TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064386
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174107
出願日
2023-10-06
発明の名称
炭素繊維シートの製造方法
出願人
東レ株式会社
代理人
主分類
B29C
43/58 20060101AFI20250410BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】燃料電池用の、寸法変動が抑制され均一性に優れた炭素繊維シート製造方法を提供する。
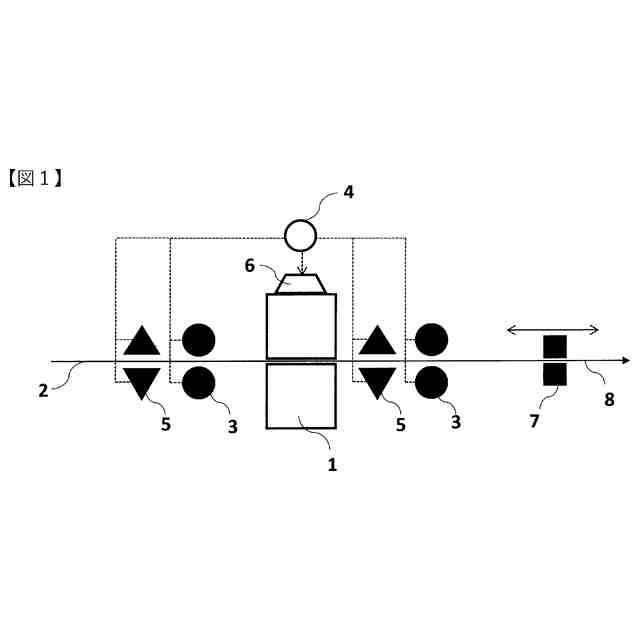
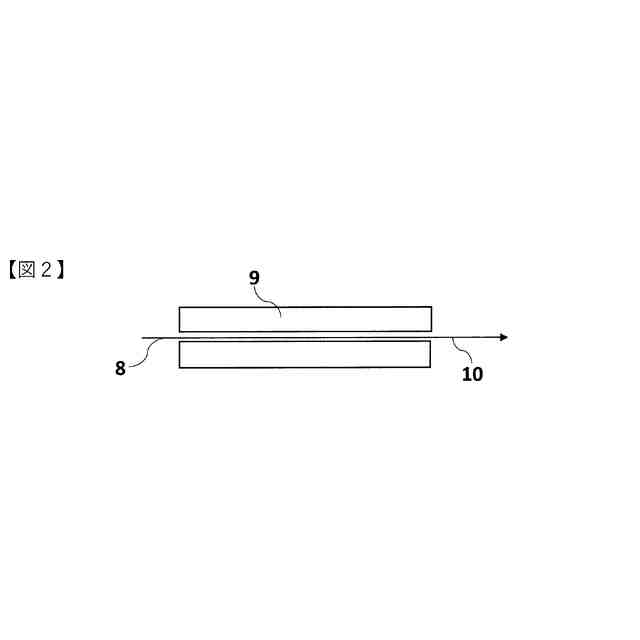
【解決手段】不連続炭素繊維および/または不連続炭素繊維前駆体からなるマットに樹脂組成物を含浸させてプリプレグを得る含浸工程と、プレス機と金型とでプリプレグを加熱・加圧して成形シートを得る成形工程と、成形シートを加熱することで炭素繊維シートを得る焼成工程とからなる炭素繊維シートの製造方法である。含浸工程と成形工程との間に、プリプレグの厚さまたは目付を測定する計測工程を有し、計測工程で測定したプリプレグの厚さまたは目付の情報を成形工程にフィードフォワードして、金型のクリアランスを調整する、および/または、成形工程と焼成工程との間に、成形シートの厚さまたは目付を測定する計測工程を有し、計測工程で測定した成形シートの厚さまたは目付の情報を成形工程にフィードバックして金型のクリアランスを調整する。
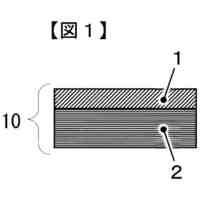
【選択図】図1
特許請求の範囲
【請求項1】
不連続炭素繊維および/または不連続炭素繊維前駆体からなるマットに樹脂組成物を含浸させてプリプレグを得る含浸工程(1)と、プレス機と金型とで前記プリプレグを加熱・加圧して成形シートを得る成形工程(2)と、前記成形シートを加熱することで炭素繊維シートを得る焼成工程(3)とからなる炭素繊維シートの製造方法であって、
前記含浸工程(1)と前記成形工程(2)との間に、プリプレグの厚さまたは目付を測定する計測工程(A)を有し、前記計測工程(A)で測定したプリプレグの厚さまたは目付の情報を前記成形工程(2)にフィードフォワードして、前記金型のクリアランスを調整する、および/または、
前記成形工程(2)と前記焼成工程(3)との間に、成形シートの厚さまたは目付を測定する計測工程(B)を有し、前記計測工程(B)で測定した成形シートの厚さまたは目付の情報を前記成形工程(2)にフィードバックして前記金型のクリアランスを調整する炭素繊維シートの製造方法。
続きを表示(約 700 文字)
【請求項2】
前記成形工程(2)おいて、金型が平板であり、間欠的に成形シートを引き取り、炭素繊維シートを連続的に製造する請求項1に記載の炭素繊維シートの製造方法。
【請求項3】
前記成形工程(2)において、金型がロールであり、連続的に成形シートを引き取り、炭素繊維シートを連続的に製造する請求項1に記載の炭素繊維シートの製造方法。
【請求項4】
前記プレス機が、金型のクリアランス調整をサーボモーターで行う請求項1に記載の炭素繊維シートの製造方法。
【請求項5】
前記計測工程(A)において、プリプレグの厚さおよび目付のいずれも測定する請求項1に記載の炭素繊維シートの製造方法。
【請求項6】
前記計測工程(A)において、プリプレグの厚さおよび/または目付を幅方向に2か所以上測定する請求項1に記載の炭素繊維シートの製造方法。
【請求項7】
前記計測工程(B)において、成形シートの厚さおよび目付のいずれも測定する請求項1に記載の炭素繊維シートの製造方法。
【請求項8】
前記計測工程(B)において、成形シートの厚さおよび/または目付を幅方向に2か所以上測定する請求項1に記載の炭素繊維シートの製造方法。
【請求項9】
前記計測工程(A)または(B)において、レーザ光を用いて厚さを測定する請求項1に記載の炭素繊維シートの製造方法。
【請求項10】
前記計測工程(A)または(B)において、X線またはβ線を用いて目付を測定する請求項1に記載の炭素繊維シートの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、燃料電池や水電解装置に用いられる、長さおよび幅方向の厚さ変動が抑制され、均一性に優れた炭素繊維シートの製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
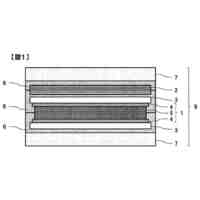
固体高分子型燃料電池やリン酸型燃料電池、水電解装置は、電解質膜の一方の面にアノード電極、もう一方の面にカソード電極を配置した構造(膜電極接合体:MEA)を有している。固体高分子型電解質膜を持つ燃料電池、水電解装置は、電解質膜が陽イオン交換膜で構成されており、リン酸型燃料電池は電解質膜がリン酸で構成されている。
【0003】
アノード電極およびカソード電極は、電解質膜側から、貴金属系触媒を担持した電極触媒層、ガス拡散層の順で並んで構成されている。ガス拡散層には、発電時の燃料ガスおよび酸化ガスを電解質膜に供給しやすくするため、気体透過性が求められる。また、MEA構成時に各部材と接触性を向上させるため、厚さ均一性の高さも求められる。
【0004】
上記特性を有するガス拡散層の部材として、炭素繊維シートが広く用いられている。炭素繊維シートは主に含浸工程、成形工程、焼成工程を含む製造方法で製造される。
【0005】
含浸工程では、炭素短繊維または炭素短繊維前駆体からなる基材に樹脂組成物を含浸させ、シート状の中間製品であるプリプレグを得る。次に成形工程で、このプリプレグを加熱・加圧して成形することで、成形シートを得る。焼成工程では成形シートを高温で焼成し、炭素繊維シートを得る。
【0006】
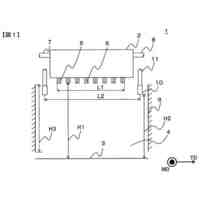
中でも成形工程は厚さが均一な成形シートを得るために重要な工程であり、加熱・加圧する方法としては間欠的にシートを引き取りながらプレスする間欠プレス方式や、ベルトプレス方式、ロール方式等が用いられる。厚さ均一性の高い成形シートを得るために、特許文献1のようにプリプレグを連続的に加熱しつつ押圧する回転ロールと、プリプレグの厚さを連続的に制御するため、当該押圧の圧力を連続的に調節する圧力調節手段が用いられている。
【先行技術文献】
【特許文献】
【0007】
特開2003-053759号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に記載されているような製造方法では、連続的に成形シートの厚さを計測し、逐次回転ロールの押圧にフィードバックしており、押圧の急変が発生し、成形での厚さ均一性が低下するおそれがあった。また、回転ロールへのフィードバックに要する時間がかかるため、低速での製造に限定されることがあった。
【課題を解決するための手段】
【0009】
本発明者は、上記課題を解決すべく鋭意検討した結果、下記の炭素繊維シートの製造方法を完成させるに至った。
[1]不連続炭素繊維および/または不連続炭素繊維前駆体からなるマットに樹脂組成物を含浸させてプリプレグを得る含浸工程(1)と、プレス機と金型とで前記プリプレグを加熱・加圧して成形シートを得る成形工程(2)と、前記成形シートを加熱することで炭素繊維シートを得る焼成工程(3)とからなる炭素繊維シートの製造方法であって、
前記含浸工程(1)と前記成形工程(2)との間に、プリプレグの厚さまたは目付を測定する計測工程(A)を有し、前記計測工程(A)で測定したプリプレグの厚さまたは目付の情報を前記成形工程(2)にフィードフォワードして、前記金型のクリアランスを調整する、および/または、
前記成形工程(2)と前記焼成工程(3)との間に、成形シートの厚さまたは目付を測定する計測工程(B)を有し、前記計測工程(B)で測定した成形シートの厚さまたは目付の情報を前記成形工程(2)にフィードバックして前記金型のクリアランスを調整する炭素繊維シートの製造方法。
[2]前記成形工程(2)おいて、金型が平板であり、間欠的に成形シートを引き取り、炭素繊維シートを連続的に製造する[1]に記載の炭素繊維シートの製造方法。
[3]前記成形工程(2)において、金型がロールであり、連続的に成形シートを引き取り、炭素繊維シートを連続的に製造する[1]に記載の炭素繊維シートの製造方法。
[4]前記プレス機が、金型のクリアランス調整をサーボモーターで行う[1]~[3]のいずれかに記載の炭素繊維シートの製造方法。
[5]前記計測工程(A)において、プリプレグの厚さおよび目付のいずれも測定する[1]~[4]のいずれかに記載の炭素繊維シートの製造方法。
[6]前記計測工程(A)において、プリプレグの厚さおよび/または目付を幅方向に2か所以上測定する[1]~[5]のいずれかに記載の炭素繊維シートの製造方法。
[7]前記計測工程(B)において、成形シートの厚さおよび目付のいずれも測定する[1]~[6]のいずれかに記載の炭素繊維シートの製造方法。
[8]前記計測工程(B)において、成形シートの厚さおよび/または目付を幅方向に2か所以上測定する[1]~[7]のいずれかに記載の炭素繊維シートの製造方法。
[9]前記計測工程(A)または(B)において、レーザ光を用いて厚さを測定する[1]~[8]のいずれかに記載の炭素繊維シートの製造方法。
[10]前記計測工程(A)または(B)において、X線またはβ線を用いて目付を測定する[1]~[9]のいずれかに記載の炭素繊維シートの製造方法。
【発明の効果】
【0010】
本発明は、燃料電池や水電解装置に用いられる、長さおよび幅方向の厚さ変動が抑制され、均一性に優れた炭素繊維シートの製造方法に関する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
電池
17日前
東レ株式会社
化粧料
1か月前
東レ株式会社
浄水器
2か月前
東レ株式会社
防護服
1か月前
東レ株式会社
複合半透膜
3か月前
東レ株式会社
積層フィルム
2か月前
東レ株式会社
風車ブレード
3か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
黒色樹脂組成物
1か月前
東レ株式会社
無配向フィルム
1か月前
東レ株式会社
光透過性表皮材
1か月前
東レ株式会社
加飾用フィルム
1か月前
東レ株式会社
多孔質炭素シート
2か月前
東レ株式会社
貼合体の製造方法
1か月前
東レ株式会社
赤外線遮蔽構成体
1か月前
東レ株式会社
飛翔体用ブレード
1か月前
東レ株式会社
不織布の製造装置
1か月前
東レ株式会社
多層積層フィルム
2か月前
東レ株式会社
溶融紡糸口金パック
1か月前
東レ株式会社
サンドイッチ構造体
2か月前
東レ株式会社
車両用衝撃吸収部材
1か月前
東レ株式会社
繊維断面の検査方法
1か月前
東レ株式会社
遮熱性アクリル繊維
1か月前
東レ株式会社
太陽電池モジュール
1か月前
東レ株式会社
フィルムの製造装置
1か月前
東レ株式会社
テーパ付き円筒部材
1か月前
東レ株式会社
中空糸膜モジュール
1か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
遠心ポッティング方法
1か月前
東レ株式会社
ガス拡散層の製造方法
2か月前
東レ株式会社
引抜成形品の製造方法
3か月前
東レ株式会社
複合成形体の製造方法
2か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
ポリプロピレンフィルム
1か月前
東レ株式会社
織物およびシート表皮材
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ