動装置を備えた射出成形機に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
射出成形機は、例えば特許文献1に記載されているように、型締装置、射出装置、等から構成されている。射出成形機にはエアにより駆動されるエア駆動装置が複数個設けられていることが多い。例えば、エア駆動装置としてクランプ装置、シャットオフノズル装置をあげることができる。クランプ装置は、型締装置の型番に金型をクランプ/アンクランプする装置であり、シャットオフノズル装置は、射出装置の射出ノズルにおいて射出流路を閉鎖したり開放したりする装置になっている。これらのエア駆動装置にはそれぞれエアバルブが設けられ、エアバルブはコントローラにより制御されるようになっている。
【先行技術文献】
【特許文献】
【0003】
特開2020-006644号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
多くのエア駆動装置において、対応するエアバルブはエア駆動装置の近傍に設けられている。エア駆動装置の近傍にエアバルブを設けることにより、駆動対象と対応するエア機器とをまとめて管理することはできる。しかしながら、解決すべき課題も見受けられる。射出成形機は定期的に保守技術者により点検されているが、この点検作業が煩雑になるという課題である。エア機器を専門としている保守技術者は、複数個のエアバルブ、レギュレータ等について順次動作を確認するようにしている。しかしながら、射出成形機において複数のエアバルブが分散して配置されているので、保守技術者は移動しながらエアバルブの検査をしなければならない。つまり検査が煩雑になる。
【0005】
本開示において、保守技術者による検査を効率的に実施することができる射出成形機を提供する。
【0006】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0007】
本開示は、金型を型締する型締装置と、射出材料を射出する射出装置と、複数個のエア駆動装置と、を備えた射出成形機を対象とする。エア駆動装置は、金型をクランプ/アンクランプするエア駆動のクランパ装置、型締装置の型盤の落下を防止するエア駆動の型盤落下防止装置、エア駆動のシャットオフノズル装置、のいずれか2個以上を含むものとする。本開示は、エア駆動装置にエアを供給するエアバルブの少なくとも2個以上を、射出成形機における同一の箇所であるエア機器取付部に設けるように構成する。
【発明の効果】
【0008】
本開示は、射出成形機において保守技術者が効率的に検査することができる。
【図面の簡単な説明】
【0009】
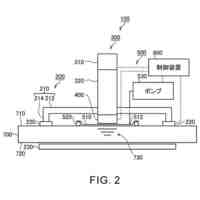
本実施の形態に係る竪型射出成形機の側面図である。
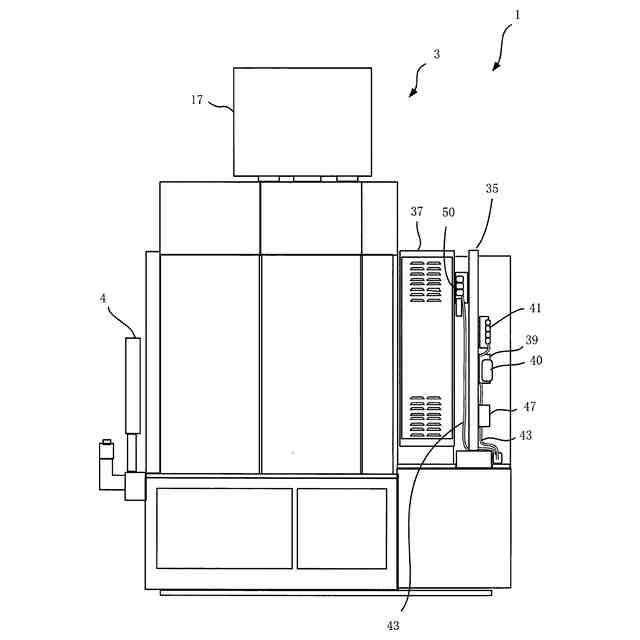
本実施の形態に係る竪型射出成形機の背面図である。
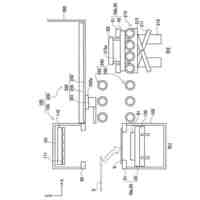
本実施の形態に係る竪型射出成形機の上面図である。
比較例に係る竪型射出成形機の側面図である。
本実施の形態の変形例に係る竪型射出成形機の背面図である。
【発明を実施するための形態】
【0010】
以下、具体的な実施の形態について、図面を参照しながら詳細に説明する。ただし、以下の実施の形態に限定される訳ではない。説明を明確にするため、以下の記載及び図面は、適宜簡略化されている。各図面において、同一の要素には同一の符号が付されており、必要に応じて重複説明は省略されている。また、図面が煩雑にならないように、ハッチングが省略されている部分がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東芝
金型構造
3日前
株式会社IHI
修復装置および修復方法
3日前
株式会社浅野研究所
熱成形装置
3日前
I-PEX株式会社
情報処理装置、樹脂封止装置、情報処理方法、および情報処理プログラム
3日前
他の特許を見る

 特許ウォッチ
特許ウォッチ