TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025105241
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223661
出願日
2023-12-28
発明の名称
脱揮用押出機
出願人
株式会社日本製鋼所
代理人
弁理士法人筒井国際特許事務所
主分類
B29B
7/48 20060101AFI20250703BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂組成物中に残留している揮発成分を十分に除去する。
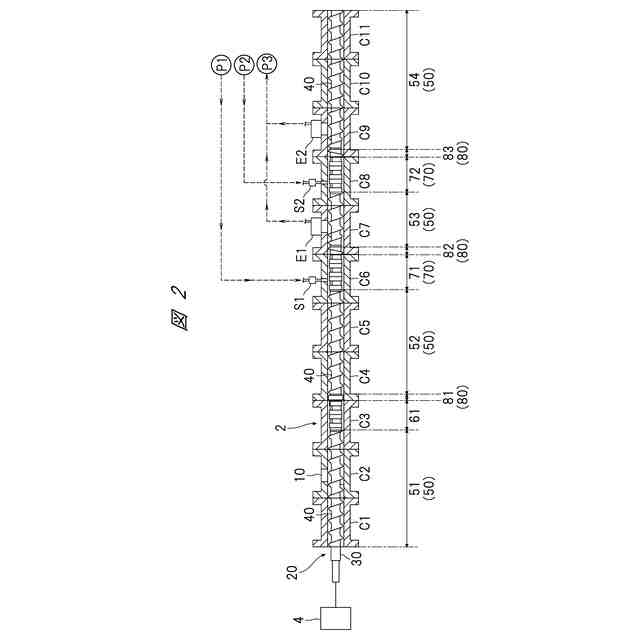
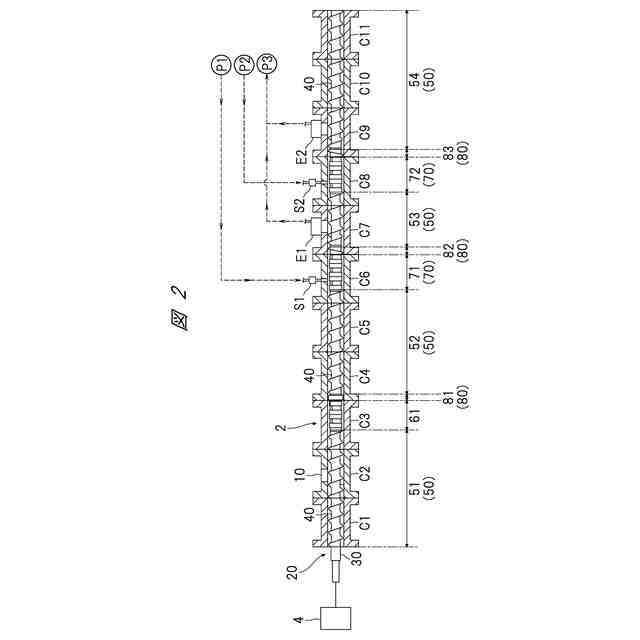
【解決手段】一実施の形態に係る脱揮用押出機は、シリンダ2と、シリンダ2内に配置されたスクリュ20とを有する。スクリュ20は、順螺旋構造を有する搬送部52,53を含む。スクリュ20は、搬送部52と搬送部53との間であって、シリンダ2に設けられている供給ポートS1よりも下流側に、逆螺旋構造を有する抵抗部82をさらに含んでいる。
【選択図】図2
特許請求の範囲
【請求項1】
以下を含む、脱揮用押出機:
樹脂原料を投入するための投入口、該投入口より下流に設けられた、脱揮助剤を供給するための供給ポートおよび前記樹脂原料から生ずる揮発成分を排気するための排気ポートを有するシリンダ;および、
前記シリンダ内に配置された、第1の螺旋構造を有する上流側搬送部および下流側搬送部を含むスクリュ、
ここで、
前記スクリュは、前記上流側搬送部と前記下流側搬送部との間であって、前記供給ポートよりも下流側に、前記第1の螺旋構造とは逆の第2の螺旋構造を有する抵抗部をさらに含む。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の脱揮用押出機において、
前記抵抗部は、前記供給ポートよりも下流側であって、かつ、前記排気ポートよりも上流側に設けられている、脱揮用押出機。
【請求項3】
請求項1に記載の脱揮用押出機において、
前記スクリュは、前記上流側搬送部と前記下流側搬送部との間に設けられた脱揮助剤分散混練部をさらに含み、
前記供給ポートは、前記脱揮助剤分散混練部の上流側の端部と下流側の端部との間に位置している、脱揮用押出機。
【請求項4】
請求項1に記載の脱揮用押出機であって、
前記スクリュは、
前記上流側搬送部よりも上流側に設けられたシールリングと、
前記シールリングよりも上流側に設けられた混練部と、
前記混練部よりも上流側に設けられた搬送部と、をさらに含む、脱揮用押出機。
【請求項5】
請求項1に記載の脱揮用押出機であって、
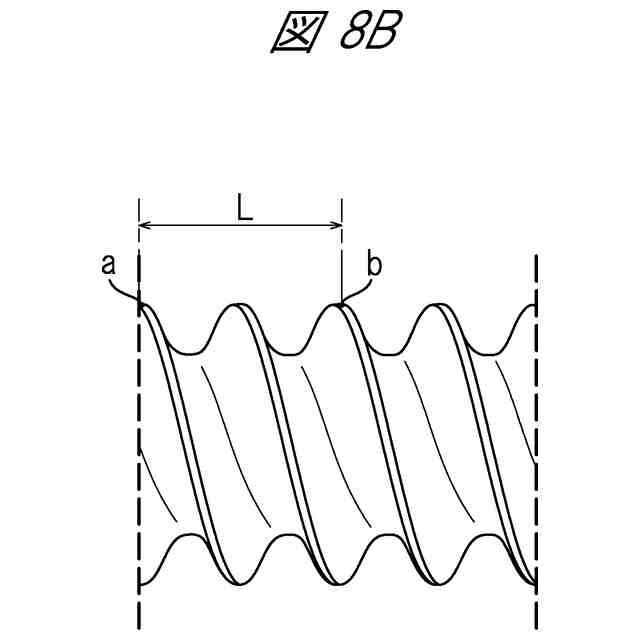
前記上流側搬送部,前記下流側搬送部および前記抵抗部は、螺旋状に延びるフライトを有し、
前記上流側搬送部および前記下流側搬送部が有する前記フライトと、前記抵抗部が有する前記フライトとは、同方向に回転したときに、互いに逆向きの搬送力を発生可能である、脱揮用押出機。
【請求項6】
請求項5に記載の脱揮用押出機であって、
前記抵抗部が有する前記フライトのリード長は、前記シリンダの内径の0.25倍以上1.50倍以下である、脱揮用押出機。
【請求項7】
請求項5に記載の脱揮用押出機であって、
前記抵抗部は、1条の前記フライトを有する、脱揮用押出機。
【請求項8】
請求項1に記載の脱揮用押出機であって、
2本の前記スクリュが、互いに平行に、かつ、噛み合って前記シリンダの内部に配置されている、脱揮用押出機。
【請求項9】
請求項1に記載の脱揮用押出機であって、
前記シリンダに、前記樹脂原料と添加剤とが供給され、
前記スクリュは、前記シリンダに供給された前記樹脂原料および前記添加剤を混練しながら上流側から下流側へ搬送し、
前記供給ポートには、前記脱揮助剤としての水が供給され、
前記抵抗部は、前記脱揮助剤が添加された前記樹脂原料および前記添加剤の下流側への移動を妨げる、脱揮用押出機。
【請求項10】
請求項9に記載の脱揮用押出機であって、
前記シリンダに、前記樹脂原料としてのポリマーと前記添加剤としてのフィラーとが供給される、脱揮用押出機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、脱揮用押出機に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
ポリマーを製造する重合プラントでは、溶媒に溶けているモノマーに触媒を添加してポリマー化する。このため、重合プラントで製造されたポリマーには、残留溶媒や残存モノマー等の揮発成分が含まれている。
【0003】
特許文献1は、ポリマーに含まれている揮発成分を除去する脱揮用押出機を開示している。特許文献1に開示されている脱揮用押出機は、ポリマーの搬送方向に沿って配置された搬送部,溶融混練部および脱揮部を有している。さらに、脱揮部は、脱揮助剤の供給口と、供給口の下流に配置されたシールリングとを備えている。
【先行技術文献】
【特許文献】
【0004】
特開2021-62552号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
樹脂組成物中に残留している揮発成分を十分に除去し、特性がより良好な樹脂組成物を製造することが望まれる。
【0006】
その他の課題と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
【課題を解決するための手段】
【0007】
一実施の形態によれば、脱揮用押出機は、樹脂原料に添加される脱揮助剤を供給するための供給ポートおよび樹脂原料から生ずる揮発成分を排気するための排気ポートを有するシリンダと、シリンダ内に配置されたスクリュとを有する。スクリュは、第1の螺旋構造を有する上流側搬送部および下流側搬送部を含む。スクリュは、上流側搬送部と下流側搬送部との間であって、供給ポートよりも下流側に、第1の螺旋構造とは逆の第2の螺旋構造を有する抵抗部をさらに含む。
【発明の効果】
【0008】
一実施の形態によれば、樹脂組成物中に残留している揮発成分を十分に除去し、特性がより良好な樹脂組成物を製造することができる。
【図面の簡単な説明】
【0009】
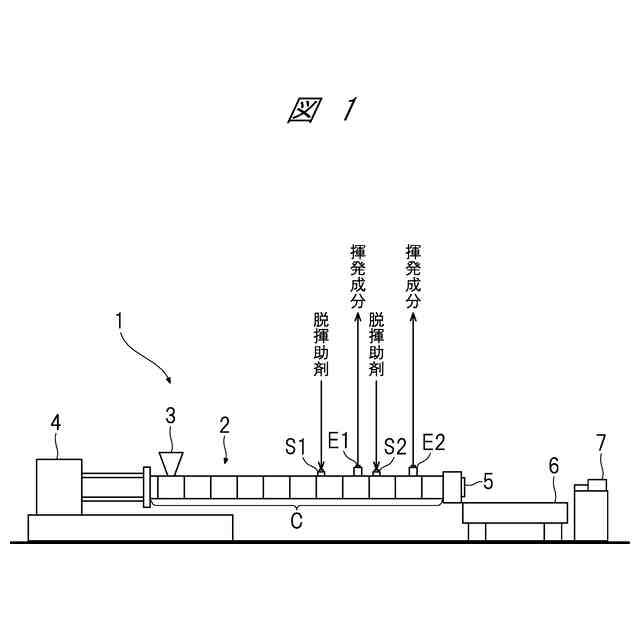
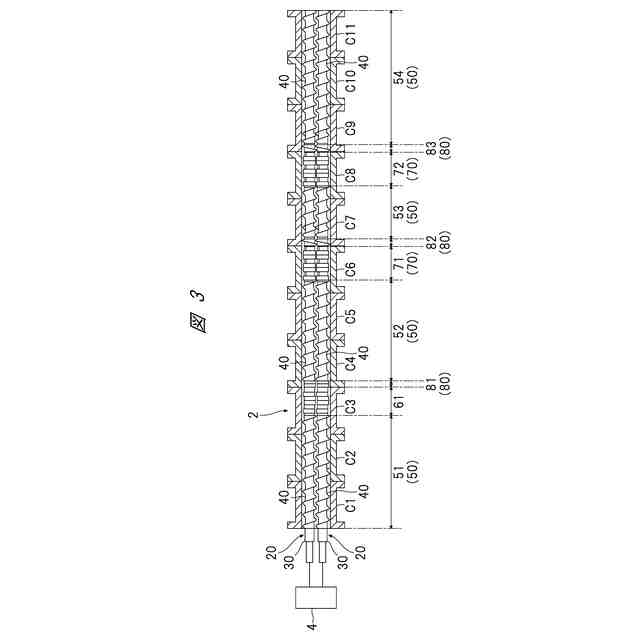
一実施の形態に係る脱揮用押出機の構成を示す模式図である。
一実施の形態に係るシリンダ及びシリンダの内部を示す縦断面図である。
一実施の形態に係るシリンダ及びシリンダの内部を示す横断面図である。
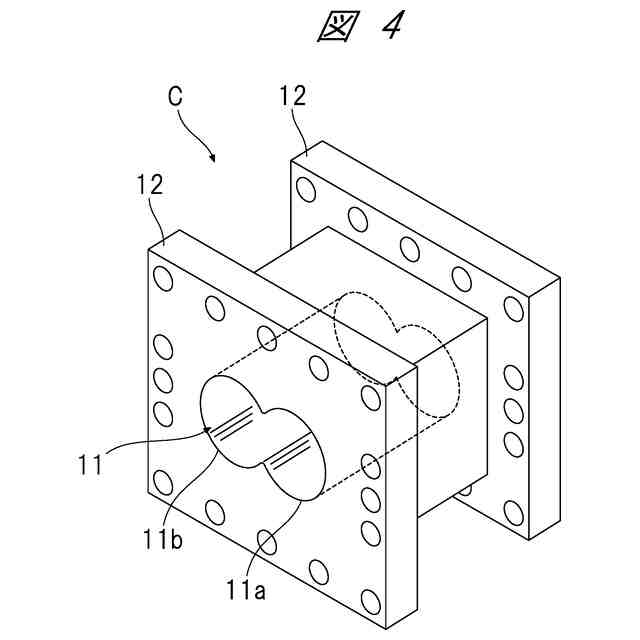
一実施の形態に係るシリンダブロックの1つを示す斜視図である。
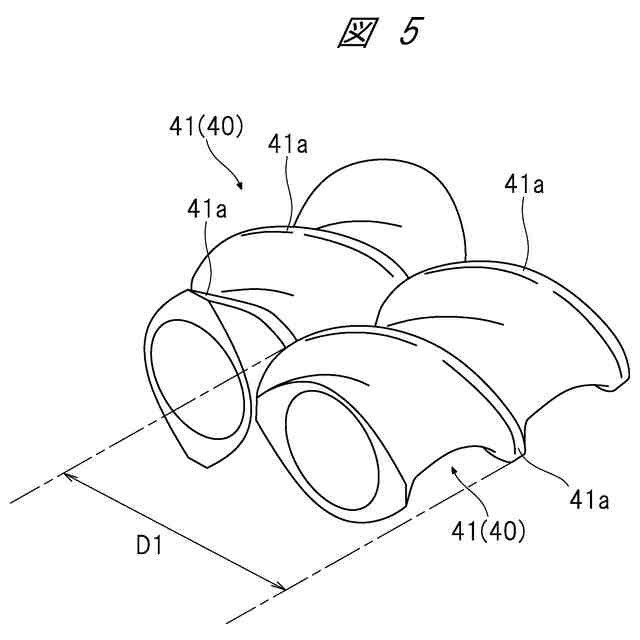
一実施の形態に係る搬送部を構成するセグメントを示す斜視図である。
一実施の形態に係る混練部および脱揮助剤分散混練部を構成するセグメントを示す斜視図である。
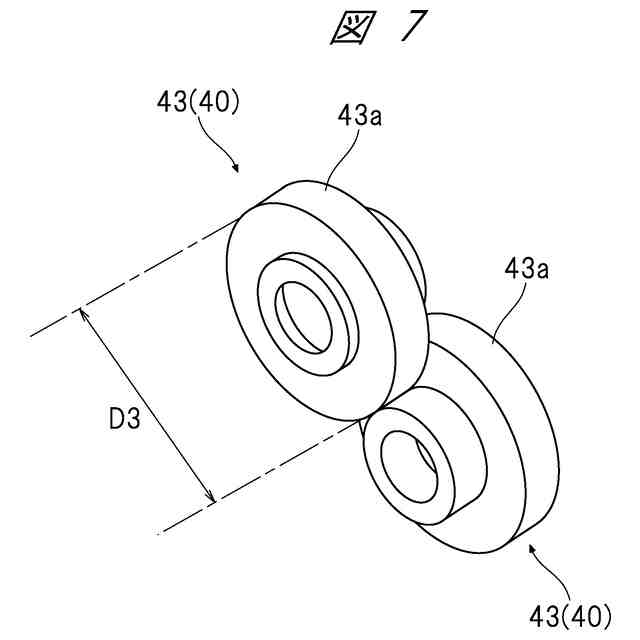
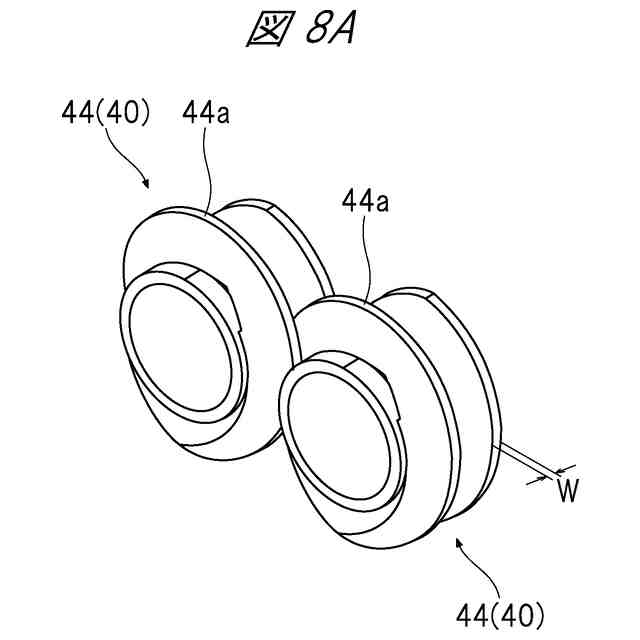
一実施の形態に係る抵抗部を構成するセグメントを示す斜視図である。
一実施の形態に係る他の抵抗部を構成するセグメントを示す斜視図である。
リード長の定義を明らかにするための説明図である。
比較試験の結果を示す表である。
比較試験の対象とした押出機のスクリュ回転数と樹脂圧との関係を示すグラフである。
比較試験の対象とした他の押出機のスクリュ回転数と樹脂圧との関係を示すグラフである。
【発明を実施するための形態】
【0010】
以下、一実施の形態について図面に基づいて詳細に説明する。なお、実施の形態を説明するための全図において、同一または実質的に同一の機能を有する部材や機器には同一の符号を付す。また、一度説明した部材や機器については、原則として繰り返しの説明は行わない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
射出成形機
1日前
株式会社日本製鋼所
脱揮用押出機
16日前
株式会社日本製鋼所
摩擦低減部材の摩耗判定方法、および産業機械
16日前
株式会社日本製鋼所
成形システム、成形品の成形システムの情報表示方法、成形装置
17日前
東レ株式会社
吹出しノズル
8か月前
CKD株式会社
型用台車
7か月前
東レ株式会社
プリプレグテープ
10か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
フィルムの製造方法
17日前
東レ株式会社
フィルムの製造方法
23日前
東レ株式会社
フィルムの製造方法
4か月前
個人
射出ミキシングノズル
9か月前
株式会社日本製鋼所
押出機
9か月前
グンゼ株式会社
ピン
7か月前
個人
樹脂可塑化方法及び装置
6か月前
株式会社FTS
ロッド
6か月前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
東レ株式会社
フィルムの製造方法。
3日前
株式会社シロハチ
真空チャンバ
9か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
株式会社リコー
シート剥離装置
11か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社FTS
成形装置
7か月前
株式会社漆原
シートの成形方法
2か月前
トヨタ自動車株式会社
射出装置
4か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社コスメック
射出成形装置
1か月前
株式会社リコー
画像形成システム
7か月前
株式会社FTS
セパレータ
5か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社不二越
射出成形機
3か月前
株式会社日本製鋼所
押出成形装置
10か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社不二越
射出成形機
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ