TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025111969
公報種別
公開特許公報(A)
公開日
2025-07-31
出願番号
2024005930
出願日
2024-01-18
発明の名称
金型
出願人
豊田鉄工株式会社
代理人
個人
主分類
B29C
33/42 20060101AFI20250724BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ショートショットの発生を抑えることのできる金型を提供する。
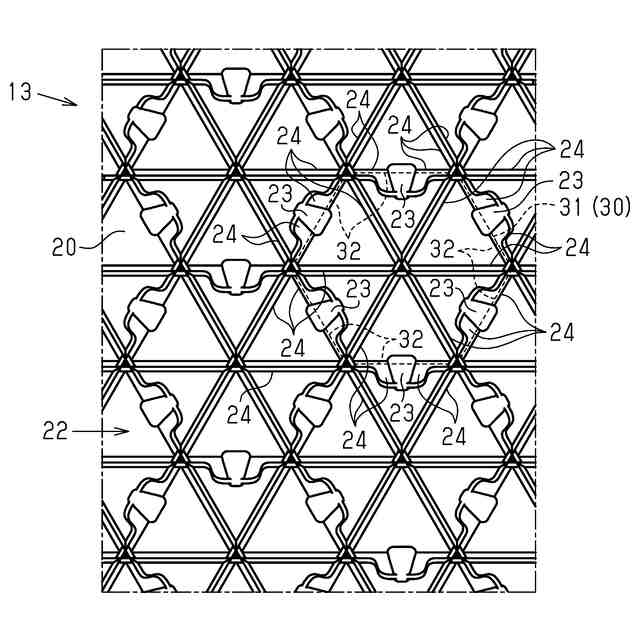
【解決手段】金型40は、第1成形面を有する第1型と、第1成形面に対向する第2成形面61を有する第2型60と、を備える。金型40は、第1成形面と第2成形面61との間で、板状のベース部と同ベース部から突出する複数の突起とを有する中間部材を成形する。第2成形面61は、複数の突起を成形するための複数の形成凹部63と、隣合う2つの形成凹部63を連通するように延びる連通溝64とを備える。ベース部の厚さ方向と前記隣合う2つの形成凹部63の並び方向との双方に直交する方向を幅方向とするとき、連通溝64の幅方向における長さは、形成凹部63の幅方向における長さよりも小さい。
【選択図】図1
特許請求の範囲
【請求項1】
第1成形面を有する第1型と、前記第1成形面に対向する第2成形面を有する第2型と、を備え、前記第1成形面と前記第2成形面との間で、板状のベース部と前記ベース部から突出する複数の突起とを有する樹脂成形品を成形する金型であって、
前記第1成形面および前記第2成形面の少なくとも一方は、前記複数の突起を成形するための複数の形成凹部と、隣合う2つの前記形成凹部を連通するように延びる連通溝と、を備え、
前記ベース部の厚さ方向と前記隣合う2つの前記形成凹部の並び方向との双方に直交する方向を幅方向とするとき、
前記連通溝の前記幅方向における長さは、前記形成凹部の前記幅方向における長さよりも小さい、金型。
続きを表示(約 310 文字)
【請求項2】
前記形成凹部と前記連通溝とが接続される接続部分においては、前記形成凹部の深さと前記連通溝の深さとが同一になっている、
請求項1に記載の金型。
【請求項3】
前記形成凹部は、同形成凹部の深さ方向(開口端側)から見て長手方向と短手方向とを有する形状(楕円、四角)をなしており、
前記連通溝は、前記長手方向に延びるとともに、前記形成凹部の内面における前記短手方向に延びる部分に接続されている、
請求項1または2に記載の金型。
【請求項4】
前記形成凹部の深さ方向と前記連通溝の深さ方向とは異なる方向に設定されている、
請求項1または2に記載の金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、基材と、同基材を覆う表皮材と、基材と表皮材との間に設けられた中間部材とを備える重ね合わせ複合部品が開示されている。この重ね合わせ複合部品では、中間部材が、板状のベース部と同ベース部から基材に向かって突出する複数の突起とを有している。
【0003】
上記重ね合わせ複合部品では、表皮材が基材に向かって押し込まれると、中間部材に設けられた複数の突起の少なくとも一部が基材と接触するとともに撓み変形する。そのため、使用者に対して、発泡ウレタンなどの発泡材が埋め込まれた複合部品に似た感触を提示することができる。
【0004】
特許文献1には、中間部材を成形する金型が開示されている。この金型は、第1成形面を有する固定型と、同第1成形面に対向する第2成形面を有する可動型とを備える。この金型では、固定型の第1成形面と可動型の第2成形面との間で中間部材が成形される。
【先行技術文献】
【特許文献】
【0005】
特開2022-16782号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記重ね合わせ複合部品の中間部材は、複数の突起を有する複雑な形状をなしている。そのため、この中間部材を上記金型を用いて成形する場合には、ショートショットが発生し易くなってしまう。
【課題を解決するための手段】
【0007】
上記課題を解決するための金型は、第1成形面を有する第1型と、前記第1成形面に対向する第2成形面を有する第2型と、を備え、前記第1成形面と前記第2成形面との間で、板状のベース部と前記ベース部から突出する複数の突起とを有する樹脂成形品を成形する金型であって、前記第1成形面および前記第2成形面の少なくとも一方は、前記複数の突起を成形するための複数の形成凹部と、隣合う2つの前記形成凹部を連通するように延びる連通溝と、を備え、前記ベース部の厚さ方向と前記隣合う2つの前記形成凹部の並び方向との双方に直交する方向を幅方向とするとき、前記連通溝の前記幅方向における長さは、前記形成凹部の前記幅方向における長さよりも小さい、金型。
【図面の簡単な説明】
【0008】
一実施形態の金型における第2型の第2成形面の平面構造を示す平面図である。
同金型の成形対象である中間部材を有する重ね合わせ複合部品の側断面図である。
同中間部材の斜視図である。
同中間部材の平面図である。
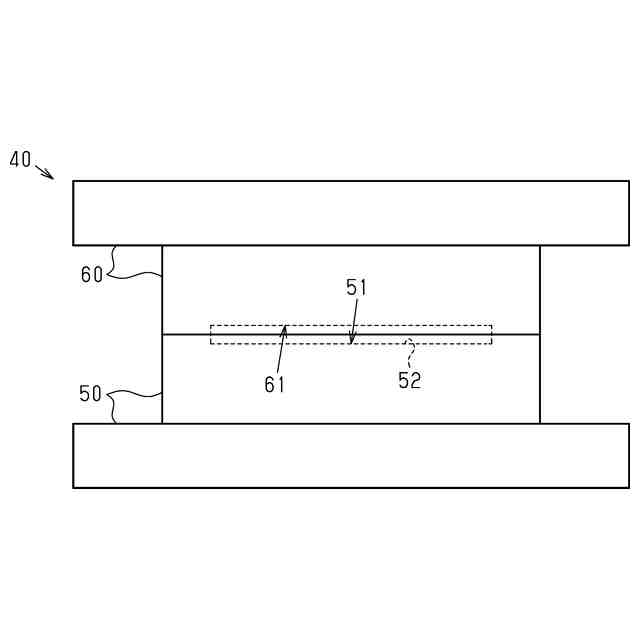
同実施形態の金型の側面図である。
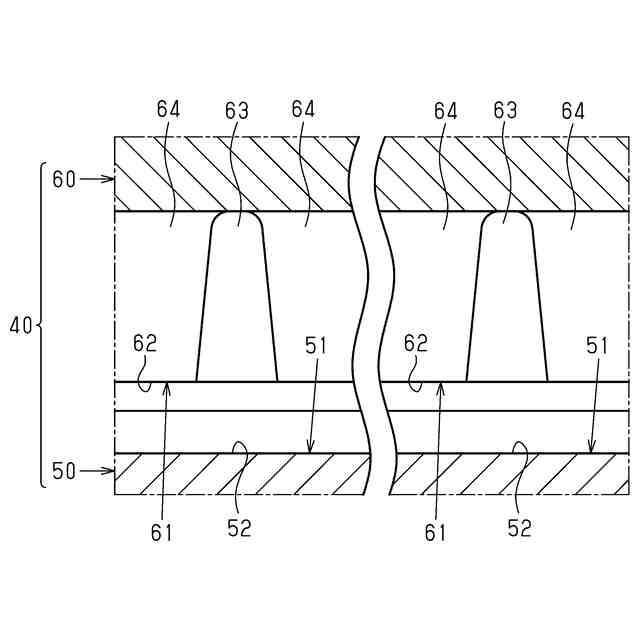
同実施形態の金型の連通溝に沿った部分側断面図である。
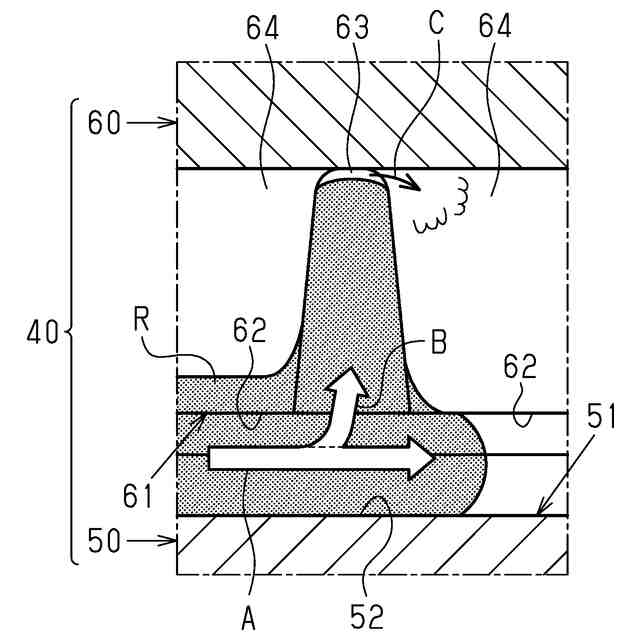
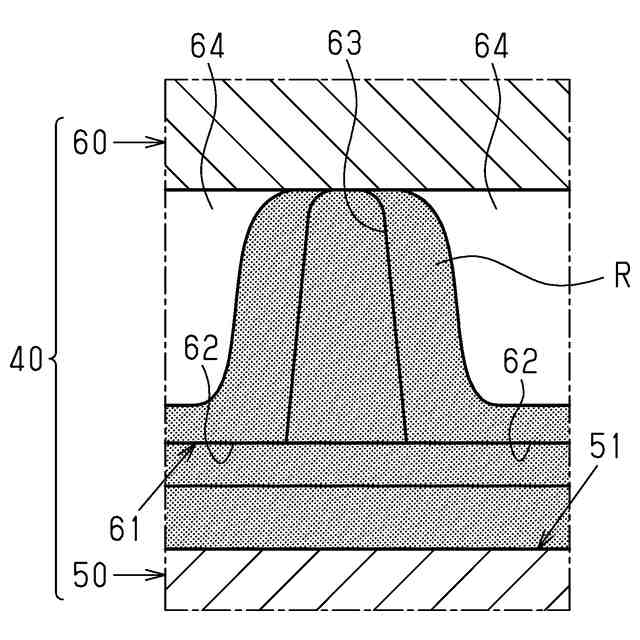
金型内における溶融樹脂の流れを合わせて示す金型の部分側断面図である。
金型内における溶融樹脂の流れを合わせて示す金型の部分側断面図である。
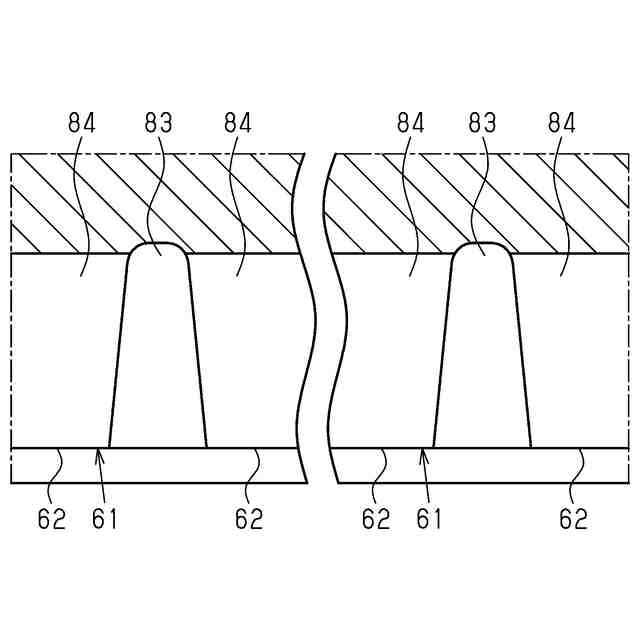
他の実施形態の金型における第2型の部分側断面図である。
他の実施形態の金型における第2型の部分側断面図である。
他の実施形態の金型における第2型の部分側断面図である。
他の実施形態の金型における第2型の第2成形面の平面構造を示す平面図である。
他の実施形態の金型における第2型の第2成形面の平面構造を示す平面図である。
他の実施形態にかかるロール成形用の金型の概略構成を示す略図である。
【発明を実施するための形態】
【0009】
以下、一実施形態の金型について説明する。
先ず、本実施形態の金型の成形対象である中間部材を有する重ね合わせ複合部品について説明する。
【0010】
図2に示すように、重ね合わせ複合部品(以下、内装部品10)は、例えば自動車のドアトリムなどである。
内装部品10は、基材11、表皮材12、および中間部材13を備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る




 特許ウォッチ
特許ウォッチ