TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025121470
公報種別
公開特許公報(A)
公開日
2025-08-20
出願番号
2024016876
出願日
2024-02-07
発明の名称
繊維強化樹脂成形品の製造方法
出願人
東レ株式会社
代理人
主分類
B29C
39/44 20060101AFI20250813BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
高温高湿環境下において強固な接合強度を有する繊維強化樹脂成形品を、生産性を維持しながら外観品位良く生産する。
【解決手段】
ガラス転移温度(℃)が100(℃)以上の結晶性樹脂である熱可塑性樹脂[p]を表層に有する繊維強化樹脂成形品、およびガラス転移温度(℃)が180(℃)以上の非晶性樹脂である熱可塑性樹脂[p]を表層に有する繊維強化樹脂成形品の製造方法であって:
前記熱可塑性樹脂[p]を表層に有する強化繊維基材[A]を、前記熱可塑性樹脂[p]がガラス転移温度との関係で規定される所定の温度状態で賦形する賦形工程;
予熱した熱硬化性樹脂[B]を、賦形した前記強化繊維基材[A]に含浸し、硬化させる含浸工程;
前記熱可塑性樹脂[p]がガラス転移温度(℃)未満の状態で脱型する脱型工程;
をこの順に有する繊維強化樹脂成形品の製造方法。
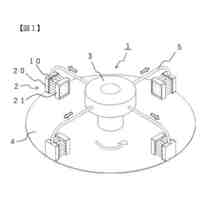
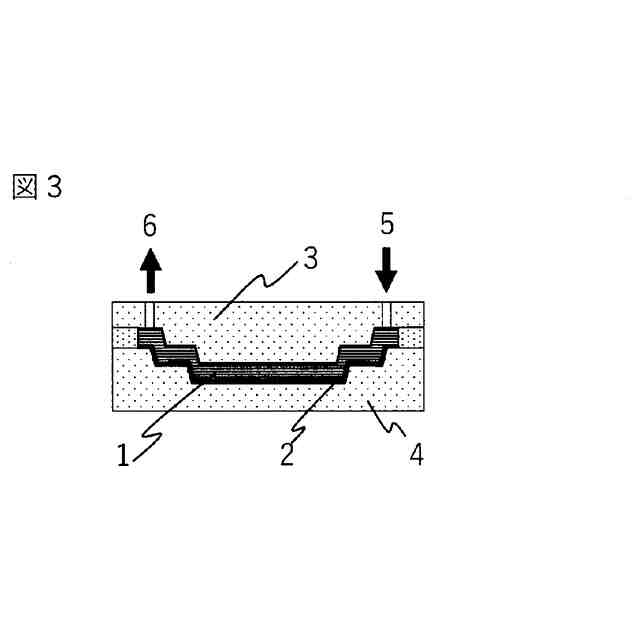
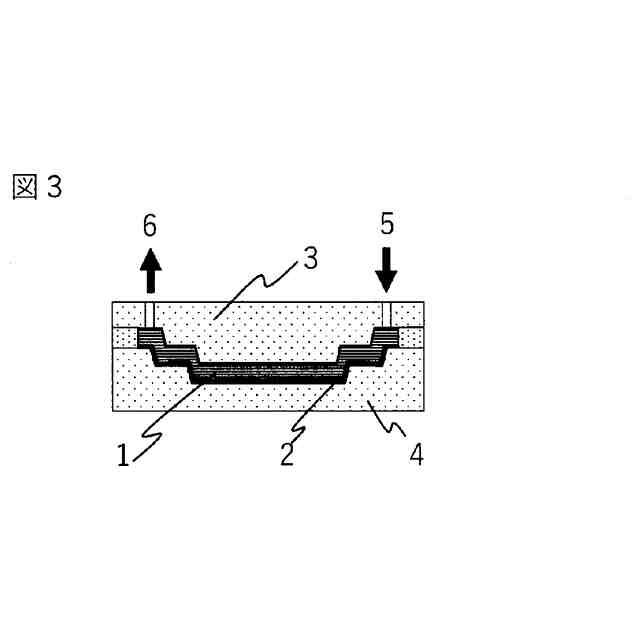
【選択図】図3
特許請求の範囲
【請求項1】
ガラス転移温度(℃)が100(℃)以上の結晶性樹脂である熱可塑性樹脂[p]を表層に有する繊維強化樹脂成形品の製造方法であって:
前記熱可塑性樹脂[p]を表層に有する強化繊維基材[A]を、前記熱可塑性樹脂[p]がガラス転移温度(℃)以上かつ融点(℃)未満の状態で賦形する賦形工程;
予熱した熱硬化性樹脂[B]を、賦形した前記強化繊維基材[A]に含浸し、硬化させる含浸工程;
前記熱可塑性樹脂[p]がガラス転移温度(℃)未満の状態で脱型する脱型工程;
をこの順に有する繊維強化樹脂成形品の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
ガラス転移温度(℃)が180(℃)以上の非晶性樹脂である熱可塑性樹脂[p]を表層に有する繊維強化樹脂成形品の製造方法であって:
前記熱可塑性樹脂[p]を表層に有する強化繊維基材[A]を、前記熱可塑性樹脂[p]がガラス転移温度(℃)-30(℃)以上、ガラス転移温度(℃)以下の状態で賦形する賦形工程;
予熱した熱硬化性樹脂[B]を、賦形した前記強化繊維基材[A]に含浸し、硬化させる含浸工程;
前記熱可塑性樹脂[p]がガラス転移温度(℃)未満の状態で脱型する脱型工程;
をこの順に有する繊維強化樹脂成形品の製造方法。
【請求項3】
前記強化繊維基材[A]のガーレー秒数が10000s以上である、請求項1または請求項2記載の繊維強化樹脂成形品の製造方法。
【請求項4】
前記強化繊維基材[A]のWater Pick-Up法での含浸性が25質量%以上である、請求項1または請求項2記載の繊維強化樹脂成形品の製造方法。
【請求項5】
前記賦形工程において、前記強化繊維基材[A]の厚み方向に1MPa~5MPaの圧力を付与する、請求項1または請求項2記載の繊維強化樹脂成形品の製造方法。
【請求項6】
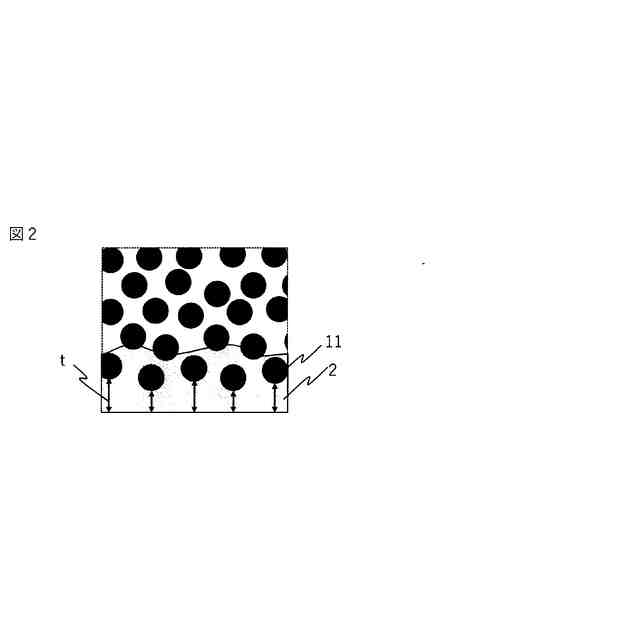
前記強化繊維基材[A]の表層の熱可塑性樹脂[p]の厚みが30μm~300μmである、請求項1または請求項2記載の繊維強化樹脂成形品の製造方法。
【請求項7】
前記熱可塑性樹脂[p]の少なくとも一部が前記強化繊維基材[A]中の繊維束に含浸した、請求項1または請求項2記載の繊維強化樹脂成形品の製造方法。
【請求項8】
脱型後室温に戻った状態における前記熱可塑性樹脂[p]の結晶化度が60%以下である、請求項1記載の繊維強化樹脂成形品の製造方法。
【請求項9】
前記強化繊維基材[A]が一方向強化束である、請求項1または請求項2記載の繊維強化樹脂成形品の製造方法。
【請求項10】
前記含浸工程の前に、強化繊維基材[A]を熱可塑性樹脂[p]が最表面となるよう配置し、所定枚数の別の強化繊維シートを熱可塑性樹脂[p]とは反対の面に配置する積層工程を含む、請求項1または請求項2記載の繊維強化樹脂成形品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、強化繊維基材に未硬化の熱硬化性樹脂を含浸・硬化させる、いわゆるレジントランスファーモールディング(RTM)による繊維強化樹脂成形品の製造方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
繊維強化樹脂成形品は力学特性、軽量性に優れた材料であり、航空機や自動車、産業用機器などの構造部材として広く用いられている。繊維強化樹脂成形品の代表的な製造方法として、連続した強化繊維に未硬化の樹脂を含浸させた繊維強化プリプレグを積層して硬化させる方法があるが、複雑形状の成形品を量産性よく容易に生産するのには不向きであった。
【0003】
別の製造方法としては、強化繊維基材を成形型へ配置し、そこへ未硬化の樹脂を注入して該強化繊維基材に含浸させた後に硬化させる、レジントランスファーモールディング(RTM)がある。該成形方法は、比較的複雑な形状の部材を成形することが可能である。
【0004】
しかし、より複雑な形状の部材を作製するためには、他の成形品等と一体的に接合させる技術が必要である。特許文献1には、金型の中で炭素繊維織物等の連続強化繊維基材の表面に熱可塑性基材を配置し、そこに熱硬化性樹脂を注入・硬化させる繊維強化樹脂成形品の製造方法が記載されている。このように製造された繊維強化樹脂成形体において、熱可塑性樹脂は他の部材との接着層として機能する。
【先行技術文献】
【特許文献】
【0005】
特許第4774839号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の方法で作製された繊維強化樹脂成形品は、熱可塑性樹脂層を介して熱溶着により他の成形品等と接合することができる。しかし、特許文献1に記載の製造方法では金型内で熱可塑性樹脂を強化繊維基材内部に含浸させるため、高温高湿環境下での用途を想定して高耐熱性熱可塑性樹脂を使用する場合には、金型を熱可塑性樹脂の溶融温度から熱硬化性樹脂の硬化温度まで降温するのに時間を要するという生産性の課題があった。また、熱可塑性樹脂が含浸する際に強化繊維の直進性が乱れ、外観品位の低下を招く場合もあった。
【0007】
本発明は、高耐熱性熱可塑性樹脂層を表層に有する繊維強化樹脂成形品のRTMにおける生産性を向上することを課題とする。
【課題を解決するための手段】
【0008】
上述の課題を解決する本発明は、以下の手段を採るものである。
(1)ガラス転移温度(℃)が100(℃)以上の結晶性樹脂である熱可塑性樹脂[p]を表層に有する繊維強化樹脂成形品の製造方法であって:
前記熱可塑性樹脂[p]を表層に有する強化繊維基材[A]を、前記熱可塑性樹脂[p]がガラス転移温度(℃)以上かつ融点(℃)未満の状態で賦形する賦形工程;
予熱した熱硬化性樹脂[B]を、賦形した前記強化繊維基材[A]に含浸し、硬化させる含浸工程;
前記熱可塑性樹脂[p]がガラス転移温度(℃)未満の状態で脱型する脱型工程;
をこの順に有する繊維強化樹脂成形品の製造方法。
(2)ガラス転移温度(℃)が180(℃)以上の非晶性樹脂である熱可塑性樹脂[p]を表層に有する繊維強化樹脂成形品の製造方法であって:
前記熱可塑性樹脂[p]を表層に有する強化繊維基材[A]を、前記熱可塑性樹脂[p]がガラス転移温度(℃)-30(℃)以上、ガラス転移温度(℃)以下の状態で賦形する賦形工程;
予熱した熱硬化性樹脂[B]を、賦形した前記強化繊維基材[A]に含浸し、硬化させる含浸工程;
前記熱可塑性樹脂[p]がガラス転移温度(℃)未満の状態で脱型する脱型工程;
をこの順に有する繊維強化樹脂成形品の製造方法。
【発明の効果】
【0009】
本発明によれば、高耐熱性熱可塑性樹脂層を表層に有する繊維強化樹脂成形品を、RTMによって高い生産性で製造することができる。
【図面の簡単な説明】
【0010】
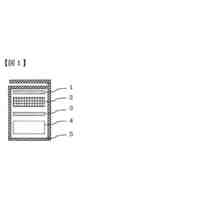
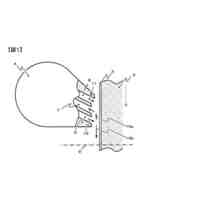
熱可塑性樹脂[p]を表層に有する強化繊維基材[A]の断面模式図
表層の熱可塑性樹脂[p]の厚みを測定する方法を示した断面模式図
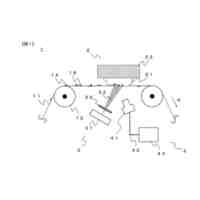
本発明の製造方法の成形型を用いた実施形態を説明するための模式図
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
電池
1か月前
東レ株式会社
化粧料
1か月前
東レ株式会社
無配向フィルム
1か月前
東レ株式会社
赤外線遮蔽構成体
1か月前
東レ株式会社
血液浄化用カラム
1日前
東レ株式会社
飛翔体用ブレード
1か月前
東レ株式会社
貼合体の製造方法
1か月前
東レ株式会社
車両用衝撃吸収部材
1か月前
東レ株式会社
フィルムの製造装置
1か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
遠心ポッティング方法
1か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
多層構造体及び防弾板
2日前
東レ株式会社
シート、硬化物、硬化接着物
7日前
東レ株式会社
ポリオレフィン系樹脂発泡シート
1か月前
東レ株式会社
異物検査装置および異物検査方法
7日前
東レ株式会社
二軸配向ポリオレフィンフィルム
1か月前
東レ株式会社
ポリアミド樹脂組成物および成形品
1か月前
東レ株式会社
顆粒状ポリエステルアミドの製造方法
1か月前
東レ株式会社
電子部品の製造方法および樹脂組成物
1か月前
東レ株式会社
フィルムの製造装置、及び、吸引装置
1か月前
東レ株式会社
湿式不織布、および固体電解質用補強シート
1か月前
東レ株式会社
液体電解用多孔質輸送層およびその製造方法
1か月前
東レ株式会社
樹脂シートの製造装置および樹脂シートの製造方法
16日前
東レ株式会社
不織布およびその製造方法、ならびに調湿材、積層体
7日前
東レ株式会社
ガス拡散電極と触媒層付き電解質膜の接着力測定方法
1か月前
東レ株式会社
ウイルス除去用の中空糸膜モジュール及びその製造方法
1日前
東レ株式会社
芳香族化合物の製造方法、およびテレフタル酸の製造方法
1か月前
東レ株式会社
樹脂組成物、硬化物およびその製造方法、半導体装置ならびに表示装置
1日前
東レ株式会社
芳香族ポリアミドフィルムおよび芳香族ポリアミドフィルムの製造方法
1か月前
東レ株式会社
ナノ粒子分散消毒液、その製造方法および抗ウイルス表面の形成方法。
22日前
東レ株式会社
成形材料および成形品
14日前
東レ株式会社
半導体モールド用離型フィルム、半導体チップ封止体の製造方法および半導体
1か月前
東レ株式会社
特性予測プログラム、学習済みモデル生成プログラムおよび特性予測システム
1日前
東レ株式会社
積層体、積層体の製造方法、フレキシブルデバイス、太陽電池、および光学センサ
1か月前
東レ株式会社
オピオイドμ受容体に対するβ-アレスチン2の結合反応を評価するための細胞及び方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ