TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025095568
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023211655
出願日
2023-12-15
発明の名称
プロペラブレード
出願人
東レ株式会社
代理人
主分類
B64C
11/24 20060101AFI20250619BHJP(航空機;飛行;宇宙工学)
要約
【課題】高い生産性と異物衝突耐性を両立するプロペラブレード構造を提供すること。
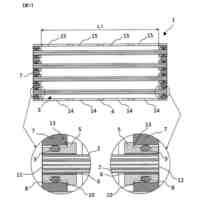
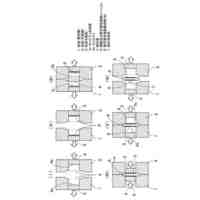
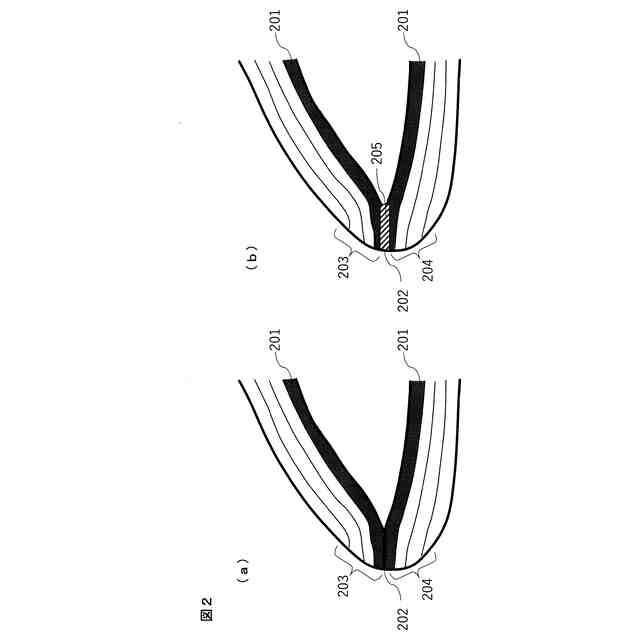
【解決手段】翼上面を構成する一層のまたは複数層の繊維強化複合材料の層を含む第1の部材と、翼下面を構成する一層のまたは複数層の繊維強化複合材料の層を含む第2の部材とが、重ねあわされた構造を有するプロペラブレードであって、前記の第1の部材と第2の部材は、少なくとも翼前縁部及び翼後縁部において接合部を形成しており、該接合部において、前記第1の部材と第2の部材は、最内層の繊維強化複合材料の層が直接に、または、接続部材を介して接合がされており、かつ、第1の部材の最内層の繊維強化複合材料の層および第2の部材の最内層の繊維強化複合材料の層ならびに前記接続部材は、特定の条件を充足するプロペラブレードとする。
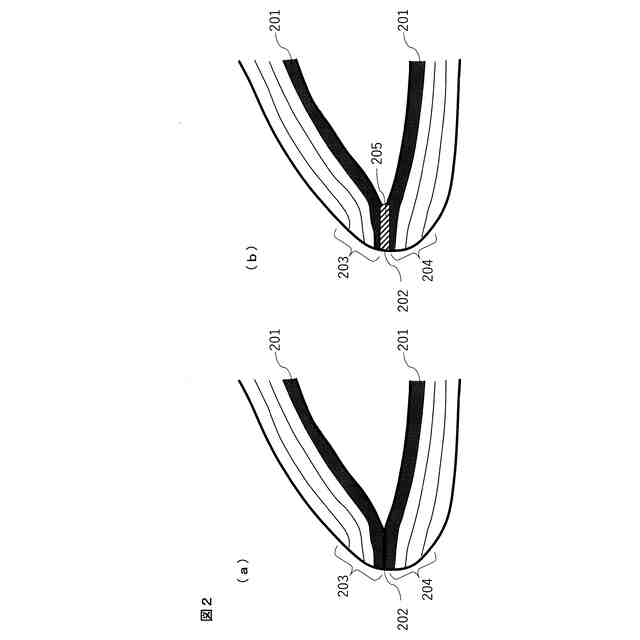
【選択図】図2
特許請求の範囲
【請求項1】
翼上面を構成する一層のまたは複数層の繊維強化複合材料の層を含む第1の部材と、翼下面を構成する一層のまたは複数層の繊維強化複合材料の層を含む第2の部材とが、重ねあわされた構造を有するプロペラブレードであって、前記の第1の部材と第2の部材は、少なくとも翼前縁部及び翼後縁部において接合部を形成しており、該接合部において、前記第1の部材と第2の部材は、最内層の繊維強化複合材料の層が直接に、または、接続部材を介して接合がされており、かつ、第1の部材の最内層の繊維強化複合材料の層および第2の部材の最内層の繊維強化複合材料の層ならびに前記接続部材は、下記条件1および条件2を充足するプロペラブレード。
条件1:第1の部材の最内層の繊維強化複合材料の層および第2の部材の最内層の繊維強化複合材料の層ならびに前記接続部材は、強化繊維が一軸に配向された繊維強化複合材料によって構成されている。
条件2:第1の部材の最内層の繊維強化複合材料の層および第2の部材の最内層の繊維強化複合材料の層ならびに前記接続部材に含まれる一軸に配向された強化繊維は、プロペラブレードの翼端から根元方向(翼長方向)に対して-10度から+10度の範囲で配向し、かつ、隣接する最内層または接続部材との間で強化繊維の配向角度が5度以内である。
続きを表示(約 1,800 文字)
【請求項2】
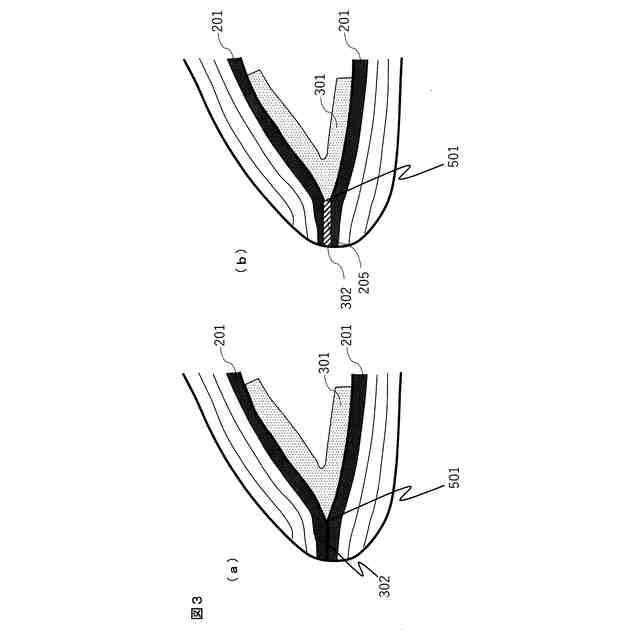
前記のプロペラブレードは、翼前縁部側の前記接合部において内層側に前記第1の部材と第2の部材の接合部を跨ぐように存在する1層のまたは複数層の繊維強化樹脂の層を含む第3の部材を有し、該第3の部材の第1の部材および第2の部材側の最外層は、強化繊維が一軸に配向された繊維強化複合材料によって構成されていると共に、該強化繊維は、第1の部材の最内層に含まれる強化繊維と第2の部材の最内層に含まれる強化繊維の両方に対して、配向角度が5°以内である請求項1に記載のプロペラブレード。
【請求項3】
翼前縁部側の接合部の外面側において、該接合部を跨ぐように外部保護層を有することを特徴とする請求項1に記載のプロペラブレード。
【請求項4】
下記条件3または条件4を充足する請求項2に記載のプロペラブレード。
条件3:第1の部材の最内層、第2の部材の最内層、および、前記接続部材に含まれる強化繊維の少なくともひとつは、接合部およびその周縁部をなしている部分において、強化繊維が繊維長10~100mmで断続されている。
条件4:第3の部材の第1の部材および第2の部材側の最外層に含まれる強化繊維は、第1の部材および第2の部材の接合部の分離点を起点に該起点から接合部の長さに相当する長さの範囲で、繊維長10~100mmで断続されている。
【請求項5】
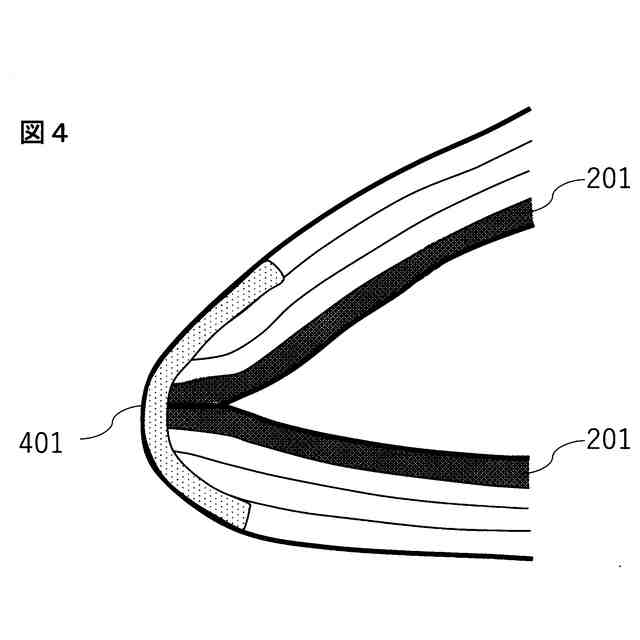
第1の部材および第2の部材の両方またはいずれか一方は、翼前縁部側接合部において、多孔質体もしくは中空成形体を内部に有し、前記多孔質体もしくは中空成形体の翼内層側表面形状が凸形状を有することを特徴とする請求項1~3のいずれかに記載のプロペラブレード。
【請求項6】
第1の部材、第2の部材に含まれる繊維強化樹脂層の最内層が、翼前縁部及び翼後縁部において最内層よりも外側の層によって覆われていないことを特徴とする請求項1~3のいずれかに記載のプロペラブレード。
【請求項7】
さらに多孔質コアを有し、該多孔質コアが第1の部材および第2の部材よりも内側に含まれていることを特徴とする請求項1~3のいずれかに記載のプロペラブレード。
【請求項8】
翼上面および翼下面を構成するための、一層または複数層の繊維強化複合材料を含む部材を準備する工程(工程1)、該部材をプロペラの上面および下面のそれぞれの形状に賦形する工程(工程2)、工程2で得たプロペラの上面をなす部材(第1の部材)とプロペラの下面をなす部材(第2の部材)を直接にまたは接続部材を介して接合する工程(工程3)とを含むプロペラブレードの製造方法であって、工程2において、前記の第1の部材と第2の部材は、少なくとも翼前縁部及び翼後縁部において接合可能に賦形されると共に、接合部においては繊維強化複合材料の表面が対向するよう賦形され(対向する側の面をなす層を「最内層」と称する)、かつ、
該第1の部材の最内層の繊維強化複合材料の層および第2の部材の最内層の繊維強化複合材料の層ならびに前記接続部材は、強化繊維が一軸に配向された繊維強化複合材料によって構成され、かつ、前記工程2において、下記条件2’を充足するように賦形が行われることを特徴とするプロペラブレードの製造方法。
条件2’:第1の部材の最内層の繊維強化複合材料の層および第2の部材の最内層の繊維強化複合材料の層ならびに前記接続部材に含まれる一軸に配向された強化繊維は、プロペラブレードの翼端から根元方向(翼長方向)に対して-10度から+10度の範囲で配向し、かつ、隣接する最内層または接続部材との間で配向角度が5度以内である。
【請求項9】
前記工程3において、プロペラブレードの翼上面の形状を有した型と翼下面の形状を有した型を用いた型押し法によって接合部に圧力を付与した後に接合がなされる請求項8に記載のプロペラブレードの製造方法。
【請求項10】
前記工程3において、第1の部材と第2の部材でできる空間内に多孔質製のコア部材を配して、該多孔質製のコア部材と第1の部材、第2の部材との接合を行うことを特徴とする請求項8に記載のプロペラブレードの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プロペラブレードに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
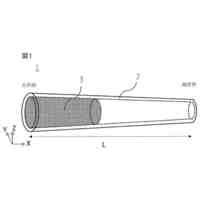
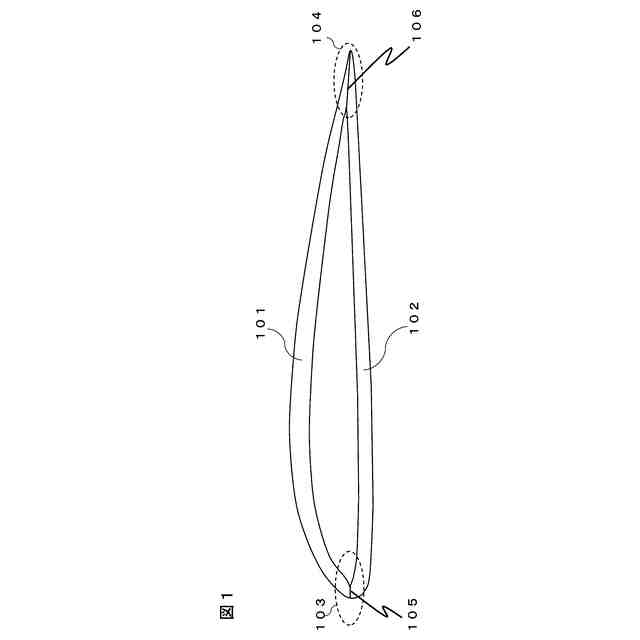
プロペラブレードは、翼形状を有し、駆動軸を中心に回転することで空気を後方へ押しやり推力を得る。効率良く空気を後方へ押しやるため、プロペラブレードでは根元から翼端に向かって迎え角や翼弦方向長さが変化する複雑な形状となっている。
【0003】
プロペラブレード重量の削減は航空機のペイロード増加及び航続距離の増加に寄与するため、高強度・高剛性な繊維強化材料が構造材として使用されるが、プロペラブレードは前述の通り複雑形状を有するため、その成形難易度は高く、ハイビルトレートでの生産は困難である。
【0004】
一方で近年ではUrban Air Mobility(UAM)や、ドローン等多数のプロペラブレードを有する機体が盛んに開発されており、今後プロペラブレードを従来以上にハイビルトレートで生産する必要がある。
【先行技術文献】
【特許文献】
【0005】
特開2006-118434号公報
特開2014-15159号公報
特開2008-232141号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年開発されているUAMやドローンでは多数のプロペラブレードを有する機体が開発されている。これらの機体では航続距離、時間増加のため、軽量化ニーズが高く、一機体当たりの搭載数が多いプロペラブレードについて、特に軽量化ニーズが高い。この軽量化ニーズに応えるため、プロペラブレードには高比強度・高比剛性である繊維強化複合材料が適用されている。
【0007】
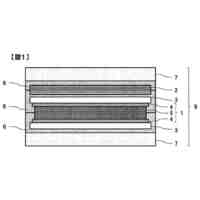
特にプロペラブレードのスキンに繊維強化複合材料を用いる場合、繊維強化複合材料の高い比強度・比剛性の効果が得られやすい。プロペラブレードのスキンを繊維強化複合材料で作製する場合、上下のスキンに分割して繊維強化複合材料を賦形し、成形することが多い。例えば、特許文献1や特許文献2では上下の繊維強化複合材料製スキンを翼の前縁及び後縁にて接合させ、プロペラブレード形状としている。
【0008】
一方でプロペラブレードは高速で回転させて運用するため、鳥や雹、跳ね石等様々の異物と高速で衝突するリスクを孕んでいる。このため、プロペラブレードにはこのような異物に対する衝突耐性が要求される。先述のように上下の繊維強化複合材料製スキンを翼の前縁及び後縁にて接合させ、プロペラブレード形状とする場合、異物衝突時に翼前縁の接合部からクラックが入り破壊する恐れがある。
【0009】
このような課題に対して、例えば特許文献3ではパーティング位置を前縁からずらす方法が示されている。しかしながら、本手法を用いてハイビルトレート生産を実施することは困難で、UAMやドローン向けのプロペラブレードに対しては不向きである。
【0010】
以上のように従前の技術では、生産性と異物衝突耐性を両立させることに課題があった。そこで本発明では、高い生産性と異物衝突耐性を両立するプロペラブレード構造を提供する。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
浄水器
1か月前
東レ株式会社
防護服
18日前
東レ株式会社
化粧料
3日前
東レ株式会社
複合半透膜
1か月前
東レ株式会社
風車ブレード
1か月前
東レ株式会社
積層フィルム
17日前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
光透過性表皮材
17日前
東レ株式会社
黒色樹脂組成物
22日前
東レ株式会社
無配向フィルム
11日前
東レ株式会社
加飾用フィルム
22日前
東レ株式会社
貼合体の製造方法
11日前
東レ株式会社
飛翔体用ブレード
11日前
東レ株式会社
多孔質炭素シート
1か月前
東レ株式会社
多層積層フィルム
1か月前
東レ株式会社
不織布の製造装置
16日前
東レ株式会社
赤外線遮蔽構成体
11日前
東レ株式会社
溶融紡糸口金パック
23日前
東レ株式会社
中空糸膜モジュール
22日前
東レ株式会社
遮熱性アクリル繊維
23日前
東レ株式会社
熱硬化性樹脂組成物
2か月前
東レ株式会社
フィルムの製造装置
11日前
東レ株式会社
車両用衝撃吸収部材
11日前
東レ株式会社
サンドイッチ構造体
1か月前
東レ株式会社
太陽電池モジュール
17日前
東レ株式会社
テーパ付き円筒部材
17日前
東レ株式会社
繊維断面の検査方法
23日前
東レ株式会社
ガス拡散層の製造方法
1か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
引抜成形品の製造方法
2か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
ポリエステルフィルム
8日前
東レ株式会社
複合成形体の製造方法
11日前
東レ株式会社
織物およびシート表皮材
1か月前
東レ株式会社
ポリプロピレンフィルム
22日前
東レ株式会社
プラスチック光ファイバ
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ