TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025053992
公報種別
公開特許公報(A)
公開日
2025-04-07
出願番号
2023163144
出願日
2023-09-26
発明の名称
造形装置
出願人
大和ハウス工業株式会社
代理人
個人
,
個人
主分類
B29C
64/245 20170101AFI20250331BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】立体造形物の脱型を容易に行うことが可能な造形装置を提供する。
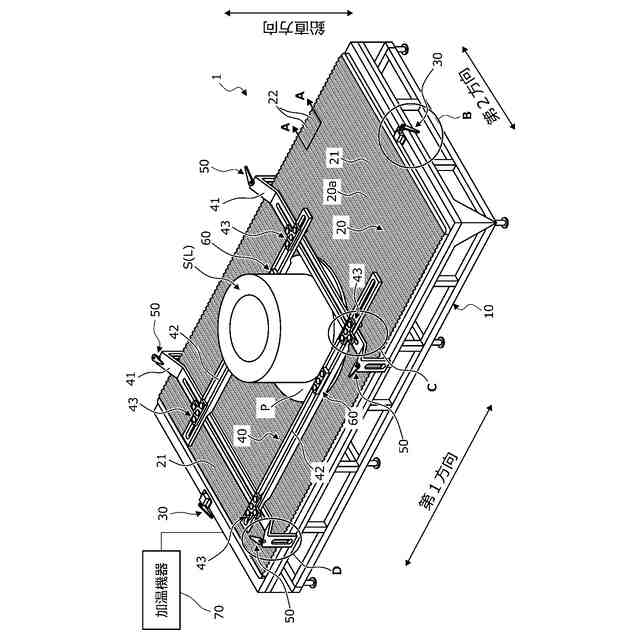
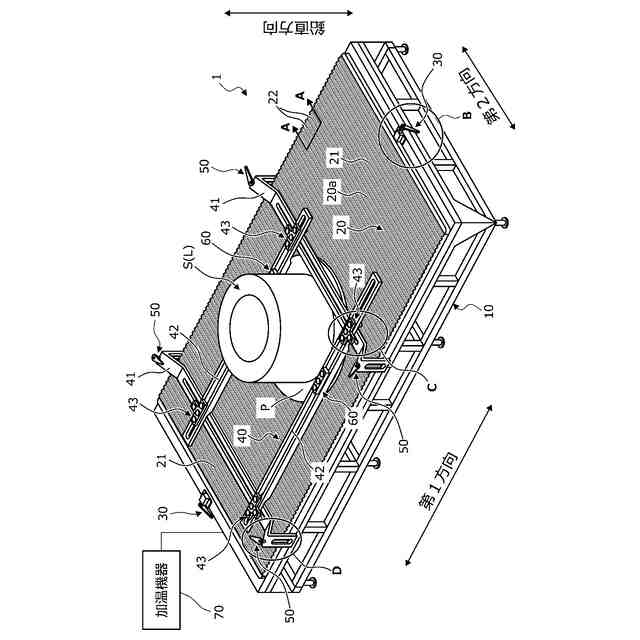
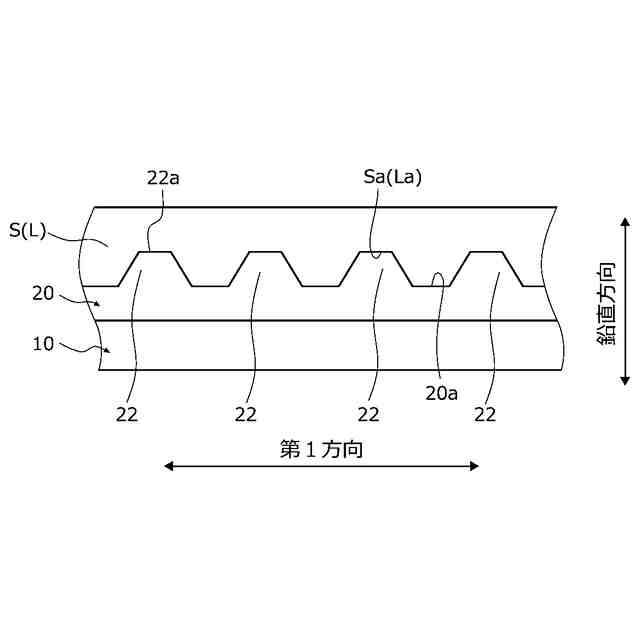
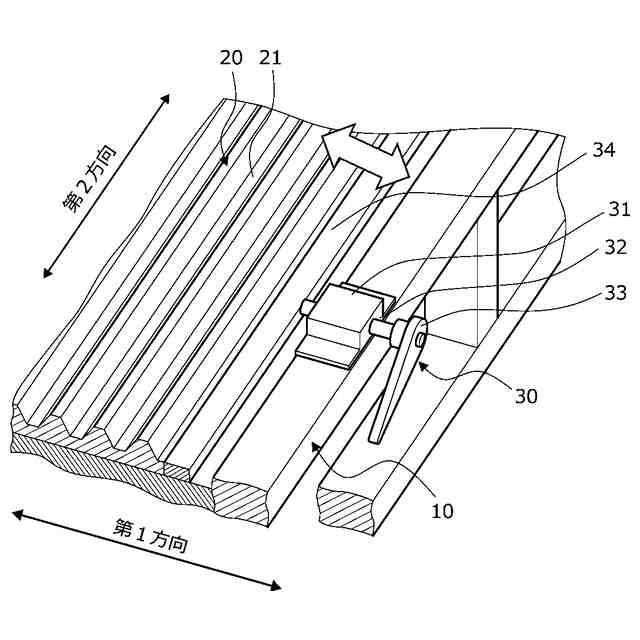
【解決手段】造形装置1は、造形面20aを有し、造形面20a上に造形材を積層させて立体造形物Sを造形する造形台20と、造形台20を造形面20aに沿う変位方向に変位させる変位機構30と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
造形面を有し、該造形面上に造形材を積層させて立体造形物を造形する造形台と、
前記造形台を前記造形面に沿う変位方向に変位させる変位機構と、を備える、造形装置。
続きを表示(約 820 文字)
【請求項2】
前記造形台は、複数の台片を前記変位方向に並べることにより構成されており、
前記変位機構は、前記立体造形物を造形する造形時には、前記台片同士を前記変位方向に互いに隣接させ、前記立体造形物を前記造形台から脱型する脱型時には、前記台片同士を前記変位方向に互いに離間させる、請求項1に記載の造形装置。
【請求項3】
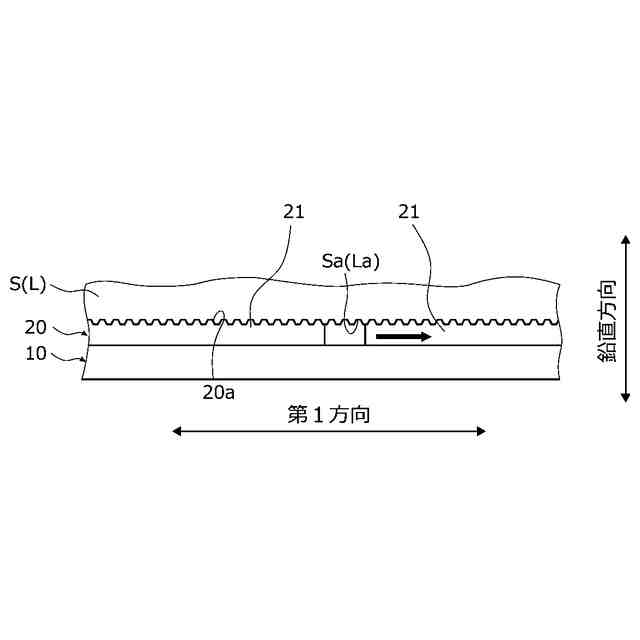
前記造形台が、複数の凸部を有し、
前記造形面が、凹凸形状をなしている、請求項1に記載の造形装置。
【請求項4】
前記凸部は、先端に向かうにつれて断面積が小さくなるテーパ形状をなしており、
前記凸部の前記先端は、平坦面をなしている、請求項3に記載の造形装置。
【請求項5】
前記造形材を積層してなる積層体を押さえる押さえユニットをさらに備える、請求項1に記載の造形装置。
【請求項6】
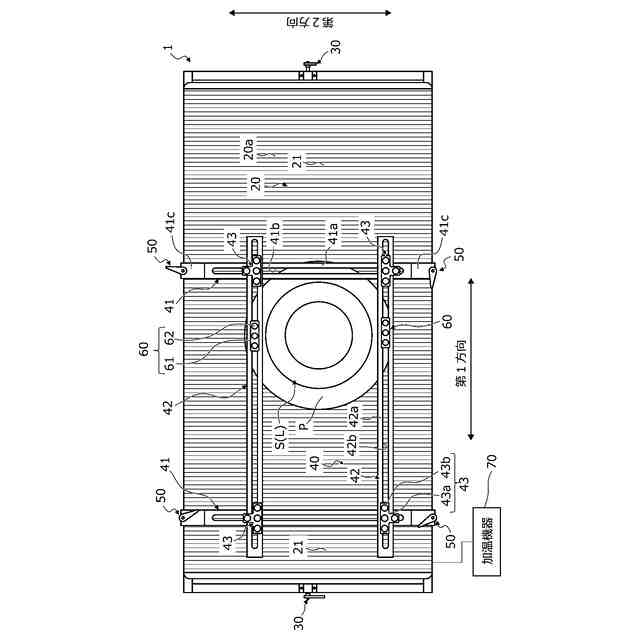
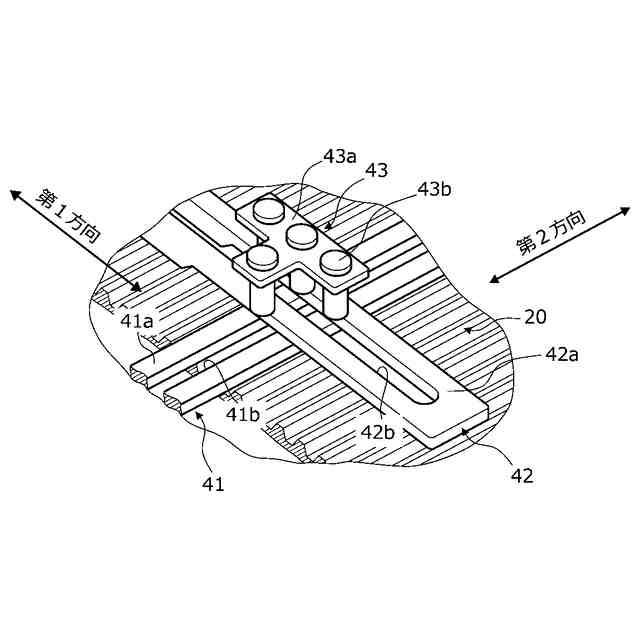
前記押さえユニットは、前記積層体を押さえる第1押さえ部材及び第2押さえ部材をそれぞれ有し、
前記第1押さえ部材及び前記第2押さえ部材は、前記造形面に沿って互いに交差する方向に延出している、請求項5に記載の造形装置。
【請求項7】
前記押さえユニットは、前記第1押さえ部材と前記第2押さえ部材とが交差する位置において、前記第1押さえ部材と前記第2押さえ部材とを連結する連結具をさらに有する、請求項6に記載の造形装置。
【請求項8】
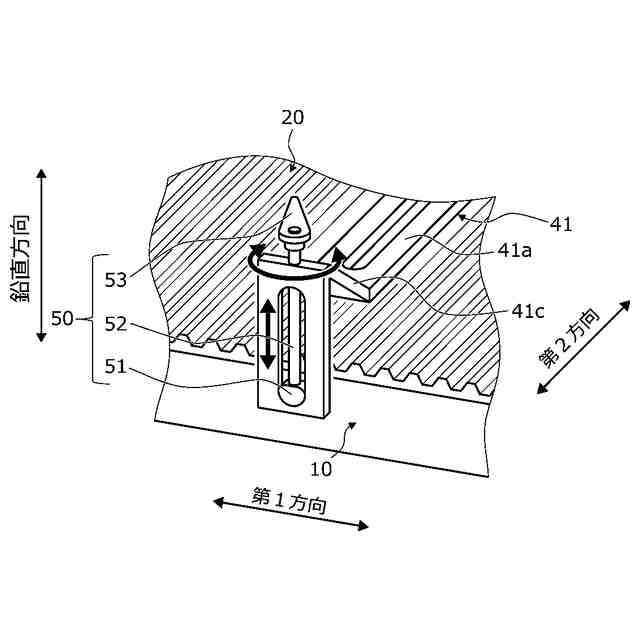
前記造形面と交差する方向に前記第1押さえ部材を移動させる移動機構をさらに備える、請求項6に記載の造形装置。
【請求項9】
前記第2押さえ部材には、前記第2押さえ部材と共に前記積層体を押さえる押さえ具が配置されている、請求項6に記載の造形装置。
【請求項10】
前記造形面を加温する加温機器をさらに備える、請求項1に記載の造形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、造形装置に係り、特に、造形材を積層させて立体造形物を造形する造形装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
造形材を積層させて立体造形物を造形する技術は、既に開発されており、特許文献1に記載された技術が、その一例として挙げられる。
【0003】
特許文献1に記載の造形装置では、3次元造形用のステージの少なくとも上面に複数の細孔を有している。複数の細孔には、ステージの上面より下方に、該上面における細孔の孔径以上の孔径を有するアンカー部が形成されている。アンカー部を有することにより、ステージ上に吐出された造形材がアンカー部に入り込んで硬化し、造形材の硬化物が細孔から上方に抜けなくなるというアンカー効果を得られる。これにより、ステージ上に形成された3次元造形物が、ステージから外れて反ったり、又は割れたりすることが防止され、3次元造形物の寸法精度を向上させることができる。
【先行技術文献】
【特許文献】
【0004】
特開2018-183930号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
立体造形物の造形後は、造形面から立体造形物を脱型する作業を行うこととなる。
しかしながら、特許文献1に記載の造形装置では、アンカー効果により立体造形物が造形面に強固に固着されているため、脱型に時間を要する。特に、立体造形物が造形面に強固に固着されている場合、脱型時のおける立体造形物の破損のリスクが高い。このため、立体造形物の破損を防ぐために、脱型により多くの時間を要することとなる。
また、大型の立体造形物を脱型する場合には、造形面に対する立体造形物の接触面積が大きいため、さらに多くの時間を要することとなる。
【0006】
そこで、本発明は、上記の課題に鑑みてなされたものであり、その目的とするところは、立体造形物の脱型を容易に行うことが可能な造形装置を提供することである。
【課題を解決するための手段】
【0007】
上記の目的は、本発明の造形装置によれば、造形面を有し、該造形面上に造形材を積層させて立体造形物を造形する造形台と、造形台を造形面に沿う変位方向に変位させる変位機構と、を備えることにより解決される。
【0008】
本発明の造形装置では、造形台を変位方向に変位させる。これにより、立体造形物の底面に対する造形面の変位方向における位置ずれが生じる。この結果、造形面に対する底面の固着力が軽減されるため、立体造形物の脱型を容易に行うことができる。
【0009】
また、造形台は、複数の台片を変位方向に並べることにより構成されており、変位機構は、立体造形物を造形する造形時には、台片同士を変位方向に互いに隣接させ、立体造形物を造形台から脱型する脱型時には、台片同士を変位方向に互いに離間させてもよい。
上記の構成であれば、立体造形物の底面に対する造形面の変位方向における位置ずれが適切に生じるので、その結果として、立体造形物の脱型を容易に行うことができる。
【0010】
また、造形台が、複数の凸部を有し、造形面が、凹凸形状をなしてもよい。
上記の構成によれば、造形台が複数の凸部を有し、造形面が凹凸形状をなすことにより、造形面に対する立体造形物の底面の接触面積が増える。これにより、造形面に対する底面の固着力が強まり、立体造形物の反り及び割れ等を抑制することができる。一方で、造形面に対する底面の固着力が強まることで、立体造形物が脱型しづらくなることが想定されるが、本発明の造形装置では、前述の通り、造形台を変位方向に変位させることで、立体造形物の脱型を容易に行うことができる。すなわち、上記の構成によれば、立体造形物の脱型を容易にするという本発明の効果を一層際立たせることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
プリプレグテープ
9か月前
東レ株式会社
フィルムの製造方法
5日前
株式会社日本製鋼所
押出機
9か月前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
6か月前
日機装株式会社
加圧システム
2か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社FTS
ロッド
5か月前
株式会社カワタ
計量混合装置
1か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社漆原
シートの成形方法
1か月前
株式会社FTS
成形装置
6か月前
トヨタ自動車株式会社
射出装置
4か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社コスメック
射出成形装置
1か月前
株式会社FTS
セパレータ
5か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社不二越
射出成形機
3か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
3か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
1か月前
トヨタ自動車株式会社
真空成形装置
2か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
個人
ノズルおよび熱風溶接機
6か月前
株式会社リコー
シート処理システム
10か月前
日東工業株式会社
インサート成形機
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































