TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098350
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214424
出願日
2023-12-20
発明の名称
圧電性材料の製造方法
出願人
東レ株式会社
代理人
主分類
H10N
30/857 20230101AFI20250625BHJP()
要約
【課題】
PVDFを含み、基材であるシート状材料の機械特性を維持しつつ、最表面に圧電性を有するシート状材料を、低コスト・生産性に優れた形で実現する方法を提供する。
【解決手段】
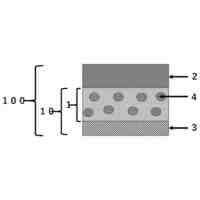
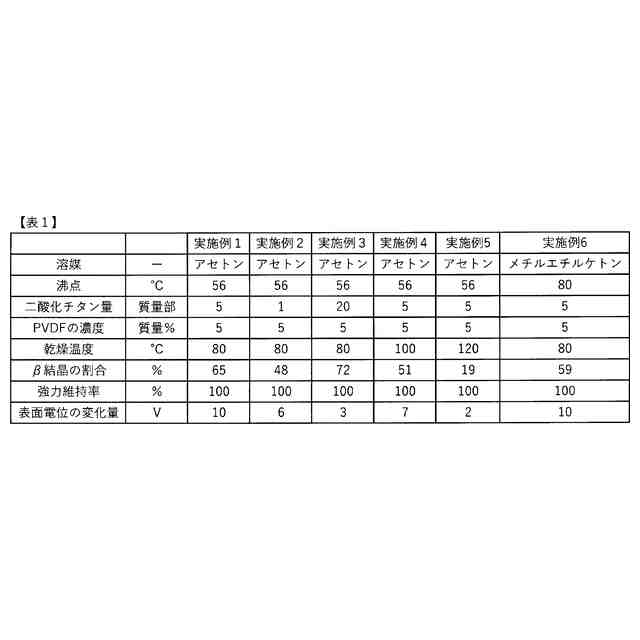
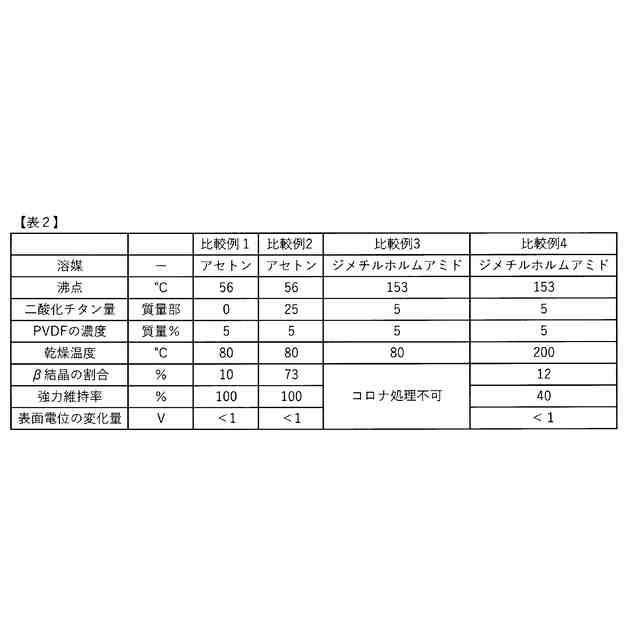
ポリフッ化ビニリデンを主成分とする樹脂成分を含む圧電性材料の製造方法であって、前記ポリフッ化ビニリデンと、前記ポリフッ化ビニリデンのβ結晶核剤として二酸化チタンを含む塗液を、基材であるシート状材料に塗布する工程I、乾燥工程II、および分極処理工程IIIをこの順に有し、塗液中における二酸化チタンの含有量がポリフッ化ビニリデンの全100質量部に対して、1質量部以上20質量部以下であり、塗液の溶媒が沸点100℃以下の溶媒であることを特徴とする、圧電性材料の製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
ポリフッ化ビニリデンを主成分とする樹脂成分を含む圧電性材料の製造方法であって、前記ポリフッ化ビニリデンと、前記ポリフッ化ビニリデンのβ結晶核剤として二酸化チタンを含む塗液を、基材であるシート状材料に塗布する工程I、乾燥工程II、および分極処理工程IIIをこの順に有し、塗液中における二酸化チタンの含有量がポリフッ化ビニリデンの全100質量部に対して、1質量部以上20質量部以下であり、塗液の溶媒が沸点100℃以下の溶媒であることを特徴とする、圧電性材料の製造方法。
続きを表示(約 72 文字)
【請求項2】
前記乾燥工程IIにおける乾燥温度が50℃~100℃であることを特徴とする、請求項1に記載の圧電性材料の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧電性材料の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
コロナウイルス感染拡大の影響により、材料への抗菌性や抗ウイルス性といった衛生機能付与の重要性が高まってきている。
【0003】
これらの技術では抗菌剤や抗ウイルス剤を材料表面にコーティングする方法がよく知られているが、最近、特定の材料が有する圧電性(材料に加えられた歪量に応じて電圧が発生する性質)を利用した抗菌材料が開発されており、注目を集めている。特許文献1にはその技術が開示されており、ポリ乳酸の延伸材料が圧電性を有することを利用した抗菌機能を有する繊維材料が記載されている。
【0004】
圧電性を示す高分子材料は、ポリ乳酸以外にも幾つかあり、その代表的なものとしてはポリフッ化ビニリデン(以下、PVDFと称することがある)が知られている。特許文献2にはPVDFを用いた圧電性材料が開示されており、このPVDFの圧電性を活用すれば、特許文献1のポリ乳酸と同じように衛生機能を有する材料を作成することが可能である。
【0005】
このように、圧電性材料に関してはこれまで様々な検討がなされてきたが、特許文献1で開示されているポリ乳酸は耐熱性が低い材料であり、自動車用途などの耐熱性が求められる用途には使用できない。また特許文献2に記載のPVDFはポリ乳酸よりも高い耐熱を示すが、延伸処理を行うだけで圧電性を発現できるようになるポリ乳酸と異なり、圧電性を発現させるために複雑な処理を経なければならない。通常PVDFはα結晶の形態をとっており、この状態では圧電性を有さないが、特許文献2や特許文献3で開示されているように、延伸処理やヘキサメチルリン酸トリアミドなどの特定の溶媒からキャストすることでα結晶をβ結晶に転移させた後、さらにポーリングと呼ばれる分極処理を施すことで、圧電性を有するPVDFが得られることが知られている。
【先行技術文献】
【特許文献】
【0006】
特開2018-90950号公報
特開平4-67935号公報
特開2018-002913号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、延伸処理でβ結晶を形成しようとする場合は、延伸後β結晶を成長させるための熱処理が必要であり、この熱処理に多大な時間を要する、という課題がある。また延伸前のPVDFがフィルムや糸などの成形物の形態をとっていないと延伸処理が難しく、例えば既存のシート状材料に、圧電性を利用した衛生機能を付与したい場合には、PVDFの成形物を既存のシート状材料と併用することになり、その機械特性が損なわれてしまう、という課題がある。
【0008】
一方、ヘキサメチルリン酸トリアミドなどの特定の溶媒からのキャストする場合は、PVDFを含んだ溶液を基材であるシート状の材料にコーティングする形をとれば、基材の機械特性を維持しながら、そのごく最表面のみに圧電性を付与できるが、溶媒が高価であったり、高沸点であるため、コストや生産性が課題になる。
【0009】
そこで、本発明はかかる課題に鑑み、PVDFを含み、基材であるシート状材料の機械特性を維持しつつ、最表面に圧電性を有する圧電性材料を、低コスト・生産性に優れた形で実現する圧電性材料の製造方法を提供せんとするものである。
【課題を解決するための手段】
【0010】
本発明は、かかる課題を解決するため、次のような構成を採用するシート状材料の製造方法である。すなわち、
(1)ポリフッ化ビニリデンを主成分とする樹脂成分を含む圧電性材料の製造方法であって、ポリフッ化ビニリデンと、前記ポリフッ化ビニリデンのβ結晶核剤として二酸化チタンを含む塗液を、シート状材料に塗布する工程I、乾燥工程II、および分極処理工程IIIをこの順に有し、前記塗液中における前記二酸化チタンの含有量が前記ポリフッ化ビニリデンの全100質量部に対して、1質量部以上20質量部以下であり、前記塗液の溶媒が沸点100℃以下の溶媒であることを特徴とする、圧電性材料の製造方法であり、
(2)前記乾燥工程IIにおける乾燥温度が50℃~90℃であることを特徴とする、(1)に記載の圧電性材料の製造方法であることが好ましい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
編地
3か月前
東レ株式会社
浄水器
17日前
東レ株式会社
複合半透膜
1か月前
東レ株式会社
中空回転翼
3か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
風車ブレード
1か月前
東レ株式会社
積層多孔質膜
2か月前
東レ株式会社
積層フィルム
3か月前
東レ株式会社
加飾用フィルム
3日前
東レ株式会社
黒色樹脂組成物
3日前
東レ株式会社
プロペラブレード
3か月前
東レ株式会社
プロペラブレード
3か月前
東レ株式会社
プロペラブレード
3か月前
東レ株式会社
多層積層フィルム
19日前
東レ株式会社
多孔質炭素シート
26日前
東レ株式会社
合成繊維の巻取装置
2か月前
東レ株式会社
サンドイッチ構造体
27日前
東レ株式会社
熱硬化性樹脂組成物
1か月前
東レ株式会社
織物および繊維製品
2か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
溶融紡糸口金パック
4日前
東レ株式会社
遮熱性アクリル繊維
4日前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
中空糸膜モジュール
3日前
東レ株式会社
繊維断面の検査方法
4日前
東レ株式会社
マルチフィラメント
3か月前
東レ株式会社
圧電性材料の製造方法
3か月前
東レ株式会社
ガス拡散層の製造方法
26日前
東レ株式会社
ポリエステルフィルム
11日前
東レ株式会社
フィルムの製造方法。
2か月前
東レ株式会社
引抜成形品の製造方法
1か月前
東レ株式会社
ポリエステルフィルム
3か月前
東レ株式会社
複合成形体の製造方法
17日前
東レ株式会社
霧化状活性液体供給装置
1か月前
東レ株式会社
プラスチック光ファイバ
27日前
東レ株式会社
織物およびシート表皮材
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ