TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025044514
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023152117
出願日
2023-09-20
発明の名称
射出成形機
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B29C
45/53 20060101AFI20250326BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】可塑化された成形材料の停留を安定的に抑制することができる射出成形機を提供する。
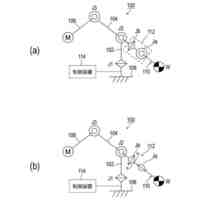
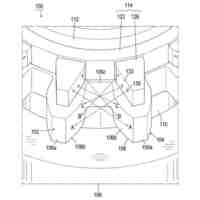
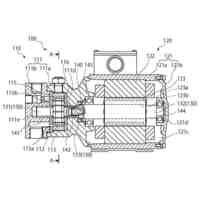
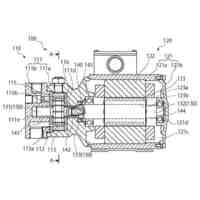
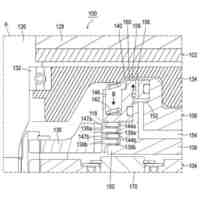
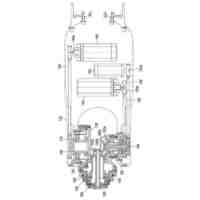
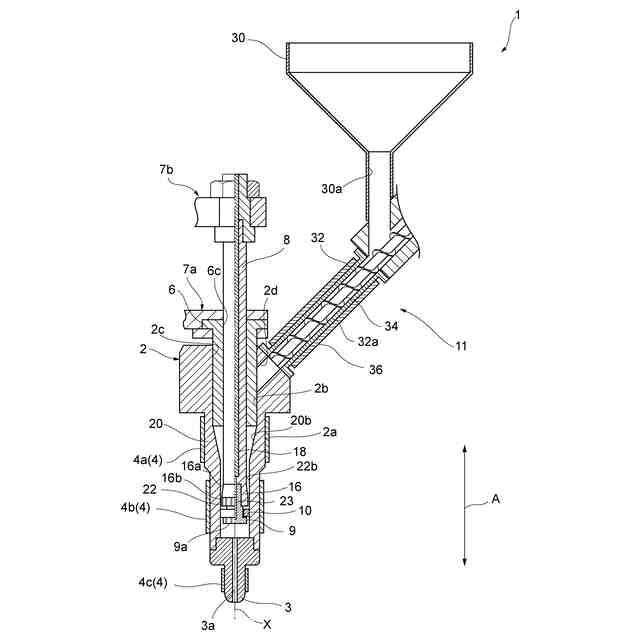
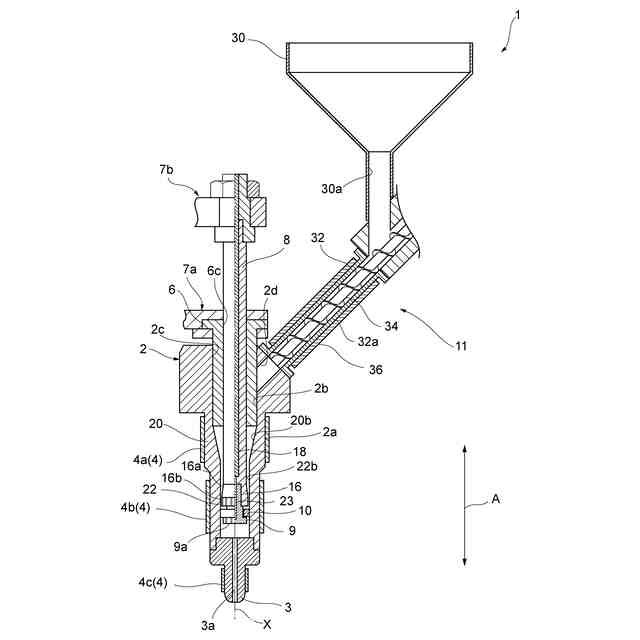
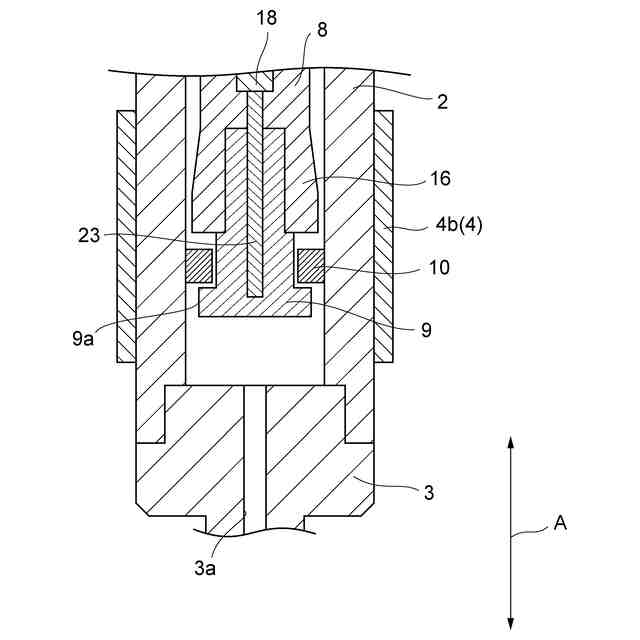
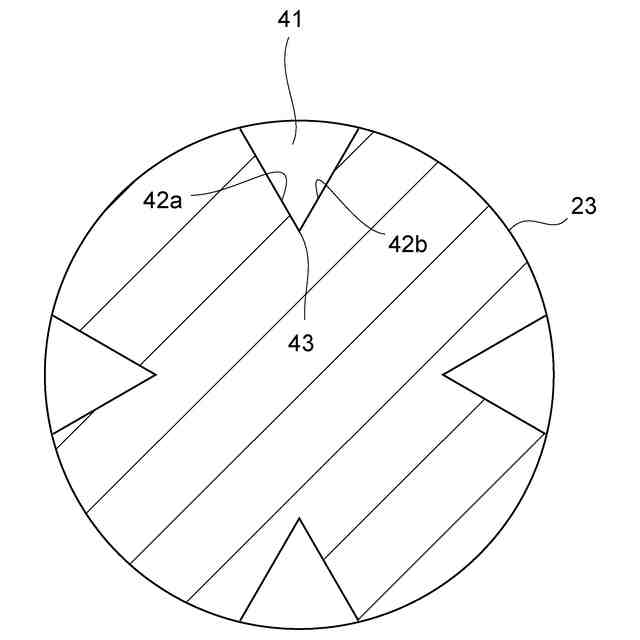
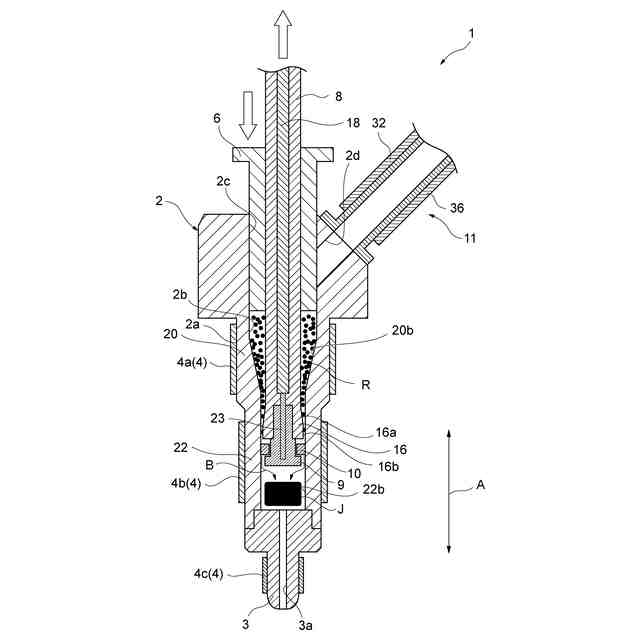
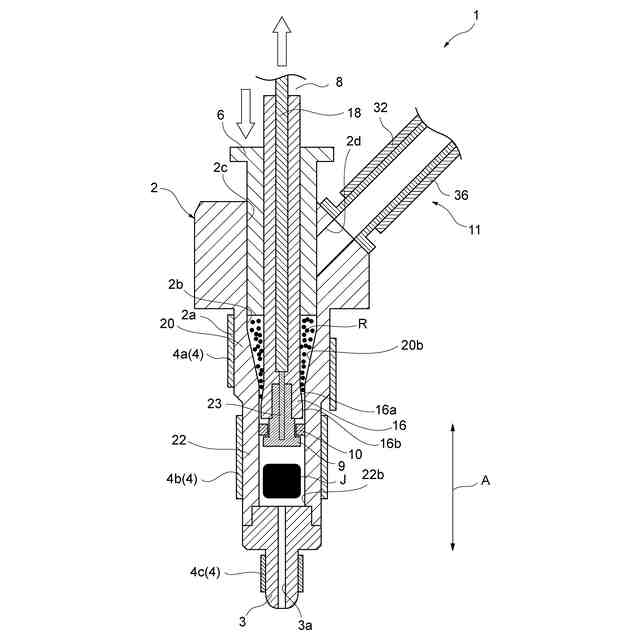
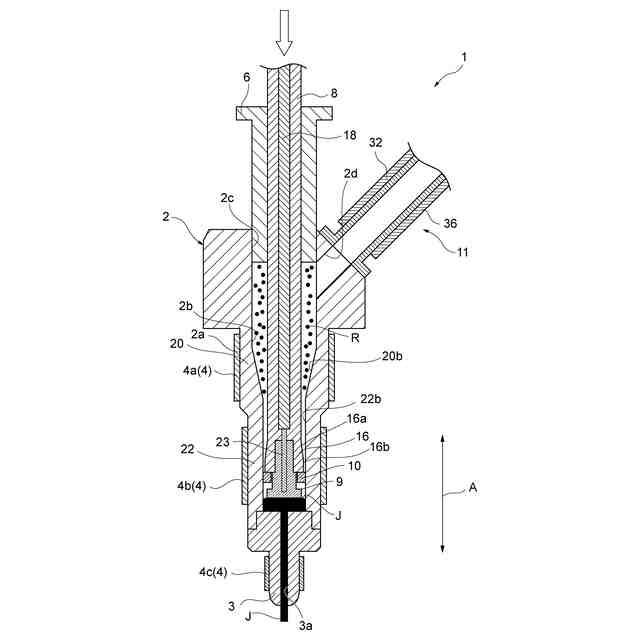
【解決手段】射出成形機1は、一方向に延在する中空のバレル2と、バレル2の一方向における一端側に設けられ、バレル2内で可塑化した成形材料を射出するノズル3と、バレル2の内部に供給された成形材料をノズル3側へ押し出す押出部6と、押出部6を貫通して一方向に延在するロッド8と、ロッド8におけるノズル3側の端部に設けられたヘッド9と、ロッド8の内部に設けられ、一方向に延在する内部加熱部18と、内部加熱部19と接触しつつ一方向に沿ってヘッド9の内部に軸方向に延在し、一方向に沿った表面において一方向に延びる溝41が形成されており、ヘッド9よりも熱膨張率が高い伝熱部材23と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
一方向に延在する中空のバレルと、
前記バレルの前記一方向における一端側に設けられ、前記バレル内で可塑化した成形材料を射出するノズルと、
前記バレルの内部に供給された前記成形材料を前記ノズル側へ押し出す押出部と、
前記押出部を貫通して前記一方向に延在するロッドと、
前記ロッドにおける前記ノズル側の端部に設けられたヘッドと、
前記ロッドの内部に設けられ、前記一方向に延在する内部加熱部と、
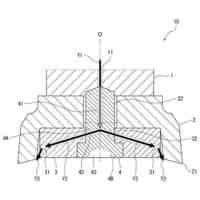
前記内部加熱部と接触しつつ前記一方向に沿って前記ヘッドの内部まで延在し、前記一方向に沿った表面において前記一方向に延びる溝が形成されており、前記ヘッドよりも熱膨張率が高い伝熱部材と、
を備えることを特徴とする射出成形機。
続きを表示(約 380 文字)
【請求項2】
前記伝熱部材において、前記溝は、前記一方向に延在する前記伝熱部材の表面において螺旋状に前記一方向へ延びることを特徴とする請求項1に記載の射出成形機。
【請求項3】
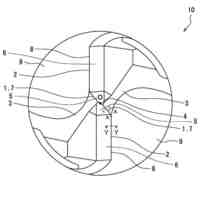
前記伝熱部材は、前記一方向に沿って細長な円柱形状であり、周方向に等しい間隔において複数の前記溝が形成されていることを特徴とする請求項1又は2に記載の射出成形機。
【請求項4】
前記溝は、前記伝熱部材が延在する方向と垂直な断面において、前記溝を構成する2つの壁面が前記伝熱部材の中心軸側で互いに接触しており、径方向の外側に向かって2つの前記壁面の間隔が広がる形状を有していることを特徴とする請求項1又は2に記載の射出成形機。
【請求項5】
前記伝熱部材は、前記ヘッドよりも熱伝導率が高いことを特徴とする請求項1又は2に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
例えば自動車等の部品の中には、射出成形機が用いられ樹脂原料等の成形材料が射出されることによって成形されているものがある。
【0003】
特許文献1においては、成形材料を射出するための射出部へ熱源からの熱が伝熱されることが開示されている。また、特許文献2においては、トーピード先端部へ熱源から熱が伝熱されることが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-79145号公報
特開2008-143157号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、射出成形機においては、内部で成形材料を可塑化して射出するが、可塑化された成形材料の温度が低下する部分で流動性が低下し、可塑化された成形材料が停留する可能性がある。もし可塑化された成形材料が停留した場合には熱劣化が促進され、固着等が発生し、成形品に影響を及ぼす可能性がある。例えば特許文献1や特許文献2の方法によって可塑化された成形材料の温度低下が抑制されると考えられるが、可塑化された成形材料の温度が低下し易い箇所に対してより安定的に伝熱することが望まれる。
【0006】
上記課題に鑑み、本発明は、可塑化された成形材料の停留を安定的に抑制することができる射出成形機を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明に係る射出成形機は、一方向に延在する中空のバレルと、前記バレルの前記一方向における一端側に設けられ、前記バレル内で可塑化した成形材料を射出するノズルと、前記バレルの内部に供給された前記成形材料を前記ノズル側へ押し出す押出部と、前記押出部を貫通して前記一方向に延在するロッドと、前記ロッドにおける前記ノズル側の端部に設けられたヘッドと、前記ロッドの内部に設けられ、前記一方向に延在する内部加熱部と、前記内部加熱部と接触しつつ前記一方向に沿って前記ヘッドの内部まで延在し、前記一方向に沿った表面において前記一方向に延びる溝が形成されており、前記ヘッドよりも熱膨張率が高い伝熱部材と、を備える。
【0008】
また、前記伝熱部材において、前記溝は、前記一方向に延在する前記伝熱部材の表面において螺旋状に前記一方向へ延びる。
【0009】
また、前記伝熱部材は、前記一方向に沿って細長な円柱形状であり、周方向に等しい間隔において複数の前記溝が形成されている。
【0010】
また、前記溝は、前記伝熱部材が延在する方向と垂直な断面において、前記溝を構成する2つの壁面が前記伝熱部材の中心軸側で互いに接触しており、径方向の外側に向かって2つの前記壁面の間隔が広がる形状を有している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ロボット
2か月前
株式会社不二越
流路切換弁
11日前
株式会社不二越
エンドミル
1か月前
株式会社不二越
X線測定装置
1か月前
株式会社不二越
歯車加工装置
27日前
株式会社不二越
歯車加工装置
27日前
株式会社不二越
歯車加工装置
27日前
株式会社不二越
電動油圧ポンプ
4日前
株式会社不二越
電動油圧ポンプ
4日前
株式会社不二越
空冷式油圧装置
4日前
株式会社不二越
回転駆動システム
13日前
株式会社不二越
X線測定システム
4日前
株式会社不二越
噛み込み検知装置
1か月前
株式会社不二越
X線測定システム
1か月前
株式会社不二越
X線測定システム
1か月前
株式会社不二越
刃先交換式ドリル
今日
株式会社不二越
垂直多関節ロボット
19日前
株式会社不二越
斜板式ピストンポンプ
2か月前
株式会社不二越
固定構造および固定治具
1か月前
株式会社不二越
ロボットに用いる伝送路
1か月前
株式会社不二越
ダイヤモンド膜の密着性能評価方法
13日前
株式会社不二越
超硬合金およびこれを用いた切削工具
1か月前
株式会社不二越
センサシステム及びロボットシステム
1か月前
株式会社不二越
歯切工具用部品およびそれを用いた歯切工具
11日前
株式会社不二越
直動軸受用合金鋼およびそれを用いた直動軸受
1か月前
株式会社不二越
冷間金型用合金鋼およびそれを用いた冷間金型
1か月前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
グンゼ株式会社
ピン
12か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
20日前
個人
樹脂可塑化方法及び装置
10か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ