TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025074092
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2025024696,2023200308
出願日
2025-02-19,2020-03-23
発明の名称
熱成形用シート、加飾シートおよびこれらを用いた成形体
出願人
帝人株式会社
代理人
個人
主分類
B32B
27/36 20060101AFI20250502BHJP(積層体)
要約
【課題】成形性と硬度を両立させた熱成形用シートを提供する。
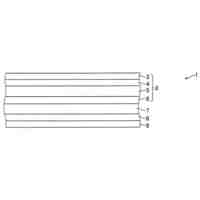
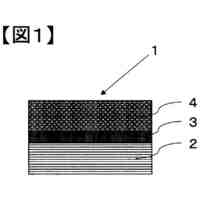
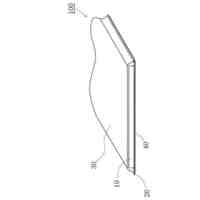
【解決手段】ポリカーボネート系樹脂を含む層(A層)、アクリル系樹脂を含む層(B層)、アクリレート系活性エネルギー線硬化性樹脂組成物(組成物C)の未硬化物から形成された層(C層)の少なくとも三層をこの順に積層してなり、さらにC層の上に、C層から剥離可能である保護フィルムを設けてなり、C層を未硬化のまま熱成形に供する熱成形用シートであり、前記ポリカーボネート系樹脂は、ビスフェノール成分の50モル%以上がビスフェノールAおよび/またはビスフェノールCであり、粘度平均分子量が20,000~32,000であり、ガラス転移温度(Tg)が100℃以上145℃以下である熱成形用シート。
【選択図】なし
特許請求の範囲
【請求項1】
ポリカーボネート系樹脂を含む層(A層)、アクリル系樹脂を含む層(B層)、アクリレート系活性エネルギー線硬化性樹脂組成物(組成物C)の未硬化物から形成された層(C層)の少なくとも三層をこの順に積層してなり、さらにC層の上に、C層から剥離可能である保護フィルムを設けてなり、C層を未硬化のまま熱成形に供する熱成形用シートであり、前記ポリカーボネート系樹脂は、ビスフェノール成分の50モル%以上がビスフェノールAおよび/またはビスフェノールCであり、粘度平均分子量が20,000~32,000であり、ガラス転移温度(Tg)が100℃以上145℃以下である熱成形用シート。
続きを表示(約 690 文字)
【請求項2】
前記A層は、ポリエステル系熱可塑性エラストマーを含有し、該ポリエステル系熱可塑性エラストマーは、ポリブチレンテレフタレート単位からなるハードセグメントと、芳香族ジカルボン酸および脂肪族ジカルボン酸をジカルボン酸成分とし、炭素数5~15のジオールをジオール成分とするポリエステル単位からなるソフトセグメントとから構成されることを特徴とする請求項1に記載の熱成形用シート。
【請求項3】
前記A層は、ポリカーボネート系樹脂100重量部に対し、請求項2に記載のポリエステル系熱可塑性エラストマーを1~20重量部含有する請求項2に記載の熱成形用シート。
【請求項4】
前記B層は実質的にゴム粒子を含まない請求項1~3のいずれかに記載の熱成形用シート。
【請求項5】
前記C層は、アクリレート系活性エネルギー線硬化性樹脂組成物(組成物C)の未硬化物100重量部に対して、ヒンダードアミン系化合物を1~5重量部含有する請求項1~4のいずれかに記載の熱成形用シート。
【請求項6】
前記C層に活性エネルギー線を照射し、硬化させることによって得られた硬化層表面の鉛筆硬度がH以上である請求項1~5のいずれかに記載の熱成形用シート。
【請求項7】
前記成形用シートの総厚みが0.05mm以上3mm以下の範囲にある請求項1~6のいずれかに記載の熱成形用シート。
【請求項8】
請求項1~7のいずれかに記載の熱成形用シートのA層のB層およびC層側と反対側に加飾層を形成した加飾シート。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形品の表面に耐薬品性、耐擦傷性および意匠を付与するために、意匠や機能を付与したシートを熱成形により樹脂成形品と一体化する手法に好適に用いられる熱成形用シートや加飾シートおよびこれらを用いた成形体に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
近年、自動車デザインの多様化や自動車の軽量化の要求から、自動車への樹脂製の成形部品の採用数が増加している。これら樹脂成形部品には、木目調、金属調などの意匠や、耐薬品性、耐擦傷性などの機能が求められ、意匠付与および機能付与の手法として、加飾シートなどの特定の意匠または機能を付与したシートを樹脂成形品と一体化させる手法が提案されている。具体例として下記2つの手法が例示できる。(1)シートを予め熱成形(真空成形、圧空成形等)にて特定形状とし、これを射出成形金型にセットし、溶融樹脂を射出して、射出成形体を形成すると同時に予備成形シートと一体化させる方法、(2)予め作製した樹脂成形品にシートを熱成形により被覆する方法(三次元表面加飾成形)。これら(1)、(2)の手法はどちらもシートの熱成形が必須であり、用いられる熱成形用シートは、耐薬品性と耐擦傷性を持たせるためにハードコート層を有し、基材シートには意匠層のアピアランスを阻害しないように透明性が求められるため、アクリル系樹脂やポリカーボネート系樹脂およびポリエステル系樹脂が用いられるのが一般的である。
【0003】
例えば特許文献1にはポリカーボネート樹脂層とゴム粒子を含有するアクリル樹脂層の積層シート上に紫外線硬化型ハードコート層を有する耐擦傷性シートの例が開示されているが、硬化が進行したハードコート層は三次元成形には追従できず、上記(1)および(2)の手法で成形しようとするとハードコート層が割れてしまう。
【0004】
上記の対策として、特許文献2には基材フィルム上に紫外線硬化型ハードコート層を形成した積層ハードコートフィルムにおいて、三次元成形前にハードコート層を弱い紫外線露光量で硬化させた後、三次元成形後に後露光を行うことで成型性と表面硬度の両立を図った、所謂二段硬化の例が開示されている。このような二段硬化は第一段階の硬化の状態によって成型性にバラつきが出たり、製品寿命が著しく悪化する懸念がある。
【0005】
(1)および(2)の手法で用いられる熱成形用シートにおいては、主に次のような特性が要求される。まず第1に成形性が必要とされる。つまり、3次元成形に追従する十分な伸長性と、伸ばされてもクラック等の外観不良が発生しないことが重要である。特に、成形時に高温予備加熱を行う場合には、加熱前は良好な伸長性を有していても、予備加熱により機能層の熱硬化が進行してしまい伸長性が大きく劣化する問題がある。第2に表面硬度(鉛筆硬度、耐擦傷性)が必要とされる。熱成形用シートは樹脂成形物と一体化する際、機能層を最表面に配置され、樹脂成形物の表面機能を必要がある。そのためには、高い表面硬度が必要とされるが、一般にハードコート層の硬さと伸長性とはトレードオフの関係にあり、両者の特性を両立させることが従来の課題となっていた。
【先行技術文献】
【特許文献】
【0006】
特許第5176749号公報
特開2012-210755号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、成形性と硬度を両立させた熱成形用シートや加飾シートおよびこれらを用いた成形体を提供することである。特に、樹脂成形品の表面に耐薬品性、耐擦傷性を付与するために、それらの機能を付与したシートを熱成形により樹脂成形品と一体化する手法に用いるのに好適な熱成形用シートや加飾シートおよびこれらを用いた成形体を提供することである。
【課題を解決するための手段】
【0008】
上記課題は特定のポリカーボネート系樹脂を含む層(A層)、アクリル系樹脂を含む層(B層)、アクリレート系活性エネルギー線硬化性樹脂組成物(組成物C)の未硬化物から形成された層(C層)の少なくとも三層を少なくともこの順に積層してなる熱成形用シートにより解決されることを見出した。
すなわち、本発明によれば、下記の構成が提供される。
【0009】
1.ポリカーボネート系樹脂を含む層(A層)、アクリル系樹脂を含む層(B層)、アクリレート系活性エネルギー線硬化性樹脂組成物(組成物C)の未硬化物から形成された層(C層)の少なくとも三層をこの順に積層してなる熱成形用シートであり、前記A層のガラス転移温度(Tg)が100℃以上145℃以下である熱成形用シート。
2.前記A層は、ポリエステル系熱可塑性エラストマーを含有し、該ポリエステル系熱可塑性エラストマーは、ポリブチレンテレフタレート単位からなるハードセグメントと、芳香族ジカルボン酸および脂肪族ジカルボン酸をジカルボン酸成分とし、炭素数5~15のジオールをジオール成分とするポリエステル単位からなるソフトセグメントとから構成されることを特徴とする前項1に記載の熱成形用シート。
3.前記A層は、ポリカーボネート系樹脂100重量部に対し、前項2に記載のポリエステル系熱可塑性エラストマーを1~20重量部含有する前項2に記載の熱成形用シート。
4.前記B層は実質的にゴム粒子を含まない前項1~3のいずれかに記載の熱成形用シート。
5.前記C層は、アクリレート系活性エネルギー線硬化性樹脂組成物(組成物C)の未硬化物100重量部に対して、ヒンダードアミン系化合物を1~5重量部含有する前項1~4のいずれかに記載の熱成形用シート。
6.前記C層に活性エネルギー線を照射し、硬化させることによって得られた硬化層表面の鉛筆硬度がH以上である前項1~5のいずれかに記載の熱成形用シート。
7.前記C層の上に保護フィルムを設けてなり、該保護フィルムは前記C層から剥離可能である前項1~6のいずれかに記載の熱成形用シート。
8.前記成形用シートの総厚みが0.05mm以上3mm以下の範囲にある前項1~7のいずれかに記載の熱成形用シート。
9.前項1~8のいずれかに記載の熱成形用シートのA層のB層およびC層側と反対側に加飾層を形成した加飾シート。
10.前項1~8に記載の熱成形用シートまたは前項9に記載の加飾シートを予め金型キャビティの形状に賦形後、金型内に配置し、樹脂材料の成形と同時に一体化させた成形体を作製し、しかる後、活性エネルギー線による後露光を行うことを特徴とする成形体の製造方法。
11.前項1~8に記載の熱成形用シートまたは前項9に記載の加飾シートを、金型キャビティ側に真空圧で貼り付けておき、樹脂材料の成形と同時に一体化させた成形体を作製し、しかる後、活性エネルギー線による後露光を行うことを特徴とする成形体の製造方法。
【発明の効果】
【0010】
本発明の熱成形用シートや加飾シートは、成形性と硬度を両立させた熱成形用シートや加飾シートであり、殊に樹脂成形品の表面に耐薬品性、耐擦傷性を付与するために、それらの機能を付与したシートを熱成形により樹脂成形品と一体化する手法に用いるのに好適な熱成形用シートや加飾シートであり、これらを用いた樹脂成形体は自動車内装材、電化製品、化粧品ケース、建材内装および外装品等に使用でき、その奏する工業的効果は格別である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
帝人株式会社
軽量ゴムおよびゴム成形体
14日前
帝人株式会社
繊維補強圧力容器及びその製造方法
6日前
帝人株式会社
コイルユニット、及びその製造方法
29日前
帝人株式会社
熱履歴を検知できる布帛および繊維製品
13日前
帝人株式会社
熱可塑性樹脂組成物およびそれよりなる成形品
15日前
帝人株式会社
パラ型全芳香族ポリアミド溶液及びその製造方法
1日前
帝人株式会社
ポリカーボネート樹脂および該樹脂を用いた光学部材
今日
帝人株式会社
ポリカーボネート樹脂および該樹脂を用いた光学部材
今日
帝人株式会社
ポリカーボネート樹脂組成物およびそれからなる成形品
今日
帝人株式会社
ポリカーボネート樹脂組成物およびそれからなる成形品
9日前
帝人株式会社
ポリカーボネート樹脂組成物フィルムおよび加飾フィルム
14日前
帝人株式会社
ポリエステル樹脂組成物およびそれを成形してなる成形品
23日前
帝人株式会社
リサイクル紡績糸の製造方法、および該紡績糸を含む繊維製品
23日前
帝人株式会社
ポリブチレンナフタレート樹脂組成物およびそれを成形してなる成形部材
6日前
東レ株式会社
積層体
2か月前
東レ株式会社
積層体
7か月前
東レ株式会社
積層構造体
6か月前
ユニチカ株式会社
積層体
5か月前
個人
箔転写シート
2か月前
個人
鋼材の塗膜構造
8日前
東レ株式会社
積層フィルム
4か月前
東レ株式会社
積層フィルム
6か月前
東レ株式会社
強化繊維基材
2か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
強化繊維基材
2か月前
東ソー株式会社
多層フィルム
5か月前
エスケー化研株式会社
積層体
6か月前
積水樹脂株式会社
磁性シート
4か月前
東ソー株式会社
多層フィルム
2か月前
大倉工業株式会社
多層フィルム
6か月前
三菱製紙株式会社
不織布積層体
4か月前
東ソー株式会社
蓋材用フィルム
8か月前
日本バイリーン株式会社
表皮材
1か月前
アイカ工業株式会社
光学積層体
3か月前
東レ株式会社
電子機器筐体用部材
6か月前
artience株式会社
積層体
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ