TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025080402
公報種別
公開特許公報(A)
公開日
2025-05-26
出願番号
2023193512
出願日
2023-11-14
発明の名称
シートの成形方法
出願人
株式会社漆原
代理人
個人
主分類
B29C
43/58 20060101AFI20250519BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】非溶融繊維からなる織物と、熱可塑性樹脂とから構成される複合シートを含むシートを成形する場合に、成形品のコーナー部への皺の発生を抑制でき、織物が有する織組織の意匠性を損なわずに、カバン類、ケース類、カバー類等のほぼ直角に近い角の曲面を有する成形品の曲面強度を確保しつつ成形することが可能な成形方法を提供する。
【解決手段】
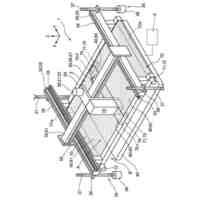
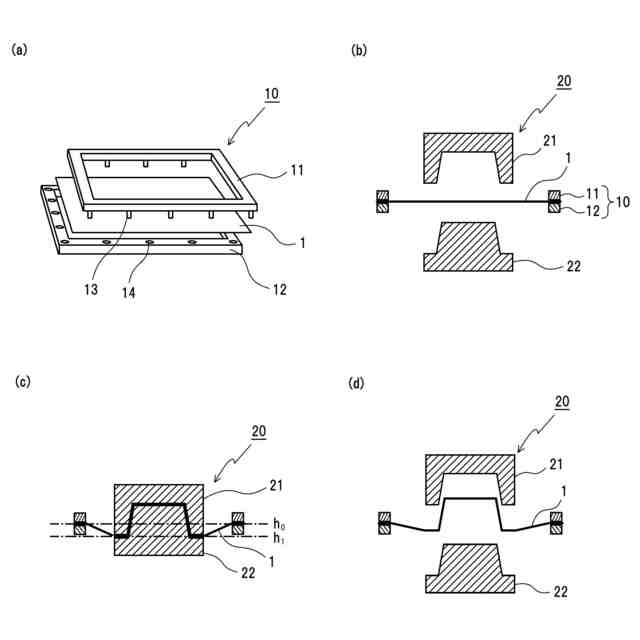
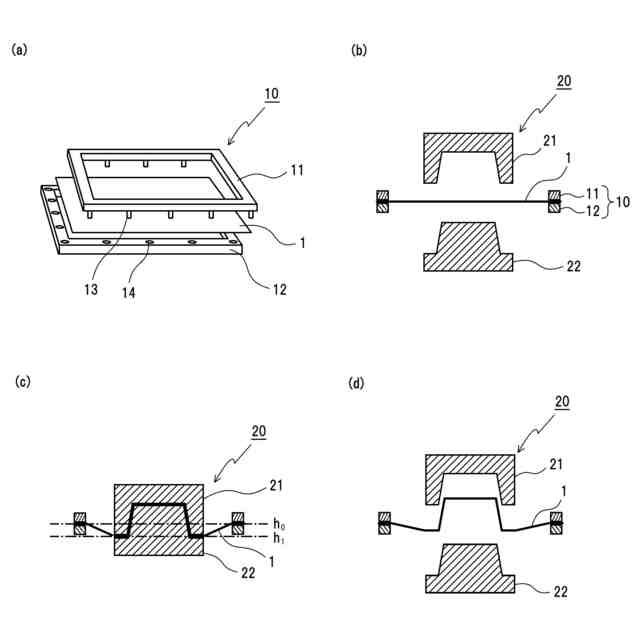
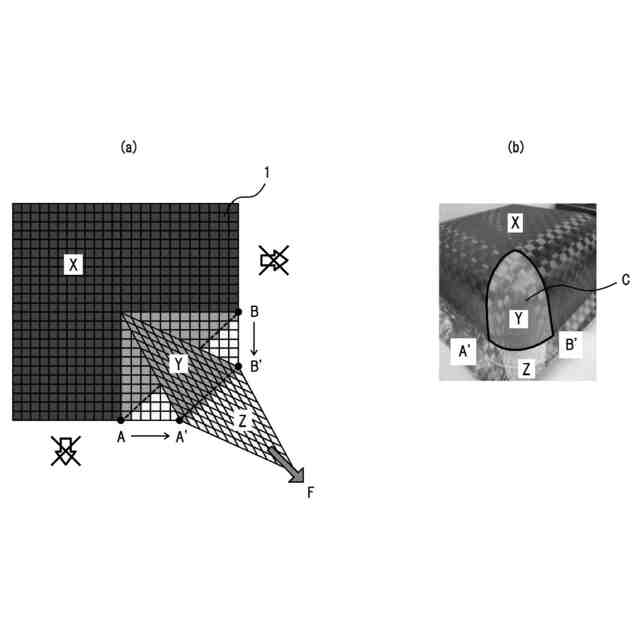
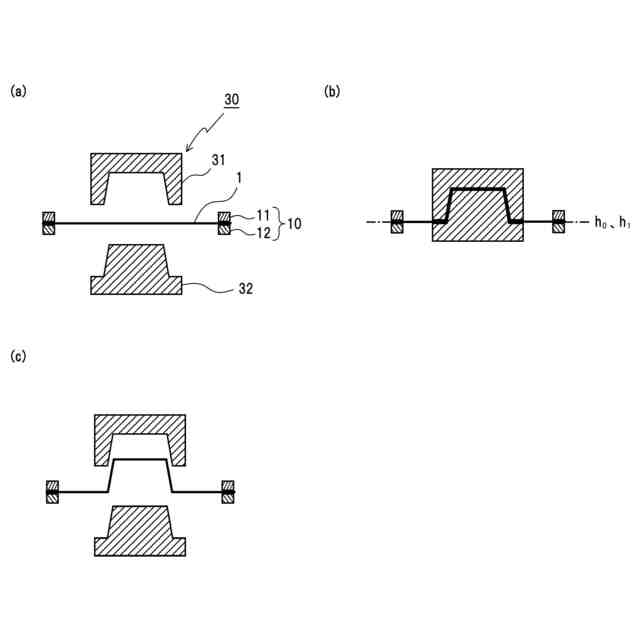
雌雄嵌合型の成形用金型を用いるシートの成形方法であって、雄型及び雌型の間に配置したシートを、該シートを構成する熱可塑性樹脂のビカット軟化点以上かつ融点未満の温度に加熱した後、前記シートの加熱時の配置位置よりも低い位置で雄型と雌型を嵌合させることにより、シートの四つ角に斜め方向の張力を付加することを特徴とするシートの成形方法。
【選択図】図1
特許請求の範囲
【請求項1】
雌雄嵌合型の成形用金型を用いるシートの成形方法であって、
雄型及び雌型の間の空間に配置したシートを、該シートを構成する熱可塑性樹脂のビカット軟化点以上かつ融点未満の温度に加熱した後、
前記シートの加熱時の配置位置よりも低い位置で雄型と雌型を嵌合させることにより、シートの四つ角に斜め方向の張力を付加することを特徴とするシートの成形方法。
続きを表示(約 720 文字)
【請求項2】
成形用金型の雄型と雌型の嵌合位置により、前記張力の調節を可能にした、請求項1に記載のシートの成形方法。
【請求項3】
前記成形方法が、両面真空成形である、請求項1に記載のシートの成形方法。
【請求項4】
前記シートが、非溶融繊維からなる織物と熱可塑性樹脂とから構成される複合シートを含む成形用シートである、請求項1に記載のシートの成形方法。
【請求項5】
前記シートが、非溶融繊維からなるロービングヤーン、チョップドストランド又は不織布と、熱可塑性樹脂とから構成される複合シートを含む成形用シートである、請求項1に記載のシートの成形方法。
【請求項6】
前記熱可塑性樹脂が、アクリル系樹脂、ポリオレフィン系樹脂、ポリアセタール樹脂、ポリアミド樹脂及び変性ポリオレフィン系樹脂からなる群より選ばれた少なくとも1種である、請求項4又は5に記載のシートの成形方法。
【請求項7】
前記熱可塑性樹脂が、前記複合シートの全体積に対して40体積%~90体積%含まれている、請求項4又は5に記載のシートの成形方法。
【請求項8】
前記非溶融繊維からなる織物の目付が、30g/m
2
~500g/m
2
である、請求項4に記載のシートの成形方法。
【請求項9】
前記非溶融繊維からなる織物の打込み数が、1.74本~12本/25.4mmである、請求項4に記載のシートの成形方法。
【請求項10】
前記非溶融繊維が、炭素繊維又はガラス繊維である、請求項4又は5に記載のシートの成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、雄型及び雌型を有する雌雄嵌合型の成形用金型を用いるシートの成形方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
織物と樹脂とから構成される複合シートの成形方法として、フラットヤーン織布と熱可塑性樹脂とから構成される複合シートを、雌雄嵌合型の成形用金型を用いて両面真空成形する方法が開示されている(特許文献1)。
【0003】
特許文献1に開示されているフラットヤーン織布は、ポリエチレン、ポリプロピレン、ポリエチレンとポリプロピレンの混用樹脂等のポリオレフィン系ポリマー等から構成されるフラットヤーンを、平織、綾織、朱子織、絡み織、変化組織等に織成したものである。そして、前記フラットヤーン織布の両面に、フラットヤーンよりも融点が低い熱可塑性樹脂層を配したフラットヤーンラミネートシートを、加熱した雌雄嵌合型の成形用金型の間に配置し、雌型、雄型の順番でフラットヤーンラミネートシートに接触させ、両面真空成形するものである(特許文献1の請求項1、実施例等)。
【0004】
しかしながら、非溶融繊維からなる織物等と熱可塑性樹脂から構成される複合シートを用いた場合、上記フラットヤーンラミネートシートのように成形用金型内の熱でシートが軟化する場合とは異なり、非溶融繊維が熱で軟化しないため、同様の方法で成形した場合にコーナー部に皺が発生する問題が生じる。
【0005】
成形品の皺寄りを改善する方法として、シート材料の走行方向とそれに直交する幅方向の辺(シート平面に対して上下方向及び左右方向の辺)をクランプ装置で把持した状態で、熱成形または真空成形する装置が開示されている(特許文献2)。
【0006】
特許文献2に開示されている装置は、シート材料の走行方向の辺の数ヶ所、及び、幅方向の辺の数ヶ所を把持するクランプ装置が設けられている。そして、加熱炉内で所定温度に加熱して軟化させたシート材料を、前記クランプ装置で把持したまま、成形上型の動きと同調させながら降下させて成形することで、最後までシート材料に適度のテンションが加わり、複雑な形状であっても皺のない製品が成形できるとしている(特許文献2の[0008]等)。
【0007】
しかしながら、特許文献2は、熱で軟化する熱可塑性シート材料に用いる成形装置であって、熱によって軟化したり、伸縮したりしない繊維を含むシート材料の成形装置ではない。そのため、非溶融繊維からなる織物等を含むシートに適用した場合、依然としてコーナー部の皺の発生を改善できない問題があった。
【先行技術文献】
【特許文献】
【0008】
特開2017-196893号公報
特許第4470190号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記の問題点に鑑みてなされたものであり、非溶融繊維からなる織物と、熱可塑性樹脂とから構成される複合シートを含むシートを成形する場合に、成形品のコーナー部への皺の発生を抑制でき、織物が有する織組織の意匠性を損なわずに、カバン類、ケース類、カバー類等のほぼ直角に近い角の曲面を有する成形品の曲面強度を確保しつつ成形することが可能な成形方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、前記課題を解決するために鋭意検討を重ねた結果、上記課題を解決するに至った。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社漆原
シートの成形方法
5か月前
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
10か月前
シーメット株式会社
光造形装置
10か月前
東レ株式会社
フィルムの製造方法
7か月前
東レ株式会社
フィルムの製造方法
4か月前
グンゼ株式会社
ピン
11か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社エフピコ
賦形シート
4日前
東レ株式会社
フィルムの製造方法。
3か月前
東レ株式会社
複合成形体の製造方法
26日前
個人
樹脂可塑化方法及び装置
9か月前
株式会社カワタ
計量混合装置
5か月前
株式会社FTS
ロッド
9か月前
日機装株式会社
加圧システム
6か月前
東レ株式会社
樹脂フィルムの製造方法
5か月前
NOK株式会社
樹脂ゴム複合体
2か月前
株式会社漆原
シートの成形方法
5か月前
株式会社FTS
成形装置
10か月前
トヨタ自動車株式会社
射出装置
8か月前
株式会社不二越
射出成形機
5か月前
株式会社FTS
セパレータ
9か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
7か月前
株式会社神戸製鋼所
混練機
8か月前
東レ株式会社
炭素繊維シートの製造方法
6か月前
株式会社不二越
射出成形機
7か月前
株式会社コスメック
射出成形装置
5か月前
株式会社リコー
画像形成システム
11か月前
株式会社不二越
射出成形機
7か月前
日東工業株式会社
インサート成形機
11か月前
東レ株式会社
溶融押出装置および押出方法
10か月前
トヨタ自動車株式会社
真空成形装置
6か月前
ダイハツ工業株式会社
3Dプリンタ
18日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ