TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126112
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023034288
出願日
2023-03-07
発明の名称
プリプレグテープ
出願人
東レ株式会社
代理人
主分類
B29B
11/16 20060101AFI20240912BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
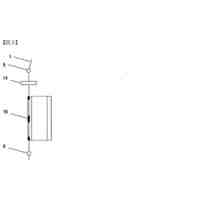
【課題】簡便な技術を用いつつ、接合部と非接合部の厚みが均一な、フラット接合したプリプレグテープを提供する。
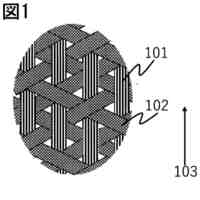
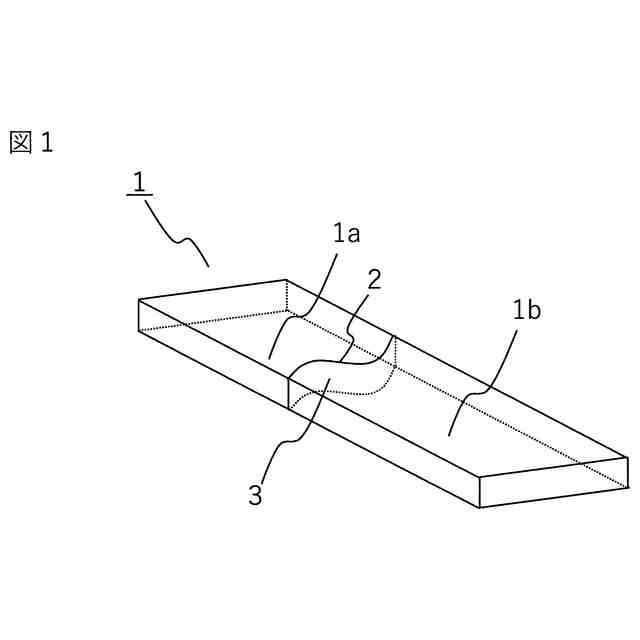
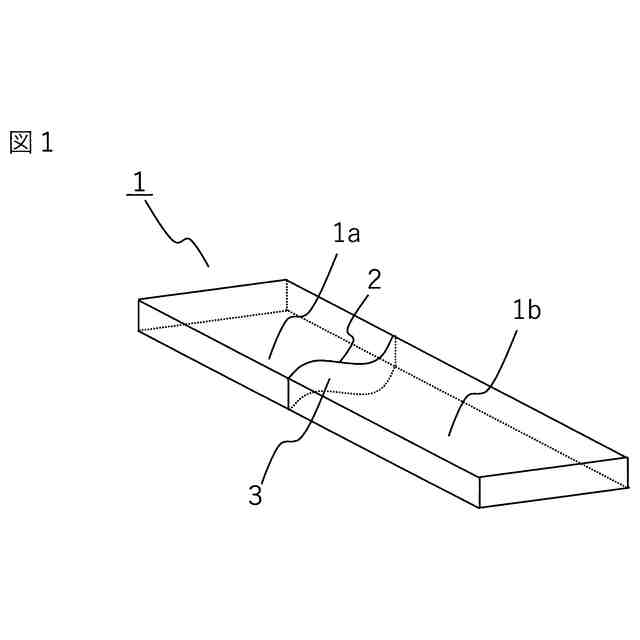
【解決手段】一方向に引き揃えられた連続強化繊維と熱可塑性樹脂を含むプリプレグテープであって、プリプレグテープに含まれる全ての連続強化繊維が切断された切断面を有し、前記切断面同士が接合されてなる接合部を、上面視した際に見られる切断線が、[1]1つ以上の屈曲点を有する、および[2](a)曲線で構成される切断線、または(b)2本以上の直線または曲線の組み合わせからなる切断線を有するプリプレグテープである。
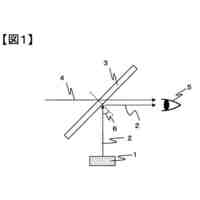
【選択図】図1
特許請求の範囲
【請求項1】
一方向に引き揃えられた連続強化繊維と熱可塑性樹脂を含むプリプレグテープであって、
プリプレグテープに含まれる全ての連続強化繊維が切断された切断面を有し、
前記切断面同士が接合されてなる接合部を上面視した際に見られる切断線が以下[1]および[2]の特徴を有するプリプレグテープ。
[1]1つ以上の屈曲点を有する
[2]下記(a)または(b)を満たす切断線を有する
(a)曲線で構成される切断線
(b)2本以上の直線または曲線の組み合わせからなる切断線
続きを表示(約 260 文字)
【請求項2】
前記連続強化繊維の配向方向に対する前記切断線の投影長さLが前記プリプレグテープ幅Bに対して4B≧L≧B/3となる請求項1に記載のプリプレグテープ。
【請求項3】
前記切断線の長さの総和Sが前記プリプレグテープ幅Bに対してS≧2Bとなる請求項1に記載のプリプレグテープ。
【請求項4】
前記接合部のプリプレグテープの厚みが、前記連続強化繊維が切断されていない、非接合部のプリプレグテープの厚みに対して60%以上100%以下である請求項1に記載のプリプレグテープ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続強化繊維と熱可塑性樹脂を含むプリプレグテープに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
炭素繊維やアラミド繊維、ガラス繊維等を連続強化繊維として用いたプリプレグテープは、その高い比強度・比弾性率を生かして、航空機や自動車等の構造材料、スポーツ用品あるいは一般産業用途の素材として利用されている。特に航空機産業においては燃料節約及び操業コストの削減を目的に、幅広く利用されている。
【0003】
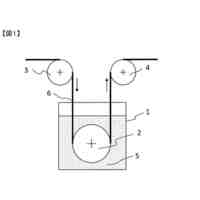
これらの航空機部材を製造するにあたり、AFP(Automatic Fiber Placement)装置、ATL(Automatic Tape Lay-up)装置が活用されている。AFP装置およびATL装置は、連続強化繊維と樹脂からなるテープを適切な場所に自動で配置し、積層する技術である。
【0004】
一般的に、AFP装置またはATL装置に使用されるプリプレグテープの製品形状は、装置への設置を簡便にする目的で、プリプレグテープが紙管に巻かれた形の、巻取体の形状をとる。この巻取体は、一度の設置で長時間の積層を可能とするために、長距離のプリプレグテープで構成され、数キロメートルに及ぶことがある。この長さは、プリプレグテープの材料であるプリプレグシートの製品長より長いため、複数回、プリプレグテープを接合する必要がある。一般的に、これら接合部は、単純なシングルラップであり、接合部は非接合部と比較してプリプレグテープの厚みが約2倍となる。
【0005】
AFP装置またはATL装置によって積層された部材はプリフォーム材と呼ばれ、プリフォーム材はプレス加工を経て最終製品となる。高精度のプレス加工を実施するためには、プレス機の金型とプリフォーム材とが均一に接触している必要がある。万が一、突起物に接触し、プレス機の金型とプリフォーム材とが不均一に接触した状態でプレス加工を行った場合、プリフォーム材に掛かる圧力が不均一となり、製品品質のばらつき、また、突起物と接触した箇所に圧力が集中し、金型の破損の原因となる。そのため、厚みの異なる接合部を除去するため、プロセスを止めて再度テープを設置しなおす必要があり、手間やコストが増大する。
【0006】
特許文献1に開示された技術では、厚み方向に対し、斜めに切断したプリプレグテープ同士を接合することで、非接合部と同じ厚みの接合部を有するプリプレグテープである。
【0007】
また、特許文献2に開示された技術では、2枚以上のプリプレグテープを互い違いに重ね合わせ、非接合部と同じ厚みの接合部を有するプリプレグテープである。
【先行技術文献】
【特許文献】
【0008】
特開2021-126847号公報
特開2014-213539号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1に開示された技術では、切断時のプリプレグテープ厚みを繊維配向方向に対して高精度に制御する切断装置が必要であり、さらに薄膜のプリプレグテープでは、切断時の厚み制御が更に難しくなる。また、特許文献2に開示された技術では、1枚のプリプレグテープの接合には適応できない。
【0010】
そこで、本発明の課題は、簡便な技術を用いつつ、接合部と非接合部の厚みが均一な、フラット接合したプリプレグテープを提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
編地
2か月前
東レ株式会社
積層体
3か月前
東レ株式会社
中空回転翼
2か月前
東レ株式会社
複合半透膜
17日前
東レ株式会社
積層フィルム
11日前
東レ株式会社
衝撃吸収部材
3か月前
東レ株式会社
強化繊維基材
3か月前
東レ株式会社
積層フィルム
2か月前
東レ株式会社
強化繊維基材
3か月前
東レ株式会社
風車ブレード
18日前
東レ株式会社
積層多孔質膜
1か月前
東レ株式会社
多孔質炭素シート
4日前
東レ株式会社
プロペラブレード
2か月前
東レ株式会社
プロペラブレード
2か月前
東レ株式会社
プロペラブレード
2か月前
東レ株式会社
炭素繊維パッケージ
2か月前
東レ株式会社
合成繊維の巻取装置
1か月前
東レ株式会社
熱硬化性樹脂組成物
27日前
東レ株式会社
サンドイッチ構造体
5日前
東レ株式会社
太陽電池の製造方法
3か月前
東レ株式会社
マルチフィラメント
2か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
ポリエステル短繊維
3か月前
東レ株式会社
織物および繊維製品
1か月前
東レ株式会社
フィルムの製造方法。
1か月前
東レ株式会社
圧電性材料の製造方法
2か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
ガス拡散層の製造方法
4日前
東レ株式会社
引抜成形品の製造方法
20日前
東レ株式会社
霧化状活性液体供給装置
16日前
東レ株式会社
ポリオレフィン微多孔膜
1か月前
東レ株式会社
プラスチック光ファイバ
5日前
東レ株式会社
織物およびシート表皮材
4日前
東レ株式会社
透明ディスプレイシステム
25日前
東レ株式会社
炭素繊維シートの製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ