TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025020813
公報種別
公開特許公報(A)
公開日
2025-02-13
出願番号
2023124408
出願日
2023-07-31
発明の名称
混練機
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
B29B
7/72 20060101AFI20250205BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】混練セクションにおける物質が混練セクションよりも後方に位置する非混練セクションに配置されたシール部材を超えて更に後方にリークすることを抑制する。
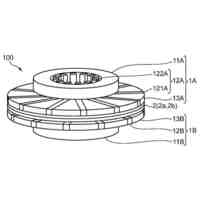
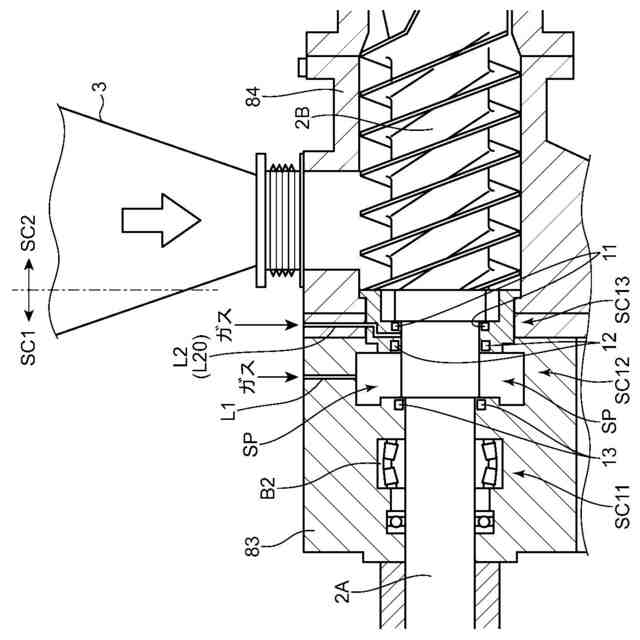
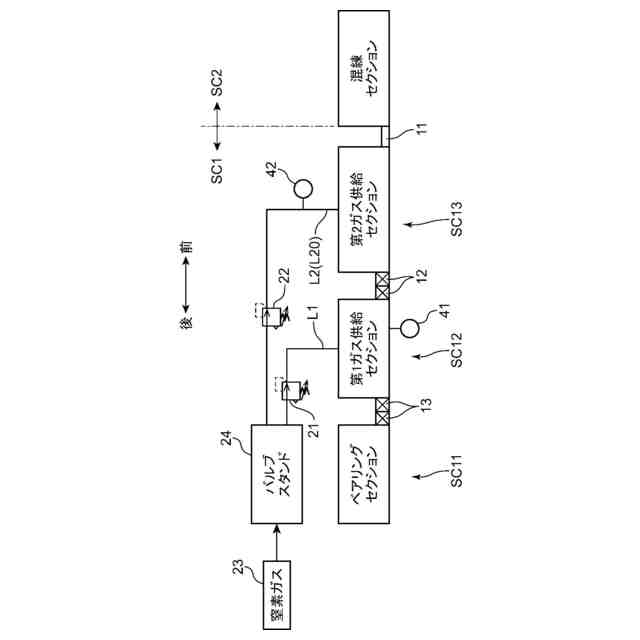
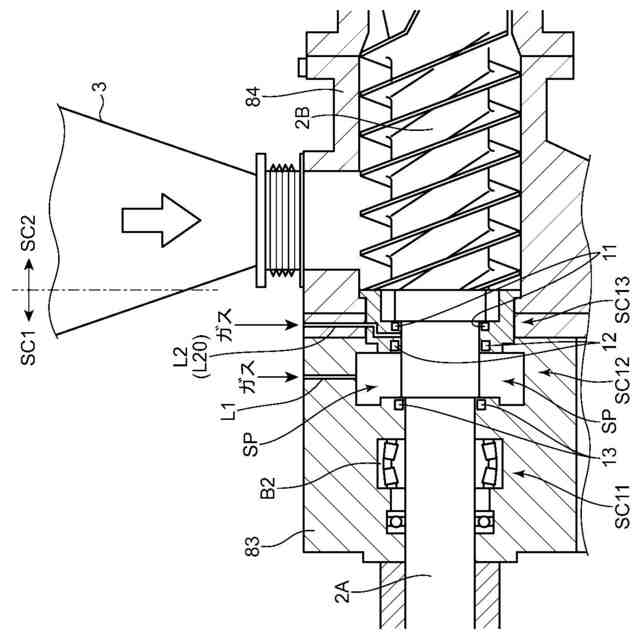
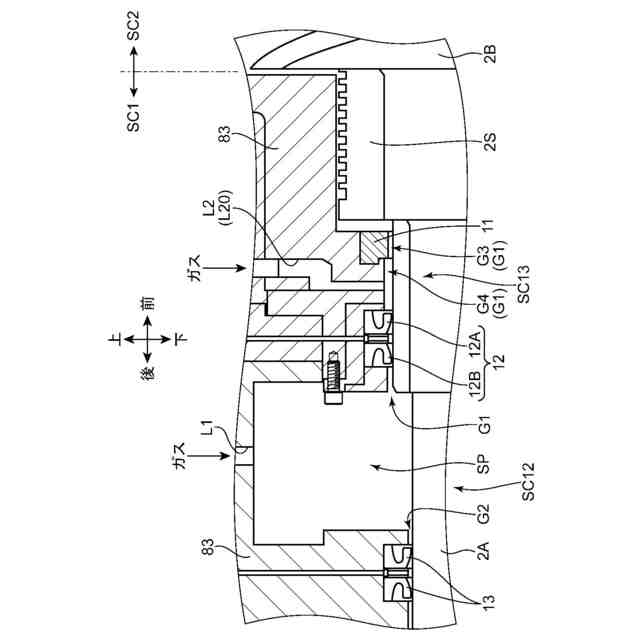
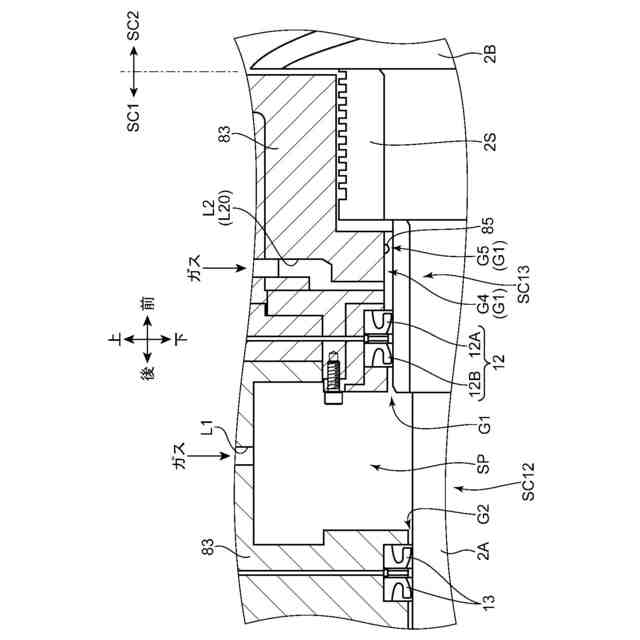
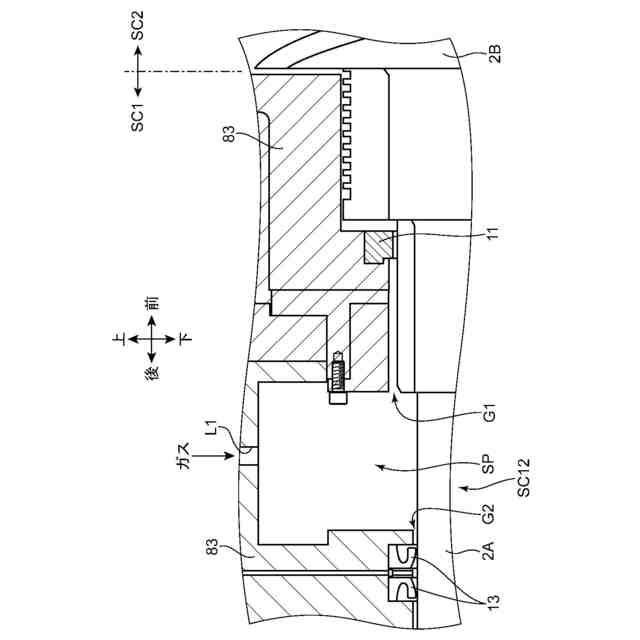
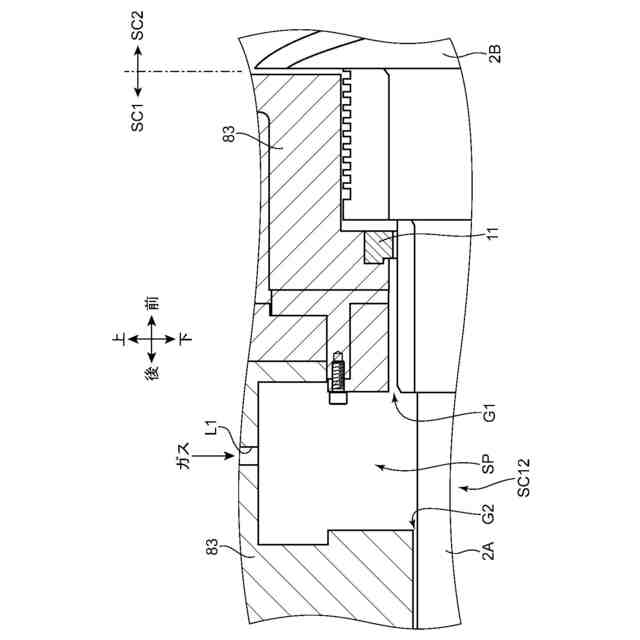
【解決手段】混練機(1A)は、材料を搬送しながら混練するための混練セクション(SC2)と、混練セクション(SC2)よりも後方に位置する非混練セクション(SC1)と、を備え、非混練セクション(SC1)におけるロータ軸(2)とケーシング(8)との間の隙間であって混練セクション(SC2)に隣接して連通する隙間である後方隙間(G1)にはケーシング(8)に支持されるシール部材が配置されており、シール部材よりも後方において後方隙間(G1)に連通する圧力付与空間(SP)と、圧力付与空間(SP)の圧力を大気圧よりも高い圧力に調節するための第1ガスを供給する第1ガス供給ライン(L1)と、が形成されている。
【選択図】図4
特許請求の範囲
【請求項1】
ロータ軸と前記ロータ軸の少なくとも一部を収容するケーシングとを備えた混練機であって、
材料を搬送しながら混練するための混練セクションと、
前記混練セクションよりも後方に位置する非混練セクションと、を備え、
前記非混練セクションにおける前記ロータ軸と前記ケーシングとの間の隙間であって前記混練セクションに隣接して連通する隙間である後方隙間には前記ケーシングに支持されるシール部材が配置されており、
前記シール部材よりも後方において前記後方隙間に連通する圧力付与空間と、前記圧力付与空間の圧力を大気圧よりも高い圧力に調節するための第1ガスを供給する第1ガス供給ラインと、が形成されている、混練機。
続きを表示(約 1,400 文字)
【請求項2】
前記シール部材は接触シールであり、
前記後方隙間のうち前記シール部材よりも前方に位置する部分には、第2ガスを供給する第2ガス供給ラインが連通している、請求項1に記載の混練機。
【請求項3】
前記第2ガス供給ラインは、ガス供給源につながる供給源側ラインと、前記供給源側ラインから分岐する第1分岐ライン及び第2分岐ラインと、を含み、
前記第1分岐ライン及び前記第2分岐ラインは、前記ロータ軸の周方向に互いにずれた位置に形成されている、請求項2に記載の混練機。
【請求項4】
前記第1ガス供給ライン及び前記第2ガス供給ラインは、1つのガス供給源に接続される、請求項2に記載の混練機。
【請求項5】
前記第1ガス供給ラインを通じて供給される前記第1ガスの流量を調節するための第1流量調節弁と、
前記第2ガス供給ラインを通じて供給される前記第2ガスの流量を調節するための第2流量調節弁と、を備える、請求項4に記載の混練機。
【請求項6】
前記シール部材は非接触シールであり、
前記シール部材と前記ロータ軸との間の隙間であるシール隙間の大きさは、前記シール隙間に対して後方に隣接する前記後方隙間の大きさよりも小さい、請求項1に記載の混練機。
【請求項7】
前記ケーシングは、前記後方隙間において当該ケーシングの内周面の一部が全周に亘って前記ロータ軸に向かって隆起する隆起部を有し、
前記隆起部と前記ロータ軸との隙間は、前記後方隙間における最小の隙間である、請求項1に記載の混練機。
【請求項8】
前記圧力付与空間よりも後方において前記ロータ軸を回転可能に支持する軸受けを備え、
前記圧力付与空間よりも後方において前記圧力付与空間に連通する隙間であって前記ロータ軸と前記ケーシングとの間の隙間である軸受側隙間が形成されており、
前記軸受側隙間における前記軸受けと前記圧力付与空間との間の部分には接触シールが配置されている、請求項1~7の何れか1項に記載の混練機。
【請求項9】
ロータ軸と前記ロータ軸の少なくとも一部を収容するケーシングとを備えた混練機であって、
材料を搬送しながら混練するための混練セクションと、
前記混練セクションよりも後方に位置する非混練セクションと、を備え、
前記非混練セクションにおける前記ロータ軸と前記ケーシングとの間の隙間であって前記混練セクションに隣接して連通する隙間には前記ケーシングに支持されるシール部材が配置されており、
前記非混練セクションには、圧力付与空間と、第1ガス供給ラインと、が形成され、
前記第1ガス供給ラインを通じて前記圧力付与空間にガスが供給されることにより前記圧力付与空間の圧力が大気圧よりも高い圧力に調節され、前記隙間のうち前記圧力付与空間と前記シール部材との間の部分が前記ガスで満たされるように構成される、混練機。
【請求項10】
前記圧力付与空間の圧力は、前記非混練セクションに隣接する前記混練セクションの後端における圧力よりも高くなるように調節される、請求項9に記載の混練機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、樹脂などの材料を混練する混練機に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、樹脂押出機の固定部と、固定部に回転可能に挿入され端部が固定部より突出している回転体との隙間から外部へ漏れる樹脂を封止する樹脂封止方法が開示されている。この樹脂封止方法では、固定体に締結されている本体が固定部側の加熱部と外部側の冷却部とからなり、加熱部において樹脂を溶融し、冷却部において樹脂を固化し、その境界で溶融樹脂が固化する直前の粘度の高い樹脂を形成し、この樹脂により樹脂押出機内部と外部を遮断して樹脂の漏れを封止する。
【0003】
特許文献2には、モノマーガスの漏洩及び製品への異物混入を防止し、且つ、押出機の長期に及ぶ連続運転を可能にするための押出機のグランドボックス構造が開示されている。この特許文献2のグランドボックス構造は、冷却部で固化したポリマーがグランドパッキンに固着することによりグランドパッキンが損傷するという特許文献1の樹脂封止方法における課題を解決することを目的としている。特許文献2のグランドボックス構造では、グランドボックス(後端側筒状固定部)におけるグランドパッキンよりも軸方向前端側に加熱部と窒素ガス吹出口が設けられ、加熱部でグランドボックスを加熱すると共に、窒素ガス吹出口より窒素ガスをグランドボックスとスクリュウとの間の隙間に吹き出すことにより当該隙間を封止するように構成されている。
【先行技術文献】
【特許文献】
【0004】
特開2002-337209号公報
特開2008-201051号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献2の押出機のグランドボックス構造では、ロータ軸にたわみが生じることでグランドパッキンとロータ軸との間に隙間が形成される場合がある。この場合、窒素ガス吹出口から供給される窒素ガスが、グランドパッキンとロータ軸との間に形成された隙間を通じてグランドパッキンよりも後方にリークするので、材料を混練するセクションにおける材料(例えばパウダー材料)、ガスなどの物質が当該セクションからグランドパッキンよりも後方にリークするおそれがある。
【0006】
本開示は、上記のような問題に鑑みてなされたものであり、混練セクションにおける物質が混練セクションよりも後方に位置する非混練セクションに配置されたシール部材を超えて、更に後方にリークすることを効果的に抑制できる混練機を提供することを目的とする。
【課題を解決するための手段】
【0007】
提供されるのは、ロータ軸と前記ロータ軸の少なくとも一部を収容するケーシングとを備えた混練機であって、材料を搬送しながら混練するための混練セクションと、前記混練セクションよりも後方に位置する非混練セクションと、を備え、前記非混練セクションにおける前記ロータ軸と前記ケーシングとの間の隙間であって前記混練セクションに隣接して連通する隙間である後方隙間には前記ケーシングに支持されるシール部材が配置されており、前記シール部材よりも後方において前記後方隙間に連通する圧力付与空間と、前記圧力付与空間の圧力を大気圧よりも高い圧力に調節するための第1ガスを供給する第1ガス供給ラインと、が形成されている。
【0008】
この混練機では、非混練セクションにおいてシール部材が後方隙間に配置されることにより、シール部材が例えば接触シールである場合にはロータ軸とケーシングの隙間がこの接触シールによって塞がれ、また、シール部材が例えば非接触シールである場合にはロータ軸とケーシングの隙間がこの非接触シールによって狭小化されるので、混練セクションにおける物質が非混練セクションに配置されたシール部材を超えて更に後方にリークすることが抑制される。また、接触シールによるリーク抑制作用が低下する程度までロータ軸にたわみが生じるような状況、及び、シール部材が非接触シールであることでロータ軸と非接触シールの間に隙間があるような状況の何れの状況においても、シール部材よりも後方において圧力付与空間に付与される圧力(陽圧)によって、ロータ軸とシール部材の隙間において混練セクションへ向かうガスの流れが形成されるので、混練セクションにおける物質が非混練セクションに配置されたシール部材を超えて更に後方にリークすることが抑制される。
【0009】
前記混練機において、前記シール部材は接触シールであり、前記後方隙間のうち前記シール部材よりも前方に位置する部分には、第2ガスを供給する第2ガス供給ラインが連通していることが好ましい。これにより、当該部分に第2ガス供給ラインから供給される第2ガスが混練セクションに向かうようなガスの流れが形成されるので、混練セクションにおける物質が非混練セクションに配置されたシール部材を超えて更に後方にリークすることをより効果的に抑制できる。
【0010】
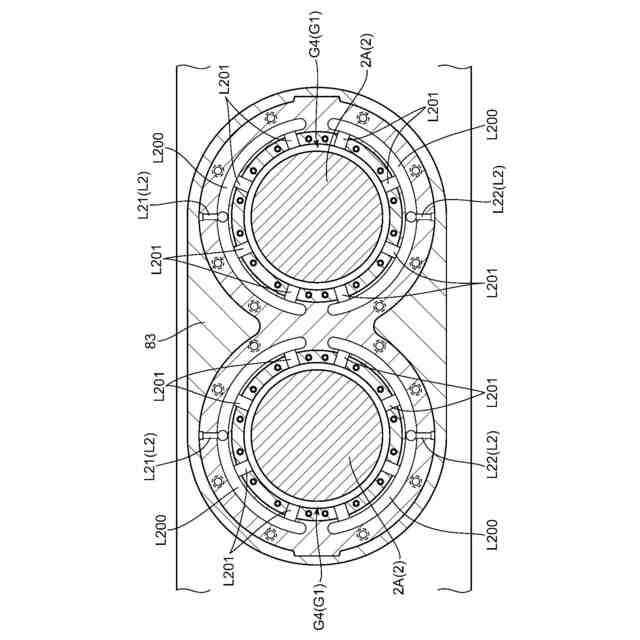
前記第2ガス供給ラインは、ガス供給源につながる供給源側ラインと、前記供給源側ラインから分岐する第1分岐ライン及び第2分岐ラインと、を含み、前記第1分岐ライン及び前記第2分岐ラインは、前記ロータ軸の周方向に互いにずれた位置に形成されていることが好ましい。これにより、後方隙間に供給される第2ガスの供給量が周方向においてばらつくことを抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
25日前
株式会社神戸製鋼所
接点材料
23日前
株式会社神戸製鋼所
出湯用スリーブ
10日前
株式会社神戸製鋼所
熱交換システム
23日前
株式会社神戸製鋼所
圧縮機ユニット
1か月前
株式会社神戸製鋼所
再生ゴム製造方法
10日前
株式会社神戸製鋼所
ステッピングモータ
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
4日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
1か月前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
1か月前
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
1か月前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
10日前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
1か月前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
1か月前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
26日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
25日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
23日前
株式会社神戸製鋼所
タブ用アルミニウム合金塗装板
4日前
株式会社神戸製鋼所
ガスシールドアーク溶接用フラックス入りワイヤ及びガスシールドアーク溶接方法
1か月前
株式会社神戸製鋼所
冷間圧延用の鋼板の製造方法および冷間圧延鋼板の製造方法
1か月前
株式会社神戸製鋼所
遠隔監視システム、遠隔監視方法、データ処理装置、データ処理方法、端末装置およびその制御方法、並びにプログラム
1か月前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
5か月前
グンゼ株式会社
ピン
11か月前
株式会社 型善
射出成形型
11日前
東レ株式会社
フィルムの製造方法
4か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社FTS
ロッド
10か月前
株式会社エフピコ
賦形シート
25日前
東レ株式会社
複合成形体の製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ