TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024167512
公報種別
公開特許公報(A)
公開日
2024-12-04
出願番号
2023083633
出願日
2023-05-22
発明の名称
インサート成形機
出願人
日東工業株式会社
代理人
個人
主分類
B29C
45/42 20060101AFI20241127BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】大型化を抑制しつつ、トラバースユニットの仕事のバリエーションの幅を広げることができる、インサート成形機を提供する。
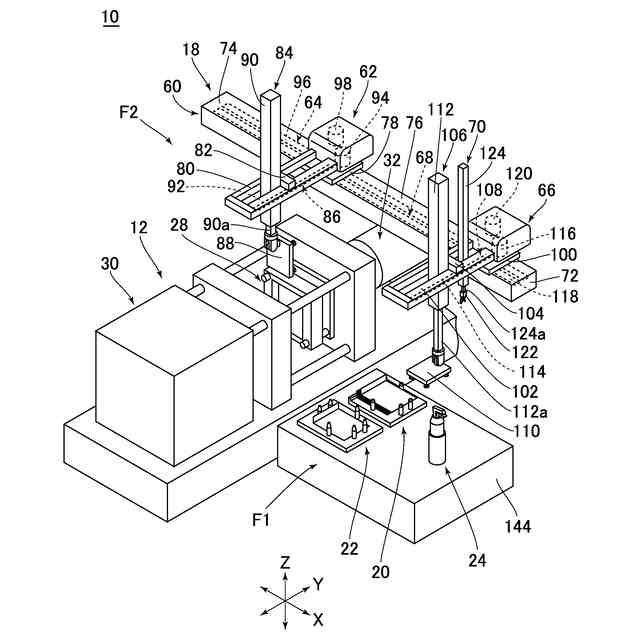
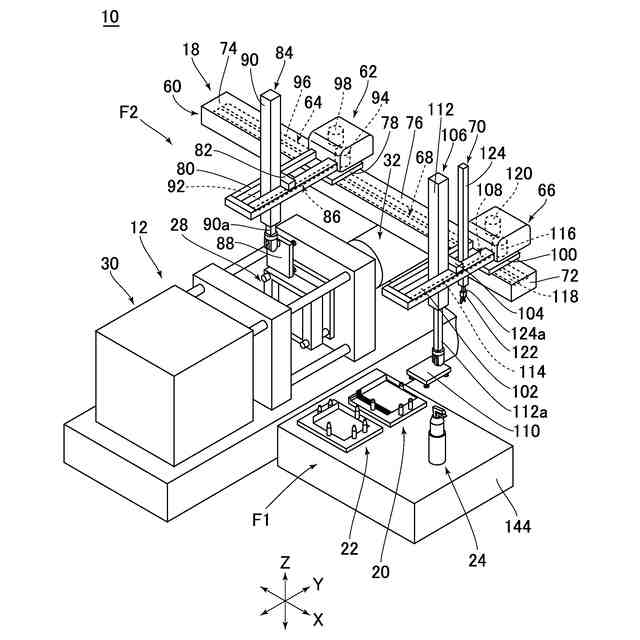
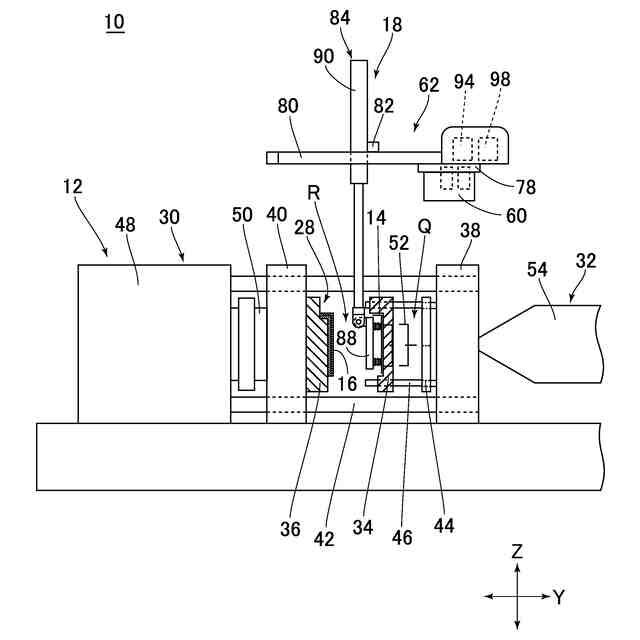
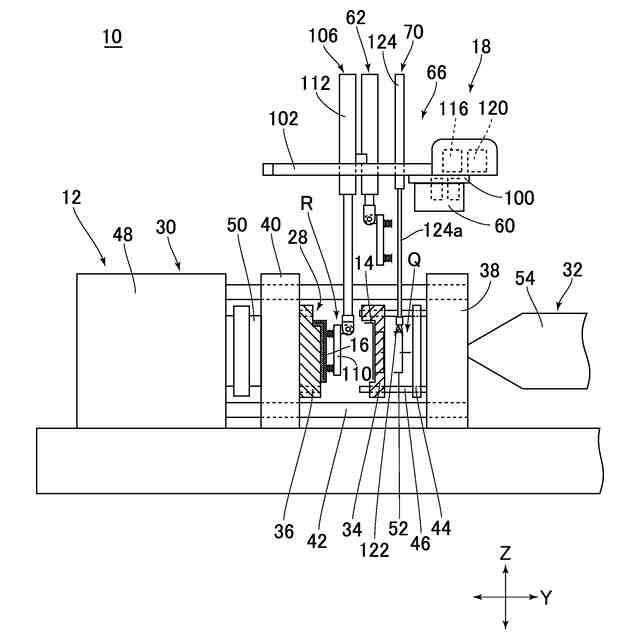
【解決手段】インサート成形機10は、射出成形機12とトラバースユニット18とを備える。トラバースユニット18は、金型装置28の開閉方向に対して平面視で直交する方向(X軸方向)に延びて設けられた1本の主搬送レール60と、主搬送レール60に取り付けられた第1搬送部62および第2搬送部66と、第1X軸方向駆動部64と、第2X軸方向駆動部68とを備える。第1搬送部62は、インサート品14または成形品16を離脱可能に把持する第1把持部88と、第1昇降部90とを有し、第1X軸方向駆動部64でX軸方向へ往復駆動される。第2搬送部66は、インサート品14または成形品16を離脱可能に把持する第2把持部110と、第2昇降部112とを有し、第2X軸方向駆動部68でX軸方向へ往復駆動される。
【選択図】図1
特許請求の範囲
【請求項1】
水平方向に開閉する第1金型および第2金型を有する金型装置を備える射出成形機と、
インサート品を前記射出成形機にセットするとともに、前記インサート品が埋め込まれた成形品を前記射出成形機から取り出すトラバースユニットとを備え、
前記第1金型および前記第2金型の開閉方向をY軸方向とし、鉛直方向をZ軸方向とし、Y軸方向およびZ軸方向に対して直交する方向をX軸方向としたとき、前記トラバースユニットは、
前記射出成形機の上方にX軸方向へ延びて設けられた1本の主搬送レールと、
前記主搬送レールに走行可能に取り付けられた第1搬送部と、
前記主搬送レールに走行可能に取り付けられた第2搬送部と、
前記第1搬送部をX軸方向へ往復駆動させる第1X軸方向駆動部と、
前記第2搬送部をX軸方向へ往復駆動させる第2X軸方向駆動部とを備え、
前記第1搬送部は、前記インサート品または前記成形品を離脱可能に把持する第1把持部と、前記第1把持部をZ軸方向へ移動させる第1昇降部とを有し、
前記第2搬送部は、前記インサート品または前記成形品を離脱可能に把持する第2把持部と、前記第2把持部をZ軸方向へ移動させる第2昇降部とを有する、インサート成形機。
続きを表示(約 1,600 文字)
【請求項2】
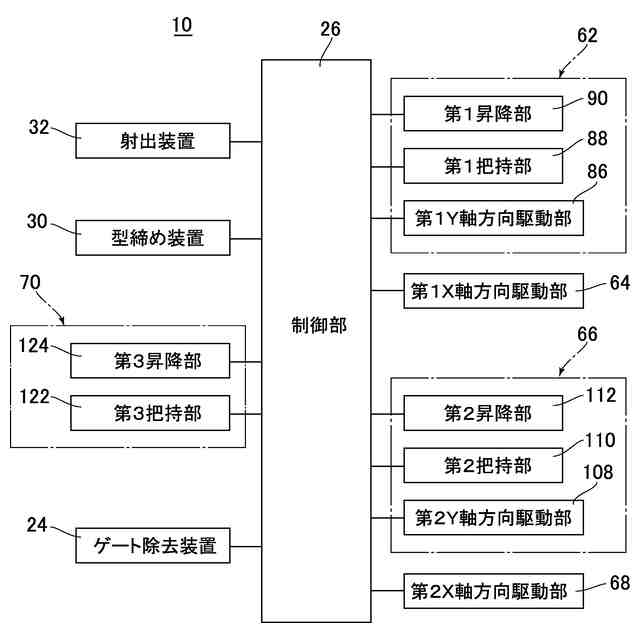
前記第1搬送部、前記第2搬送部、前記第1X軸方向駆動部および前記第2X軸方向駆動部を制御する制御部を備え、
前記制御部は、前記インサート品を前記射出成形機の内部へ搬送して前記第1金型または前記第2金型にセットするように前記第1搬送部および前記第1X軸方向駆動部の動作を制御するとともに、前記成形品を前記第1金型または前記第2金型から取り外して前記射出成形機の外部へ搬送するように前記第2搬送部および前記第2X軸方向駆動部の動作を制御する、請求項1に記載のインサート成形機。
【請求項3】
前記主搬送レールは、X軸方向における前記射出成形機の一方側に延びる第1レール部を有し、
前記制御部は、前記第1搬送部を前記第1レール部で往復駆動させるように前記第1X軸方向駆動部の動作を制御するとともに、前記第2搬送部を前記第1レール部で往復駆動させるように前記第2X軸方向駆動部の動作を制御する、請求項2に記載のインサート成形機。
【請求項4】
前記第1レール部において、前記第1搬送部は前記第2搬送部よりも前記射出成形機に近い側に設けられる、請求項3に記載のインサート成形機。
【請求項5】
前記主搬送レールは、X軸方向における前記射出成形機の他方側に延びる第2レール部を有し、
前記制御部は、前記第1レール部と前記第2レール部との間で前記第1搬送部を移動させるように前記第1X軸方向駆動部の動作を制御する、請求項4に記載のインサート成形機。
【請求項6】
前記制御部は、前記第1レール部と前記第2レール部との間で前記第2搬送部を移動させるように前記第2X軸方向駆動部の動作を制御する、請求項5に記載のインサート成形機。
【請求項7】
前記1搬送部は、
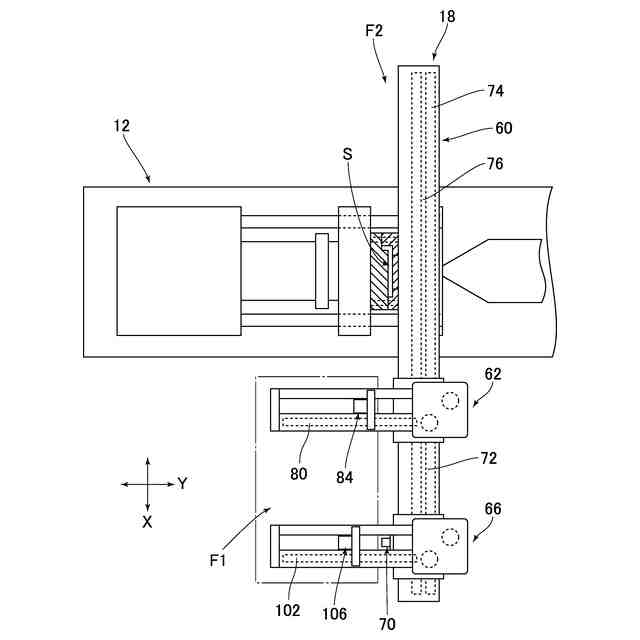
前記主搬送レールで下方から支持された第1走行台と、
前記第1走行台からY軸方向に延びて設けられた第1Y軸方向搬送レールと、
前記第1走行台に取り付けられた第1Y軸方向駆動モータを有し、前記第1昇降部を前記第1Y軸方向搬送レールに沿ってY軸方向へ往復駆動させる第1Y軸方向駆動部とを備える、請求項2ないし6のいずれか1項に記載のインサート成形機。
【請求項8】
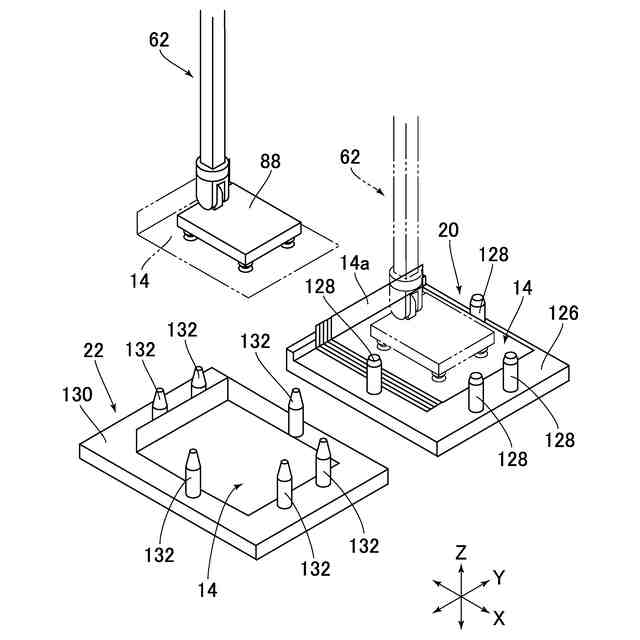
前記インサート品を前記射出成形機の外部で保持するスタック治具と、
前記インサート品を前記第1把持部に対して正確に位置決めする位置補正治具とを備え、
前記制御部は、前記スタック治具に載置された前記インサート品を前記第1把持部で把持して前記位置補正治具に移載するように前記第1搬送部の動作を制御し、続いて、前記位置補正治具に載置された前記インサート品を前記第1把持部で再び把持して前記第1金型または前記第2金型まで搬送するように前記第1搬送部および前記第1X軸方向駆動部の動作を制御する、請求項7に記載のインサート成形機。
【請求項9】
前記第2搬送部は、
前記主搬送レールで下方から支持された第2走行台と、
前記第2走行台からY軸方向に延びて設けられた第2Y軸方向搬送レールと、
前記第2走行台に取り付けられた第2Y軸方向駆動モータを有し、前記第2昇降部を前記第2Y軸方向搬送レールに沿ってY軸方向へ往復駆動させる第2Y軸方向駆動部とを備える、請求項2ないし6のいずれか1項に記載のインサート成形機。
【請求項10】
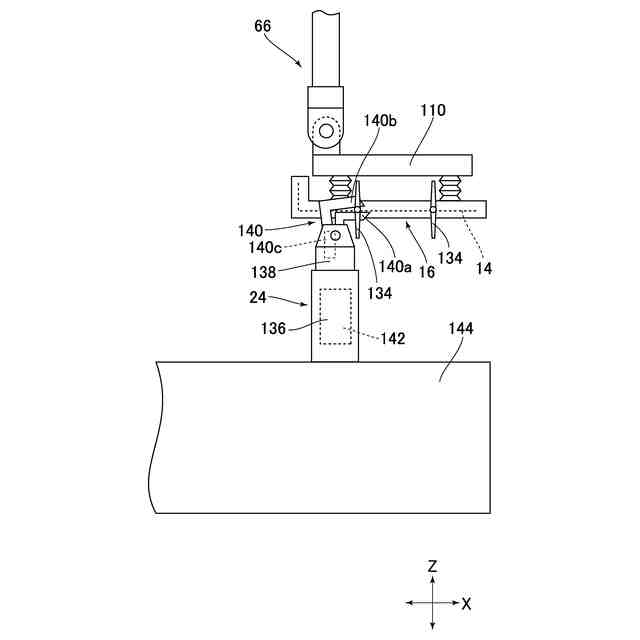
前記成形品に付着したゲートを切り離す切断刃を有するゲート除去装置を備え、
前記制御部は、前記第2把持部が把持した前記成形品の前記ゲートを前記切断刃に対して位置決めするように前記第2搬送部の動作を制御し、続いて、前記切断刃で前記ゲートを切断するように前記ゲート除去装置の動作を制御する、請求項9に記載のインサート成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機にインサート品をセットするとともに、射出成形機から成形品を取り出すトラバースユニットを備える、インサート成形機に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来のインサート成形機の一例が下記特許文献1に開示されている。このインサート成形機は、射出成形機と、トラバースロボットとを備えている。トラバースロボットは、射出成形機の上部に取り付けられたX軸レールと、X軸レールを移動するX軸移動台車と、X軸移動台車に取り付けられたY軸レールと、Y軸レールを移動するY軸移動台車とを有している。Y軸移動台車には、2つの昇降アームが取り付けられている。そして、一方の昇降アームの下端部には、成形品取出ハンドが取り付けられており、他方の昇降アームの下端部には、インサート金具ハンドが取り付けられている。
【0003】
特許文献1に開示されたインサート成形機では、トラバースロボットの1つのY軸移動台車に2つの昇降アームが取り付けられているので、Y軸レールが射出成形機の上方に位置するとき、2つの昇降アームは必ず射出成形機の上方に位置していた。したがって、成形品取出ハンドおよびインサート金具ハンドの一方が射出成形機の内部で仕事をしている間に、他方は射出成形機の外部で仕事をすることができず、仕事のバリエーションの幅が狭くなっていた。
【0004】
下記特許文献2に開示された製品取出機は、射出成形機の上部に取り付けられたY軸走行シャフトと、Y軸走行シャフトにY軸方向へ移動可能に取り付けられた2つのX軸走行フレームとを有している。2つのX軸走行フレームのそれぞれには、Z軸昇降部がX軸方向へ移動可能に取り付けられており、Z軸昇降部の下端部には、ワーク保持部が取り付けられている。
【0005】
特許文献2に開示された製品取出機を特許文献1に開示されたインサート成形機のトラバースロボットと置き換えたと仮定すると、一方のZ軸昇降部が射出成形機の上方に位置するとき、他方のZ軸昇降部は射出成形機の上方から外れて位置することができる。したがって、一方のワーク保持部(成形品取出ハンドまたはインサート金具ハンド)が射出成形機の内部で仕事をしている間に、他方のワーク保持部(インサート金具ハンドまたは成形品取出ハンド)は、射出成形機の外部で仕事をすることができる。しかしながら、この構成では、大型部品であるX軸走行フレームを2つ用いるため、インサート成形機が大型になるおそれがあった。
【先行技術文献】
【特許文献】
【0006】
実開平6-53119号公報
特開平4-33822号公報
【発明の概要】
【0007】
本発明は上記問題に対処するためになされたものであり、大型化することを抑制しつつ、トラバースユニットの仕事のバリエーションの幅を広げることができる、インサート成形機を提供することを目的とする。
【0008】
上記目的を達成するため、本発明に係るインサート成形機の特徴は、水平方向に開閉する第1金型および第2金型を有する金型装置を備える射出成形機と、インサート品を前記射出成形機にセットするとともに、前記インサート品が埋め込まれた成形品を前記射出成形機から取り出すトラバースユニットとを備え、前記第1金型および前記第2金型の開閉方向をY軸方向とし、鉛直方向をZ軸方向とし、Y軸方向およびZ軸方向に対して直交する方向をX軸方向としたとき、前記トラバースユニットは、前記射出成形機の上方にX軸方向へ延びて設けられた1本の主搬送レールと、前記主搬送レールに走行可能に取り付けられた第1搬送部と、前記主搬送レールに走行可能に取り付けられた第2搬送部と、前記第1搬送部をX軸方向へ往復駆動させる第1X軸方向駆動部と、前記第2搬送部をX軸方向へ往復駆動させる第2X軸方向駆動部とを備え、前記第1搬送部は、前記インサート品または前記成形品を離脱可能に把持する第1把持部と、前記第1把持部をZ軸方向へ移動させる第1昇降部とを有し、前記第2搬送部は、前記インサート品または前記成形品を離脱可能に把持する第2把持部と、前記第2把持部をZ軸方向へ移動させる第2昇降部とを有することにある。
【0009】
この構成によれば、X軸方向へ延びる1本の主搬送レールに第1搬送部および第2搬送部が走行可能に取り付けられているので、インサート成形機の小型化が可能になる。また、第1搬送部および第2搬送部の一方が射出成形機の内部で仕事を行っている間に、第1搬送部および第2搬送部の他方が射出成形機の外部で仕事を行うことができる。
【0010】
例えば、第1搬送部がインサート品を第1金型または第2金型にセットしている間に、第2搬送部が射出成形機の外部に設けられたゲート除去装置に対して成形品のゲートを位置決めできる。また、第1搬送部がインサート品を第1金型または第2金型にセットしている間に、第2搬送部が第1搬送部に対してインサート品を準備できる。さらに、第2搬送部がゲート除去装置に対して成形品のゲートを位置決めしている間に、第1搬送部がインサート品を第1金型または第2金型にセットするとともに、成形品を第1金型または第2金型から取り出すことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東工業株式会社
浸水検出構造
15日前
日東工業株式会社
車両用充電システム
1か月前
日東工業株式会社
電気電子機器収納用箱
13日前
日東工業株式会社
電気電子機器収納用箱
15日前
パナソニック株式会社
回路遮断器
28日前
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
10か月前
シーメット株式会社
光造形装置
10か月前
東レ株式会社
フィルムの製造方法
7か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
4か月前
個人
樹脂可塑化方法及び装置
9か月前
株式会社エフピコ
賦形シート
1日前
東レ株式会社
フィルムの製造方法。
3か月前
株式会社FTS
ロッド
9か月前
株式会社カワタ
計量混合装置
5か月前
東レ株式会社
複合成形体の製造方法
23日前
日機装株式会社
加圧システム
6か月前
トヨタ自動車株式会社
射出装置
8か月前
株式会社漆原
シートの成形方法
5か月前
NOK株式会社
樹脂ゴム複合体
2か月前
株式会社FTS
成形装置
10か月前
東レ株式会社
樹脂フィルムの製造方法
5か月前
株式会社神戸製鋼所
混練機
8か月前
株式会社不二越
射出成形機
5か月前
株式会社コスメック
射出成形装置
5か月前
株式会社リコー
画像形成システム
11か月前
株式会社不二越
射出成形機
7か月前
東レ株式会社
炭素繊維シートの製造方法
6か月前
株式会社不二越
射出成形機
2か月前
株式会社FTS
セパレータ
9か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ