TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025113590
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024007830
出願日
2024-01-23
発明の名称
樹脂含浸繊維束の製造方法
出願人
東レ株式会社
代理人
主分類
D06B
3/02 20060101AFI20250728BHJP(繊維または類似のものの処理;洗濯;他に分類されない可とう性材料)
要約
【課題】
樹脂含浸繊維束を製造する際に、ガイド部材での繊維の毛羽だまりや巻付き発生を抑制する。
【解決手段】
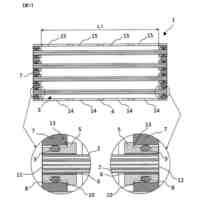
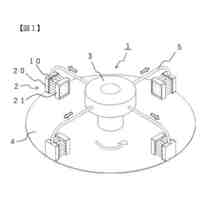
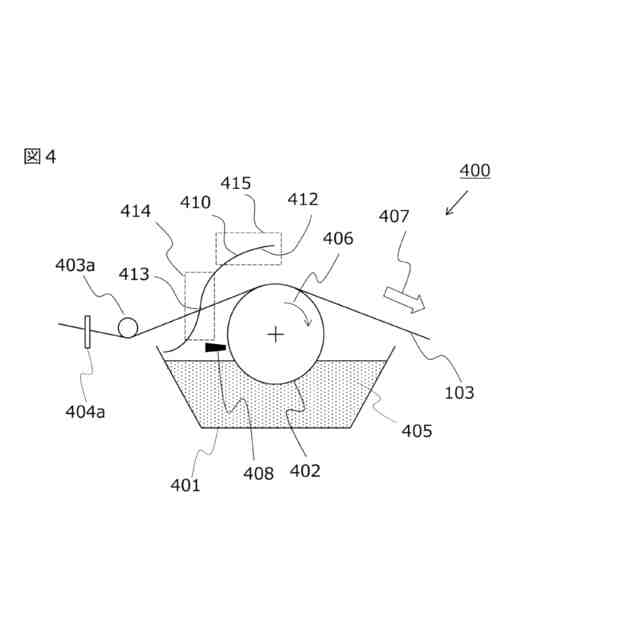
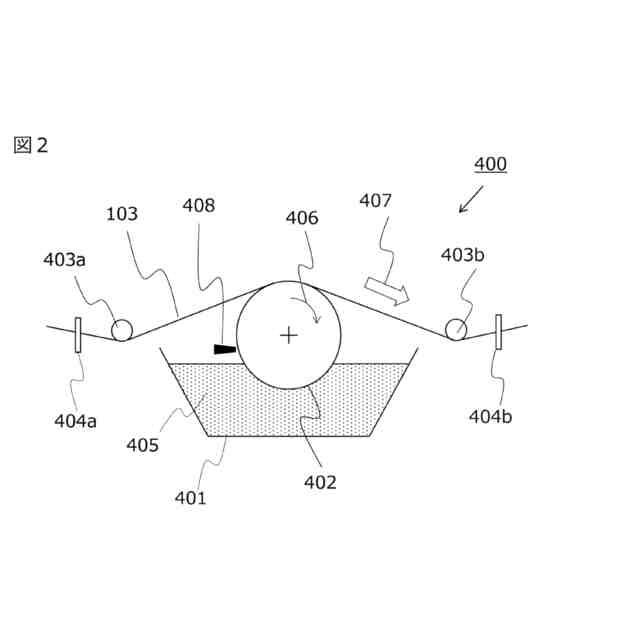
樹脂を貯えた樹脂含浸槽と、前記樹脂含浸槽内の樹脂中に樹脂含浸ローラの一部を浸漬させた樹脂含浸設備を備え、送り出された前記繊維束に前記樹脂を含浸させる樹脂含浸工程を少なくとも有し、前記樹脂含浸槽において、樹脂飛散を防止するカバーが前記樹脂含浸ローラを覆うように前記樹脂含浸設備の少なくとも一部に設けられていることを特徴とする樹脂含浸繊維束の製造方法。
【選択図】図4
特許請求の範囲
【請求項1】
連続して送り出される樹脂未含浸の繊維束に液状樹脂を含浸させる樹脂含浸繊維束の製造方法であって、
前記繊維束に前記液状樹脂を含侵させる樹脂含浸工程を少なくとも有し、
前記樹脂含浸工程において、含浸させる液状樹脂を蓄えた樹脂含浸槽と、前記樹脂含浸槽に貯められた前記液状樹脂内に一部を浸漬させた樹脂含浸ローラを備えた樹脂含浸設備を備え、
前記樹脂含浸設備において、樹脂飛散防止カバーが前記樹脂含浸ローラを覆うように前記樹脂含浸設備の少なくとも一部に設けられていることを特徴とする樹脂含浸繊維束の製造方法。
続きを表示(約 580 文字)
【請求項2】
前記樹脂飛散防止カバーが前記樹脂含浸設備の上流側のみを覆うように設けられていることを特徴とする請求項1に記載の樹脂含浸繊維束の製造方法。
【請求項3】
前記樹脂飛散防止カバーが前記樹脂含浸設備全体を覆うように設けられていることを特徴とする請求項1に記載の樹脂含浸繊維束の製造方法。
【請求項4】
前記樹脂含浸ローラに面する前記樹脂飛散防止カバーの表面に防汚処理が施されていることを特徴とする請求項2または3に記載の樹脂含浸繊維束の製造方法。
【請求項5】
前記樹脂飛散防止カバーにおいて、飛散した前記液状樹脂が凝集して前記樹脂飛散防止カバーを滑落し、前記樹脂含浸槽に戻るよう前記樹脂飛散防止カバーに傾斜面が設けられていることを特徴とする請求項4に記載の樹脂含浸繊維束の製造方法。
【請求項6】
前記傾斜面がS字状に形成されていることを特徴とする請求項5に記載の樹脂含浸繊維束の製造方法。
【請求項7】
前記樹脂飛散防止カバーに前記繊維束が通過するスリットが設けられていることを特徴とする請求項6に記載の樹脂含浸繊維束の製造方法。
【請求項8】
前記樹脂含浸設備がキスコーターであることを特徴とする、請求項1に記載の樹脂含浸繊維束の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、トウプリプレグや繊維強化樹脂(以下、FRP:Fiber Reinforced Plastics)成形品の製造に係る樹脂含浸繊維束の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
FRPは高強度、高弾性率などの優れた機械的特性を有しているため、自動車や風力発電など一般産業用途などに広く使用されており、プリプレグに代表される中間材料や各種成形方法も様々開発されている。その中でも、トウプリプレグやフィラメントワインディング成形法などは、樹脂を含浸させた連続した強化繊維を引きそろえて使用する中間材料ならびに成形方法であり、高強度のFRP成形品を得るのに適している。
【0003】
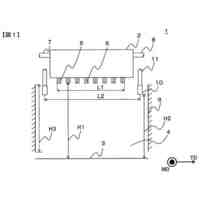
これらの中間材料の製造方法、FRPの成形方法においては、特許文献1や2に示されるように、強化繊維束と液状の樹脂とが別々に用意され、製造過程で一体化した後、所望の状態もしくは形状に成形することが一般的である。これらの製造工程において、液状樹脂が樹脂含浸槽と呼ばれる槽内に貯えられ、外周下部の一部が液内に浸かった樹脂含浸ローラが回転することで、所定量の液状樹脂が樹脂含浸ローラ上に掬い上げられる。繊維束は樹脂含浸ローラの上部外周に引き揃えられた状態で張られており、ローラ近傍に設けられたスクレーパによって付着量が調整された液状樹脂がローラの回転によって繊維束に触れることで繊維束内部に含浸する。このとき、生産性を向上するため、複数本の繊維束が用いられ、一つのローラ上で同時に含浸を行うことが多く、繊維束の糸幅を維持しつつ、かつ蛇行により各繊維束に含浸する樹脂量がばらつくことを抑制するため、樹脂含浸槽の繊維束走行方向前後(上流側・下流側)には繊維束の糸道を規制するためガイド部材が設けられる。このようなガイド部材は単純なバー状部材や、複数本の繊維束の糸道規制に対応するようバー状部材に複数のピン部材を立てて櫛状にした櫛ガイド、繊維束を送るための送りローラなど様々であるが、いずれのガイド部材においても糸道の規制効果を確保するため、樹脂含浸槽の直近に設置される。
【0004】
しかしながら、このような樹脂含浸槽ならびにガイド部材の配置においては、樹脂含浸槽に設けられた樹脂含浸ローラが液状樹脂を掬い上げる際に液状樹脂がミスト状になって飛散し、ガイド部材も含めた周辺装置に付着する現象が起こる。このようなミスト状の液状樹脂がガイド部材、特に樹脂含浸槽よりも上流側に設置されているガイド部材に付着すると、これらのガイド部材を通過する繊維束は樹脂が未含浸の状態であるため、付着した液状樹脂の粘着性によって、繊維束の一部が下流側に走行せずにガイド部材に引きとどめられ、毛羽だまりや繊維の巻付きといった現象が発生する。このような毛羽だまり・巻付きは一度発生すると、繊維が連続的にこれらに引っ掛かって累積的に成長する。さらには、送り出される繊維束側も引っ掛かりによって傷むことで、さらに別の箇所で毛羽だまりや巻付きを誘起する要因になったり、毛羽だまりの一部が下流側に流れて製品の一部に異物として混入したりするなど、品質上の問題にもなる。加えて、溜まった毛羽だまりや巻付きを頻繁に除去する必要もあり、生産性の低下も招く。
【先行技術文献】
【特許文献】
【0005】
特開2007-185930号公報
特開2021-120210号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
このような毛羽や繊維の巻付きを招くミスト状樹脂の付着を避けるため、ガイド部材を樹脂含浸槽から遠ざけることは解決策の一つになるが、ガイドとしての糸道規制効果が下がるため、繊維束への樹脂含浸量の変動や隣接糸状同士の接触を招くなど別の問題発生につながる恐れがある。また、近年のフィラメントワインディング成形においては、繊維束の走行速度が数十メートル/分から早いものでは百メートル/分を優に超えるなど高速化の傾向がある。これに伴って樹脂含浸ローラの回転数も増加するため、発生するミスト量は多く、かつ遠くまで飛散するようになるため、ガイド類を樹脂含浸槽から遠ざけることは解決策にならない。
【0007】
本発明はかかる従来技術の問題に鑑み、樹脂含浸繊維束を製造するにあたり、樹脂含浸槽における液状樹脂飛散によるガイド部材への汚染を抑制し、ガイド部材における毛羽だまりや巻付きの発生を抑制し、高い生産性を有する樹脂含浸繊維束の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る樹脂含浸繊維束の製造方法は、連続して送り出される樹脂未含浸の繊維束に液状樹脂を含浸させる樹脂含浸繊維束の製造方法であって、繊維束に液状樹脂を含侵させる樹脂含浸工程を少なくとも有し、樹脂含浸工程において、含浸させる液状樹脂を蓄えた樹脂含浸槽と、前記樹脂含浸槽に貯められた前記液状樹脂内に一部を浸漬させた樹脂含浸ローラを備えた樹脂含浸設備を備え、前記樹脂含浸設備において、樹脂飛散防止カバーが前記樹脂含浸ローラを覆うように前記樹脂含浸設備の少なくとも一部に設けられていることを特徴とする。
【0009】
また、本発明に係る樹脂含浸繊維束の製造方法において、前記樹脂飛散防止カバーが前記樹脂含浸設備の上流側のみを覆うように設けられていることが好ましい。
【0010】
また、本発明に係る樹脂含浸繊維束の製造方法において、前記樹脂飛散防止カバーが前記樹脂含浸設備全体を覆うように設けられていることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
電池
17日前
東レ株式会社
浄水器
2か月前
東レ株式会社
防護服
1か月前
東レ株式会社
化粧料
1か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
無配向フィルム
1か月前
東レ株式会社
黒色樹脂組成物
1か月前
東レ株式会社
光透過性表皮材
1か月前
東レ株式会社
加飾用フィルム
1か月前
東レ株式会社
飛翔体用ブレード
1か月前
東レ株式会社
不織布の製造装置
1か月前
東レ株式会社
貼合体の製造方法
1か月前
東レ株式会社
赤外線遮蔽構成体
1か月前
東レ株式会社
遮熱性アクリル繊維
1か月前
東レ株式会社
溶融紡糸口金パック
1か月前
東レ株式会社
中空糸膜モジュール
1か月前
東レ株式会社
フィルムの製造装置
1か月前
東レ株式会社
繊維断面の検査方法
1か月前
東レ株式会社
テーパ付き円筒部材
1か月前
東レ株式会社
車両用衝撃吸収部材
1か月前
東レ株式会社
太陽電池モジュール
1か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
複合成形体の製造方法
2か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
遠心ポッティング方法
1か月前
東レ株式会社
ポリプロピレンフィルム
1か月前
東レ株式会社
ゴム補強用合成繊維コード
2か月前
東レ株式会社
ゴム補強用合成繊維コード
2か月前
東レ株式会社
糸送り装置および糸送り方法
1か月前
東レ株式会社
着色樹脂組成物および着色膜
1か月前
東レ株式会社
ポリエステル組成物の製造方法
2か月前
東レ株式会社
先端に凸面を有する光ファイバ
2か月前
東レ株式会社
二軸配向ポリオレフィンフィルム
1か月前
東レ株式会社
ポリオレフィン系樹脂発泡シート
22日前
東レ株式会社
扁平多様断面繊維を含有した中綿
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ