TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025065610
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2023174915
出願日
2023-10-10
発明の名称
複数の孔を有する成形品
出願人
帝人株式会社
代理人
個人
主分類
B29C
43/58 20060101AFI20250415BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 従来の穴あけパンチング手法を用いて複合材料に孔を設けると、孔周辺に含まれる強化繊維が切断されてしまい、孔周辺の強度が低下する。
【解決手段】
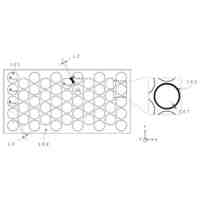
不連続な強化繊維と、樹脂とを含む成形品であって、
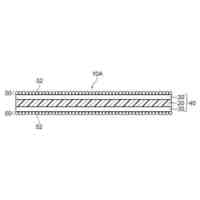
前記成形品は、複数の孔hと、ベース部とを備え、
ベース部は孔h
i=k
と孔h
i=k+1
に挟まれたブリッジ部を有し、
前記ブリッジ部には、ブリッジ部を挟む前記孔h
i=k
と前記孔h
i=k+1
とを接続するように、強化繊維が連続的に配置されている領域を有し、
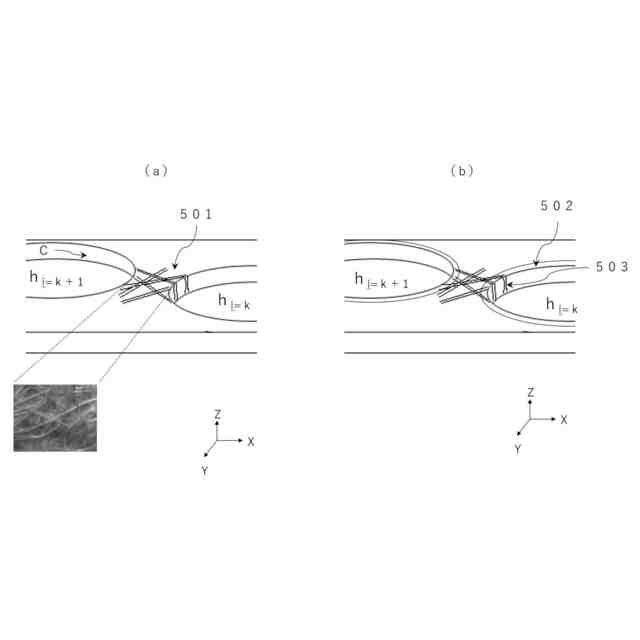
孔hの内壁周面Cに露出している強化繊維の断面を観察したときの面積割合Cfの値は、成形品全体に含まれる繊維体積割合Vfの値よりも小さい、
成形品。
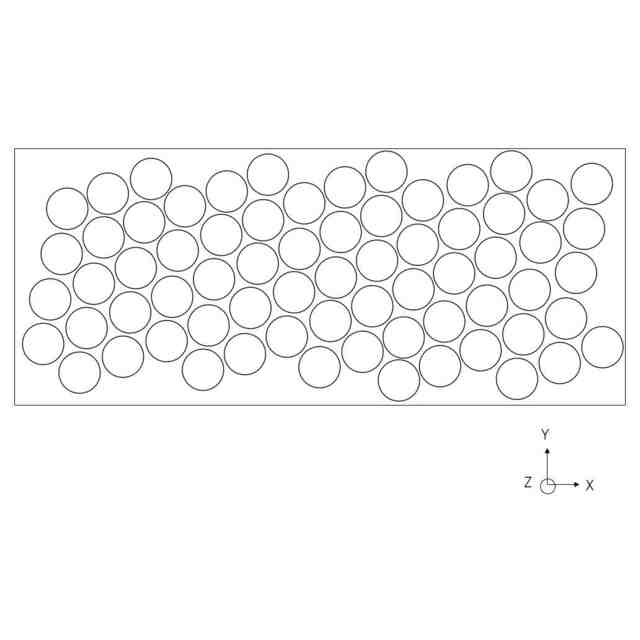
【選択図】図1
特許請求の範囲
【請求項1】
不連続な強化繊維と、樹脂とを含む成形品であって、
前記成形品は、複数の孔hと、ベース部とを備え、
ベース部は孔h
i=k
と孔h
i=k+1
に挟まれたブリッジ部を有し、
前記ブリッジ部には、ブリッジ部を挟む前記孔h
i=k
と前記孔h
i=k+1
とを接続するように、強化繊維が連続的に配置されている領域を有し、
孔hの内壁周面Cに露出している強化繊維の断面を観察したときの面積割合Cfの値は、成形品全体に含まれる繊維体積割合Vfの値よりも小さい、
成形品。
続きを表示(約 910 文字)
【請求項2】
ベース部は、孔hの周縁沿った周縁部を備え、
周縁部において、前記ブリッジ部を挟む前記孔h
i=k
と前記孔h
i=k+1
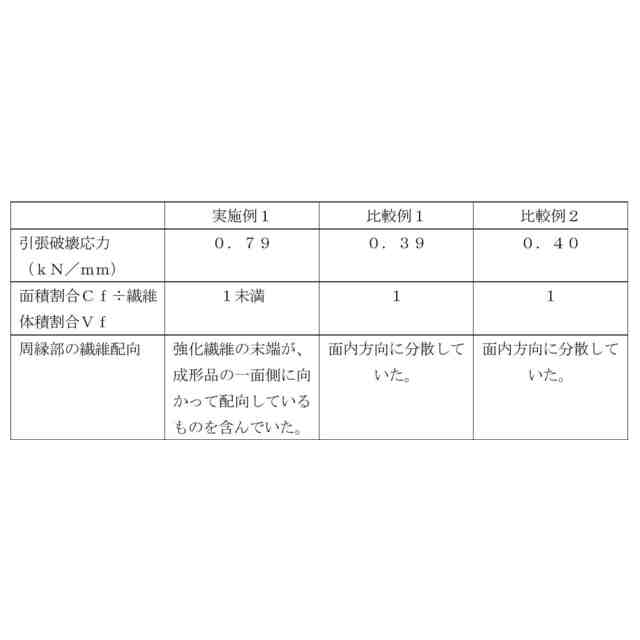
を接続するように配置された強化繊維の末端が、成形品の一面側に向かって配向しているものを含む、
請求項1に記載の成形品。
【請求項3】
前記周縁部は突起部を有し、突起部は成形品の一面側に突起している、
請求項1又は2のいずれか1項に記載の成形品。
【請求項4】
前記ベース部の平均厚みt1と、前記突起部の平均厚みt2とが、t1×1.05≦t2である、請求項3に記載の成形品。
【請求項5】
前記ベース部における厚み方向の線膨張係数x1と、前記周縁部における厚み方向の線膨張係数x2とが、x1>x2である、請求項2乃至4のいずれか1項に記載の成形品。
【請求項6】
前記孔h
i=k
と前記孔h
i=k+1
との最短距離が3.0mm以上8.0mm以下である、請求項1乃至5のいずれか1項に記載の成形品。
【請求項7】
成形品の引張破壊応力は等方性を示す、請求項1乃至6のいずれか1項に記載の成形品。
【請求項8】
強化繊維の重量平均繊維長Lwが1mm以上100mm以下であって、
成形品は、前記ブリッジ部の橋幅の最短幅よりも長い強化繊維を含み、
樹脂は熱可塑性樹脂である、
請求項1乃至7のいずれか1項に記載の成形品。
【請求項9】
S2>S1である、請求項1乃至8のいずれか1項に記載の成形品。
S1:ベース部の投影面積
S2:下記式(A)で示される孔h
i=k
の投影面積Siの総和
JPEG
2025065610000005.jpg
8
93
【請求項10】
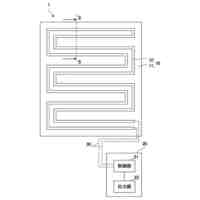
孔hの配置が蜂の巣配置である、請求項1乃至9のいずれか1項に記載の成形品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の孔を有する成形品、およびその製造方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
成形品に孔を設ける場合、プレス機を用いたパンチングマシンやドリルなどにより穴が開けられる。孔の形や大きさは多種多様であり、一般的には規則正しい間隔で開けられることが多い。
【0003】
特許文献1では、切断刃の形状が閉ループ構造であっても、効率よく切断体を製造する方法、およびその製造装置が提供されている。連続して複合材料を切断しても、切断刃の位置精度を高いまま維持することができ、形状が閉ループ構造の切断刃を用いても、切断小片を円滑に排出でき、連続して複合材料を切断し、切断体を製造することができることが記載されている。
【0004】
特許文献2では、一枚の板に複数の穴開け加工されて作られるパンチング板の製造方法が記載されている。パンチング孔の裏側の表面にバリが発生せず、表側と裏側が同様の光沢となるようなパンチング孔が提案されている。
【0005】
特許文献3では、ボス部に圧入された軸の堅固な圧入状態を良好に維持できるプレス加工品が提供されている。平板状の素材におけるボス部に対応する部分に、孔部と、該孔部の周縁に突出する突出部とを有する一次ボスを形成する一次ボス形成工程と、突出部を突出長さ方向に押圧変形させて前記ボス部を形成するボス部形成工程とを備えている。
【0006】
特許文献4では、強化繊維を含有する樹脂からなる複数の基材が積層されることにより構成されている樹脂構造体において、層間剥離の発生を抑制することを目的に、締結貫通部周辺の繊維配向角を調整している。
【先行技術文献】
【特許文献】
【0007】
国際公開第2017/110596号
特開2019-202363号公報
特開2006-7253号公報
特開2020-203436号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に記載の切断装置では、トムソン刃を用いて押切で孔をあけているため、複合材料を押し広げて孔を設けている。このため、孔と孔との最短距離を短くするのが難しい。孔と孔との最短距離を短くし、かつ複数の孔を設けた成形品を製造しようとすると、孔の内面にクラックが入って孔強度を低下し、更には複合材料が割れてしまう恐れがある。
【0009】
特許文献2に記載の発明では、パンチング板には連続繊維が含まれている。そのため、複数の孔をパンチング板に設けた際、引張方向によっては極端に機械的強度が弱くなってしまう。
【0010】
特許文献3には圧延鋼板を素材としてボス部を有する形状にプレス成形される検討がなされているが、強化繊維と樹脂を含む複合材料を用いた検討は全くされていない。また、孔周辺部に突出部が設けられているが、この突出部はボスを設けるためのものであり、孔の大きさが小さすぎる。より大きな孔を、強化繊維と樹脂を含む複合材料を用いた検討は全くなされていない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
帝人株式会社
衝撃吸収構造体
2か月前
帝人株式会社
複数の孔を有する成形品
1か月前
帝人株式会社
ゲル組成物及びその製造方法
1か月前
帝人株式会社
高視認性難燃布帛および繊維製品
1か月前
帝人株式会社
ポリカーボネート樹脂および光学部材
1か月前
帝人株式会社
熱可塑性樹脂及びそれを含む光学部材
3か月前
帝人株式会社
ポリオレフィン微多孔膜及びエアフィルタ
2か月前
学校法人大阪医科薬科大学
耐久性試験装置
25日前
帝人株式会社
ポリカーボネート樹脂組成物およびその成形品
3か月前
帝人株式会社
ポリカーボネート樹脂組成物およびその成形品
3か月前
帝人株式会社
ポリエチレン微多孔膜、及び、医療用デバイス
1か月前
帝人株式会社
非水系二次電池用セパレータ及び非水系二次電池
2か月前
帝人株式会社
非水系二次電池用セパレータ及び非水系二次電池
1か月前
帝人株式会社
非水系二次電池用セパレータ及び非水系二次電池
1か月前
帝人株式会社
ポリカーボネート樹脂およびそれからなる成形品
1か月前
帝人株式会社
ポリカーボネート樹脂および該樹脂を用いた光学部材
3か月前
帝人株式会社
ポリカーボネート樹脂および該樹脂を用いた光学部材
3か月前
帝人株式会社
ポリエチレン微多孔膜、巻回体及び巻回体の製造方法
1か月前
帝人株式会社
変形検出機構、移動体および変形検出機構の製造方法
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれからなる成形品
2か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれからなる成形品
3か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれからなる成形品
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれよりなる成形品
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれよりなる成形品
2か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれよりなる成形品
2か月前
帝人株式会社
エポキシ樹脂組成物、プリプレグ、及び繊維強化複合材料
1か月前
帝人株式会社
熱可塑性樹脂組成物の製造方法およびそれからなる成形品
1か月前
帝人株式会社
蒸着成形品用ポリカーボネート樹脂組成物および蒸着成形品
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれを成形してなる成形品
16日前
帝人株式会社
ポリカーボネート樹脂組成物およびそれを成形してなる成形品
1か月前
帝人株式会社
難燃性ポリカーボネート樹脂組成物およびそれよりなる成形品
2か月前
帝人株式会社
多孔膜捲回体、フィルター用基材、及びカートリッジフィルター
1か月前
帝人株式会社
多孔膜捲回体、フィルター用基材、及びカートリッジフィルター
1か月前
帝人株式会社
折り曲げ加工によって第一部材と、第二部材とが組み合わされた接合部材
9日前
帝人株式会社
リチウム二次電池、リチウム二次電池用セパレータ、及び負極の多孔質化の抑制方法
14日前
帝人株式会社
熱硬化性プリプレグ及びその製造方法
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ