TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025025249
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129846
出願日
2023-08-09
発明の名称
ペレット製造時の制御システム
出願人
東レ株式会社
代理人
主分類
B29B
9/06 20060101AFI20250214BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】寸法や形状のバラツキが抑制され、かつミスカットの発生を抑制することでミスカットの混入がない、カッティング性良好な樹脂ペレット製造時の制御システムの提供。
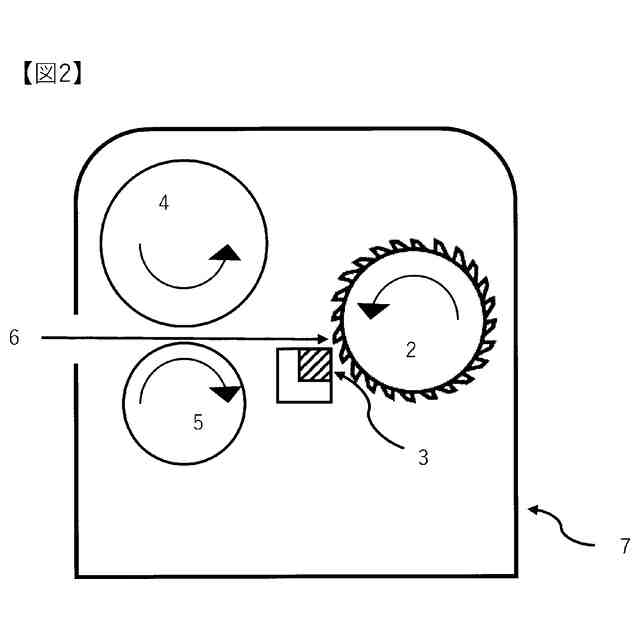
【解決手段】曲げ弾性率が600~1950MPaである樹脂ペレット製造時の制御システムであって、吐出され冷却固化したストランドを引取り、固定刃と固定刃近接位置を回転する回転刃からなるカッターを用いて該ストランドを切断するに際し、式(1)~(4)を満たすことを特徴とする樹脂ペレット製造時の制御システム。
0.010g≦M/n
c
N≦0.050g式(1)
4.70m/s≦2πn
c
R≦19.0m/s式(2)
10°≦θ≦25°式(3)
0.70g/cm
3
≦ρ≦1.50g/cm
3
式(4)
単孔吐出量:M(g/s)、回転刃の回転数:nc(回/s)、回転刃の刃数:N、回転刃の半径:R(m)、回転刃のすくい角:θ(°)、樹脂溶融密度:ρ
【選択図】図2
特許請求の範囲
【請求項1】
曲げ弾性率が600~1950MPaである樹脂の樹脂ペレット製造時の制御システムであって、溶融状態で孔から吐出され冷却固化したストランドを引取ロールで引取り、固定部に設けられた固定刃と回転体の外周に突設され固定刃近接位置を回転軌跡として回転する回転刃からなるカッターを用いて該ストランドを切断するに際し、式(1)~(4)を満たすことを特徴とする樹脂ペレット製造時の制御システム。
0.010g≦M/n
c
N≦0.050g ・・・式(1)
4.70m/s≦2πn
c
R≦19.0m/s ・・・式(2)
10°≦θ≦25° ・・・式(3)
0.70g/cm
3
≦ρ≦1.50g/cm
3
・・・式(4)
ただし、
単孔吐出量 :M(g/s)
回転刃の回転数 :n
c
(回/s)
回転刃の半径 :R(m)
回転刃のすくい角 :θ(°)
回転刃の刃数 :N
樹脂溶融密度 :ρ(g/cm
3
)
続きを表示(約 300 文字)
【請求項2】
請求項1に記載の樹脂ペレット製造時の制御システムであって、さらに式(5)を満たすことを特徴とする樹脂ペレット製造時の制御システム。
TIFF
2025025249000009.tif
15
170
ただし、
回転刃周速度と引取ロール周速度の比 :r
【請求項3】
請求項1または2に記載の樹脂ペレット製造時の制御システムであって、さらに式(6)を満たすことを特徴とする樹脂ペレット製造時の制御システム。
TIFF
2025025249000010.tif
15
170
発明の詳細な説明
【技術分野】
【0001】
本発明は、ストランドのミスカットを抑制し、カッティング性を良好とするペレット製造時の制御システムに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
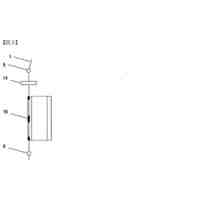
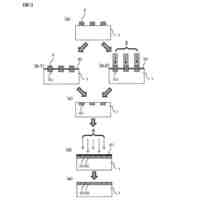
熱可塑性樹脂製品の原料であるペレット(チップ)を製造する際には、熱可塑性樹脂を溶融状態で吐出部から押し出してストランド状にし、ニップロールと回転ロールとからなる引取ロールにより引き取り、固定部に設けられた固定刃と回転体の外周に突設され固定刃近接位置を回転軌跡として回転する回転刃からなるカッターを用いてペレットに切断する。
【0003】
曲げ弾性率が大きい、すなわち硬い樹脂からなるストランドをペレットに切断する場合には、ニップロールと回転ロールの間でストランドが変形しにくく、引取ロールでストランドを把持することができるため、吐出孔と引取ロールの間でストランドの揺れが生じにくい。このため、ストランドは固定刃と回転刃からなる切断部に垂直に挿入され、ストランドは一定間隔で切断されるため、寸法や形状にバラツキの少ないペレットを容易に生産可能である。
【0004】
一方で、曲げ弾性率が小さい、すなわち柔軟な樹脂からなるストランドをペレットへと切断する際には、ニップロールと回転ロール間でストランドが潰れてしまい、ストランドを十分に把持することができず、ストランドが横揺れを起こしやすい。また、ストランド自体が柔軟であり曲がりやすいため、ストランドが蛇行するように引取ロールによって引き取られて固定刃と回転刃からなる切断部に挿入される。このため、引取ロールへのストランド挿入角度にバラつきが生じることで切断部への挿入角度が一定にならず斜め切りが発生し、ペレット形状にバラつきが生じることが頻発する。また、引取ロールと切断部の間でストランドが揺れることで、ストランドの切断間隔は一定とならずペレット寸法にもバラつきが発生し、ひどい場合にはミスカットストランドが発生する。その結果、ペレット収率が著しく低下するほか、ペレットの中に混入したミスカットストランドは、下流工程において装置駆動部に巻き付くなどの操業トラブルが発生を発生させる原因となる。このため、柔軟な樹脂からなるストランドから、寸法や形状にバラつきの少ないペレットを生産する際には、硬いストランドを扱う場合と比較してより高度に操業条件を制御することが求められる。
【0005】
寸法安定性に優れるペレットの製造方法に関して、例えば特許文献1、特許文献2では吐出部と引取ロールとの間でストランド径を検知するとともに、得られたペレット寸法を計測し、所望のペレット寸法となるように引取ロールの回転数を制御することでペレット径を調整するストランドの冷却切断装置が提案されている。
【0006】
また、特許文献3では、吐出孔に備えられた駆動部で吐出孔寸法を調整しストランドの太細を抑制することで、寸法のバラつきが少ないペレットを製造するための押出装置が提案されている。
【0007】
しかし、これら従来技術では、樹脂ストランドの柔軟性を考慮したものはなく、柔軟な樹脂ストランドからペレットを製造する際にはより高度な操業条件の制御が求められるがその制御は難しく、制御がうまくいかない場合にはミスカットが頻発し、ミスカットストランドの混入が起こっているのが実情である。
【先行技術文献】
【特許文献】
【0008】
特開平5-345317号公報
特開平5-278027号公報
特開2021-66035号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
したがって、本発明は、柔軟な熱可塑性樹脂ストランドをペレットに切断する際においても、ペレット寸法や形状のバラツキを抑制し、かつストランドのミスカットの発生を抑制することでミスカットストランドの混入を防げ、カッティング性を良好とする樹脂ペレット製造時の制御システムを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、上記課題を解決するために、主として次の手段を採用する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
編地
2か月前
東レ株式会社
積層体
3か月前
東レ株式会社
複合半透膜
18日前
東レ株式会社
中空回転翼
2か月前
東レ株式会社
強化繊維基材
3か月前
東レ株式会社
風車ブレード
19日前
東レ株式会社
積層フィルム
2か月前
東レ株式会社
積層多孔質膜
1か月前
東レ株式会社
積層フィルム
12日前
東レ株式会社
衝撃吸収部材
3か月前
東レ株式会社
強化繊維基材
3か月前
東レ株式会社
プロペラブレード
2か月前
東レ株式会社
プロペラブレード
2か月前
東レ株式会社
プロペラブレード
2か月前
東レ株式会社
多孔質炭素シート
5日前
東レ株式会社
炭素繊維パッケージ
2か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
サンドイッチ構造体
6日前
東レ株式会社
合成繊維の巻取装置
1か月前
東レ株式会社
太陽電池の製造方法
3か月前
東レ株式会社
熱硬化性樹脂組成物
28日前
東レ株式会社
マルチフィラメント
2か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
織物および繊維製品
1か月前
東レ株式会社
ポリエステル短繊維
3か月前
東レ株式会社
圧電性材料の製造方法
2か月前
東レ株式会社
引抜成形品の製造方法
21日前
東レ株式会社
フィルムの製造方法。
1か月前
東レ株式会社
浄水器用カートリッジ
3か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
ガス拡散層の製造方法
5日前
東レ株式会社
織物およびシート表皮材
5日前
東レ株式会社
ポリオレフィン微多孔膜
1か月前
東レ株式会社
濾過方法および濾過装置
3か月前
東レ株式会社
プラスチック光ファイバ
6日前
東レ株式会社
霧化状活性液体供給装置
17日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ