TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025002201
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023102211
出願日
2023-06-22
発明の名称
磁気クランプ装置
出願人
株式会社コスメック
代理人
個人
主分類
B29C
33/32 20060101AFI20241226BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
金型と磁気ポールの接触面積について見直し、磁気ポールと金型との接触面積の最適化を図ること。
【解決手段】
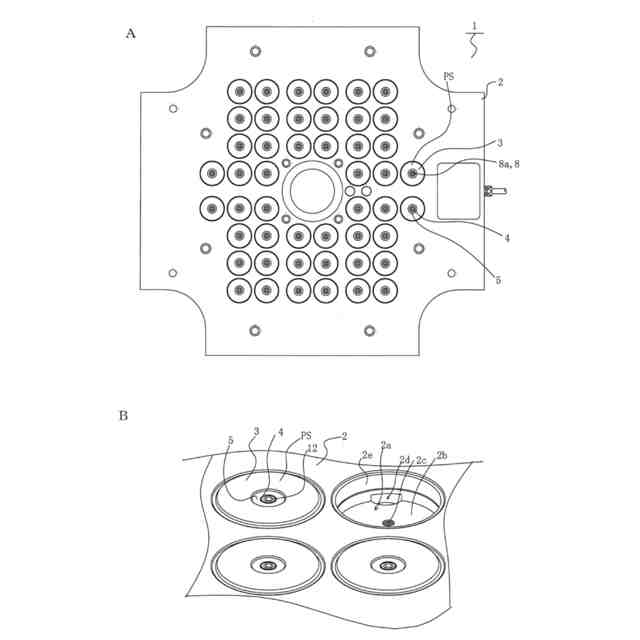
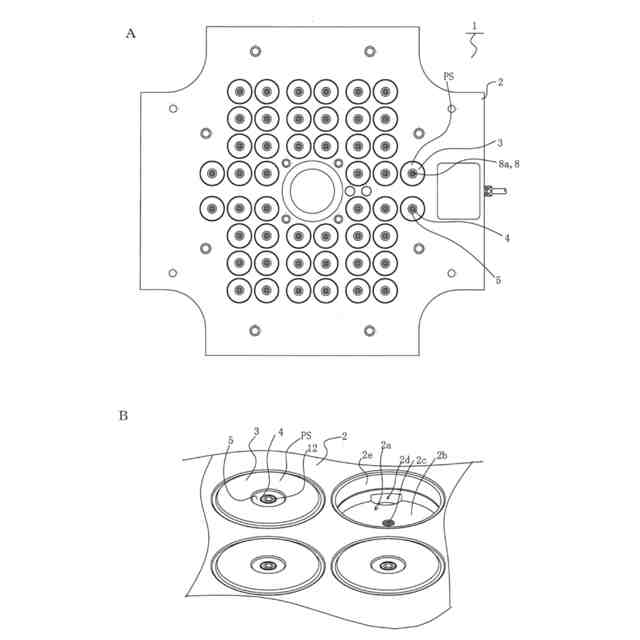
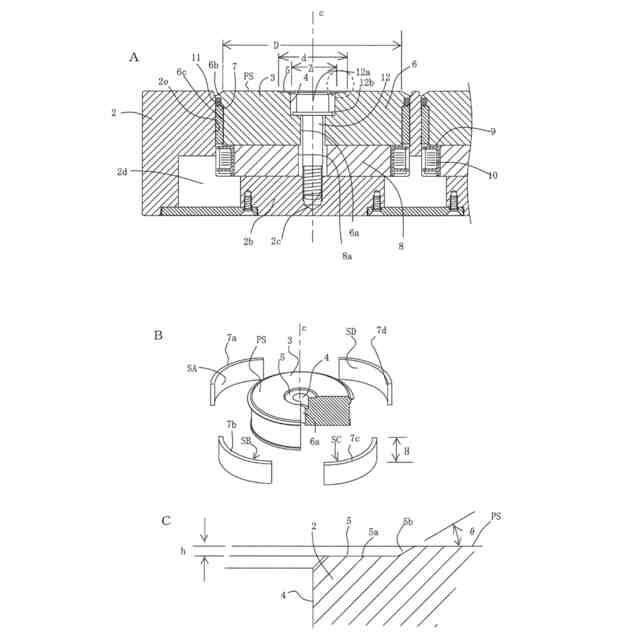
磁気クランプ装置1は、プレート本体2と、収容室2aに配置される磁気パッド3とを備える。磁気パッド3は、パッド表面PSを有する磁気ポール6と、磁気ポール6と収容室2aの底部2bとの間に設けられた極性を反転可能な反転可能磁石8と、磁気ポール6と収容室2aの内周の側面2eとの間に磁気ポール6を取り囲んで設けられた反転不可能磁石7とを有している。パッド表面PSに、パッド表面PSの面積を調整する調整窪み5を設けて、反転不可能磁石7の磁極の面積Mとパッド表面の面積Aを一致させている。
【選択図】 図1
特許請求の範囲
【請求項1】
表面に有底の収容室を有する磁性体からなるプレート本体と、前記収容室に配置される磁気パッドとを備える磁気クランプ装置であって、
前記磁気パッドは、固定すべき磁性体の対象物と接触するパッド表面を有する磁気ポールと、前記磁気ポールと前記収容室の底部との間に設けられた極性を反転可能な反転可能磁石と、前記磁気ポールと前記収容室の内周の側面との間に前記磁気ポールを取り囲んで設けられた反転不可能磁石とを有し、
前記パッド表面の中心に前記磁気パッドを前記プレート本体に固定するボルトが挿入され、前記磁気ポールを貫通する貫通孔と、当該ボルトの頭部を収容する深ザグリが設けられ、
前記深ザグリの周囲に、前記パッド表面の面積を調整するための前記深ザグリよりも浅い調整窪みが設けられており、かつ
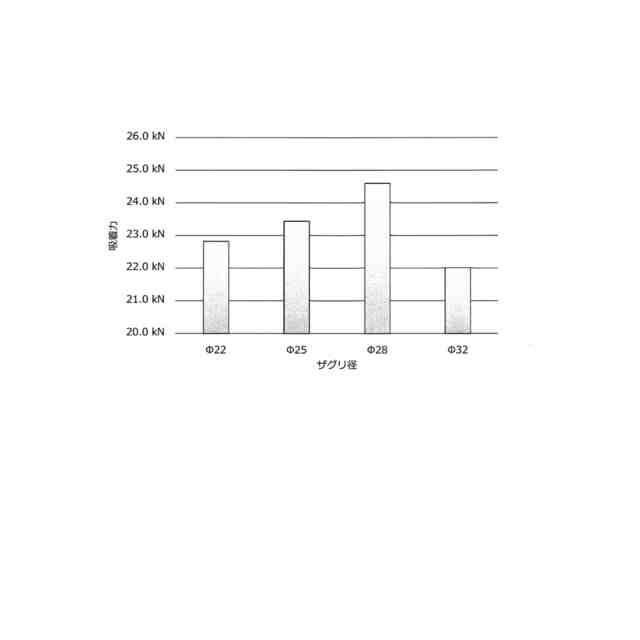
前記調整窪みにより調整された前記パッド表面の面積Aは、前記反転不可能磁石の磁極が前記磁気ポールに接触する面の面積Mと100.00%同じか、大きくても106.69%未満であることを特徴とする磁気クランプ装置。
続きを表示(約 550 文字)
【請求項2】
表面に有底の収容室を有する磁性体からなるプレート本体と、前記収容室に配置される磁気パッドとを備える磁気クランプ装置であって、
前記磁気パッドは、固定すべき磁性体の対象物と接触するパッド表面を有する磁気ポールと、前記磁気ポールと前記収容室の底部との間に設けられた極性を反転可能な反転可能磁石と、前記磁気ポールと前記収容室の内周の側面との間に前記磁気ポールを取り囲んで設けられた反転不可能磁石とを有し、
前記磁気ポールは、前記収容室の底部に向けて開口した有底の雌螺子孔を有し、
前記収容室の底部から突出したボルトは、前記雌螺子孔に対して螺合されており、
前記パッド表面の中心には、前記パッド表面の面積を調整するための前記深ザグリよりも浅い調整窪みが設けられており、かつ
前記調整窪みにより調整された前記パッド表面の面積Aは、前記反転不可能磁石の磁極が前記磁気ポールに接触する面の面積Mと100.00%同じか、大きくても106.69%未満であることを特徴とする磁気クランプ装置。
【請求項3】
請求項1又は2のいずれかにおいて、前記調整窪みの外周形状は、前記磁気ポールの外周形状に相似していることを特徴とする磁気クランプ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、磁気クランプ装置に関する。
続きを表示(約 1,900 文字)
【0002】
固定する対象物、例えば金型の固定装置として、磁気吸着力を利用した射出成形機の磁気クランプ装置が知られている。磁気クランプ装置は、射出成形機のプラテンに取り付けられた磁性体のプレート本体に、金型を磁気的に固定する装置である。プレート本体には、複数の磁気パッドが設けられ、各磁気パッドは磁気ポールの周囲に設けられた極性反転不可能な反転不可能磁石(例えば、ネオジム磁石)と磁気ポールの裏側に配置された極性反転可能な反転可能磁石(例えば、アルニコ磁石)とを有し、アルニコ磁石の磁気極性をコイルにより制御することにより、プレート本体内で閉鎖する磁気回路と、金型を経由する磁気回路との間で切り換え可能としている。
【0003】
例えば、特許文献1によれば、磁気クランプ装置は、磁性体からなるプレート本体と、磁気パッドを有している。磁気パッドは円筒状であり、プレート本体の表面側に穿孔された有底の収容室に配置されている。磁気ポールと、磁気ポールの周囲に設けられた反転不可能磁石と、磁気ポールの裏側に配置された反転可能磁石と、反転可能磁石の周囲に配置されたコイルとを有している。磁気ポールの中央にはボルトが挿入される貫通孔が穿孔されている。この貫通孔にはボルトの頭部を隠す深ザグリが付いている。ボルトを当該貫通孔に挿入し、空洞部の底部に設けられた雌螺子孔に螺着することにより磁気パッドを固定する。
【先行技術文献】
【特許文献】
【0004】
特許第5301117号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
特許文献1に示されるように磁気パッドの磁気ポールは、反転不可能磁石の磁束を漏れることなく金型に通過させて金型を吸着するため、磁気ポールは金型との接触面積を大きく設定している。そして、磁気ポールの中央に深ザグリ付きの貫通孔が穿孔さているが、これは金型と磁気ポールの接触面積を減少させるもので、深ザグリはできるだけボルト頭部の大きさに近い径の大きさにされている。鉄粉やオイルなどの汚れを溜めないことからも、深ザグリはできるだけボルト頭部の大きさに近くしている。金型と磁気ポールの接触面積は広くとられているのが現状で有り、それ以上の検討はされていない。
【0006】
本発明の目的は、金型と磁気ポールの接触面積について見直し、磁気ポールと金型との接触面積の最適化を図るものである。
【課題を解決するための手段】
【0007】
本発明は、表面に有底の収容室を有する磁性体からなるプレート本体と、収容室に配置される磁気パッドとを備える磁気クランプ装置であって、磁気パッドは、固定すべき磁性体の対象物と接触するパッド表面を有する磁気ポールと、磁気ポールと前記収容室の底部との間に設けられた極性を反転可能な反転可能磁石と、磁気ポールと前記収容室の内周の側面との間に前記磁気ポールを取り囲んで設けられた反転不可能磁石とを有しており、パッド表面に、パッド表面の面積を調整する調整窪みを設けて、反転不可能磁石の磁極の面積とパッド表面の面積を一致させていることを特徴とする。
【発明の効果】
【0008】
本発明によれば、調整窪みにより、パッド表面の面積を反転不可能磁石の磁極の面積と等しくするように調整することにより、吸着力を大きくすることができる。
【図面の簡単な説明】
【0009】
磁気クランプ装置を示す図であり、図1Aは磁気クランプ装置を表側から見た図、図1Bは1つの磁気パッドの断面図である。
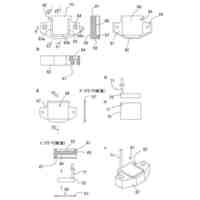
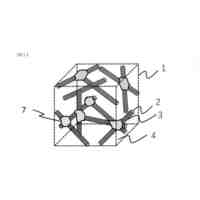
磁気パッドを説明する図であり、図2Aは断面図、図2Bは磁気ポールとその周囲に設けられた反転不可能磁石とを示した図、図2Cは調整窪みの断面拡大図(図2Aの点線で丸く囲んだ範囲)である。
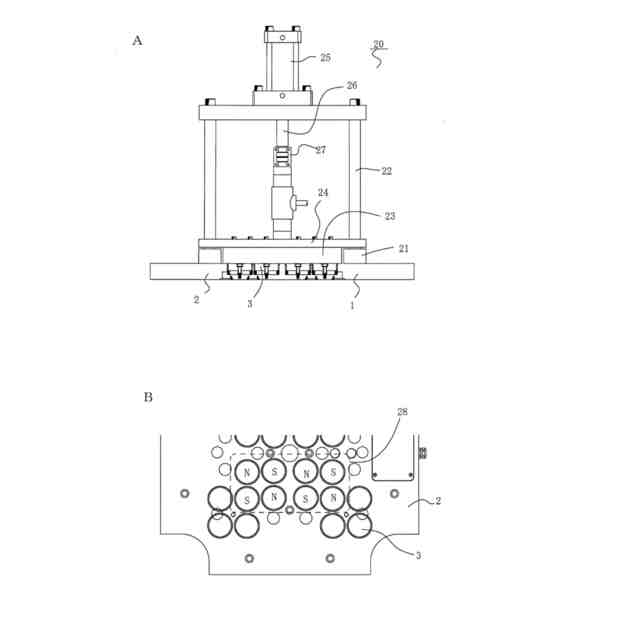
評価する環境を説明する図であり、図3Aは評価器具、図3Bは評価対象の磁気パッドの範囲を説明する図である。
実験結果を示す図である。
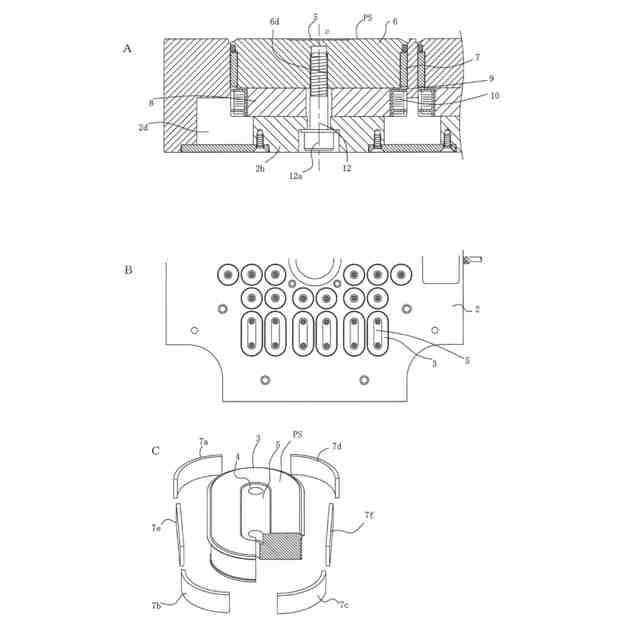
他の実施例を説明する図である。
【発明を実施するための最良の形態】
【0010】
磁束の通る断面積が広いと、磁束密度が下がり、単位面積当たりの吸着力は低下するが、全体の面積で考える限り反転不可能磁石による金型への吸着力は変わらないはずである。一方、磁束の通る断面積が狭いと、磁束密度が上がり、単位面積当たりの吸着力は増加するが、磁束のもれも発生しやすくなり、全体の面積で考える限り反転不可能磁石による金型への吸着力は低下するはずである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社コスメック
吸着対象物の落下防止装置
1か月前
株式会社コスメック
シリンダ装置の無線センシング構造
18日前
個人
気泡緩衝材減容装置
2か月前
東レ株式会社
吹出しノズル
12か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
11か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社 型善
射出成形型
4日前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社カワタ
計量混合装置
6か月前
株式会社エフピコ
賦形シート
18日前
個人
樹脂可塑化方法及び装置
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社FTS
ロッド
10か月前
日機装株式会社
加圧システム
7か月前
株式会社漆原
シートの成形方法
6か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社FTS
成形装置
11か月前
NOK株式会社
樹脂ゴム複合体
2か月前
トヨタ自動車株式会社
射出装置
8か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社コスメック
射出成形装置
5か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
7か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
7か月前
株式会社FTS
セパレータ
9か月前
株式会社リコー
画像形成システム
11か月前
三和合板株式会社
化粧板の製造装置
3か月前
東レ株式会社
繊維強化プラスチック構造体
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ