TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025080043
公報種別
公開特許公報(A)
公開日
2025-05-23
出願番号
2023193017
出願日
2023-11-13
発明の名称
解反機
出願人
株式会社ミヤコシ
代理人
個人
,
個人
,
個人
主分類
B29C
48/25 20190101AFI20250516BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】幅が広く皺のないフィルムに解反できる解反機とする。
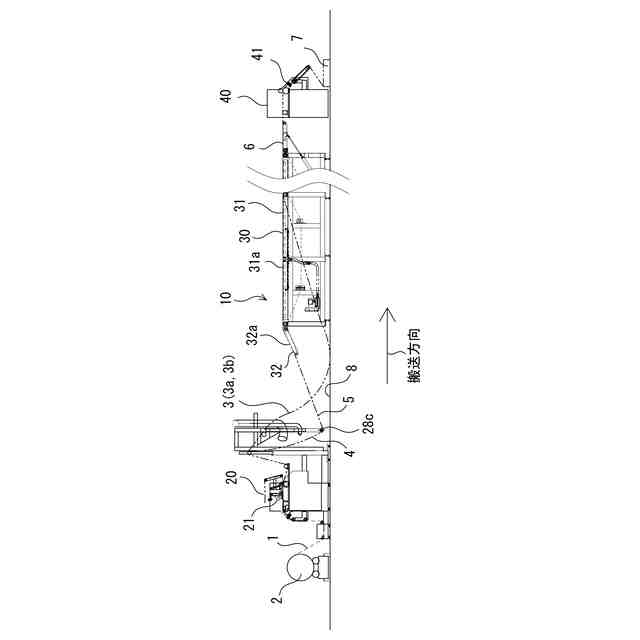
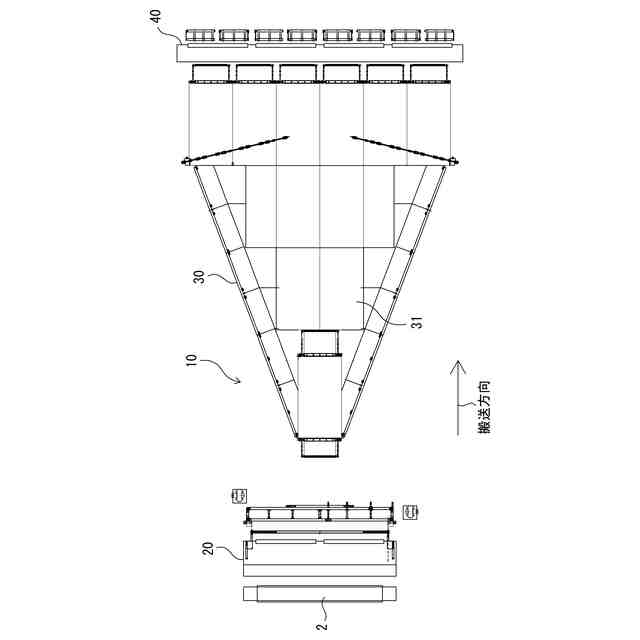
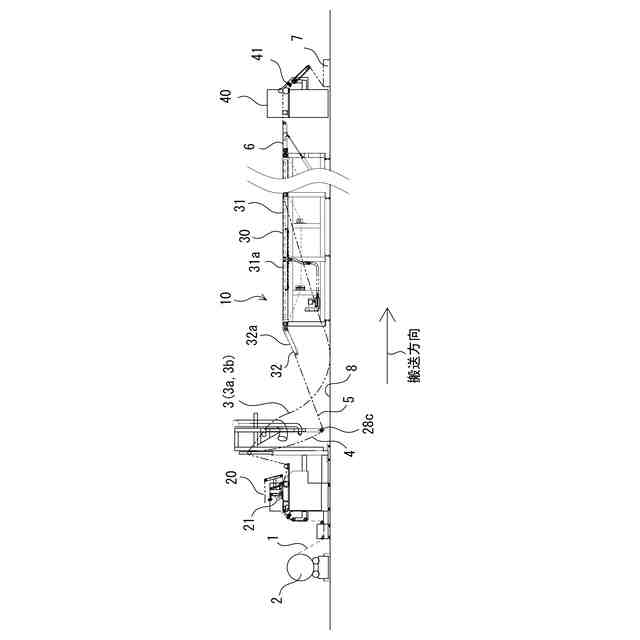
【解決手段】供給部20から搬送されるフィルムを搬送する搬送部30を、搬送方向下流側の幅が前記フィルムが広げられた単数単列連続フィルム6の幅全体を搬送できる幅で、搬送方向上流側の幅は、前記
搬送
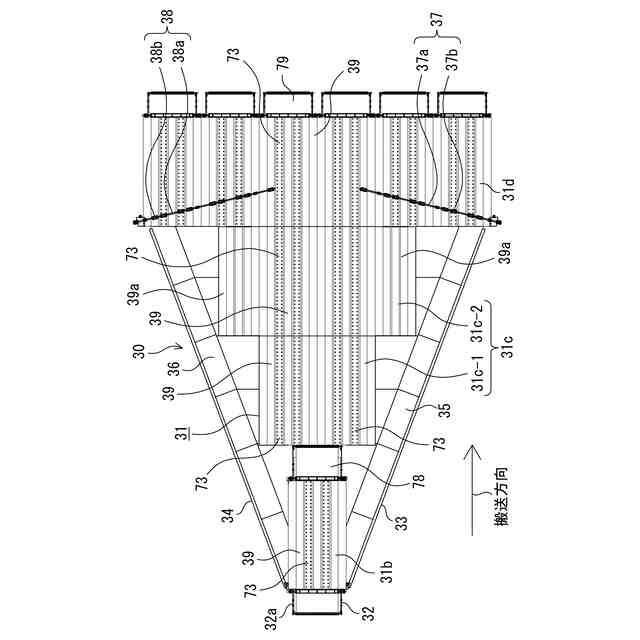
方向下流側の幅より狭く前記単数単列連続フィルム6の幅方向中央部のみを搬送する幅である搬送コンベア装置31と、前記搬送コンベア装置31の幅方向両側に沿って設けられ前記フィルムを前記搬送コンベア装置31の搬送面31aに案内するV字状のガイドを備え、搬送されたフィルムを広げながら搬送して皺のない状態に解反できる解反機とする。
【選択図】図3
特許請求の範囲
【請求項1】
フィルムを広げながら搬送する搬送部と、
前記搬送部に前記フィルムを供給する供給部と、
を備えた解反機において、
前記搬送部は、搬送方向下流側の幅が前記フィルムが広げられた単数単列連続フィルムの幅全体を搬送できる幅で、搬送方向上流側の幅は、前記幅方向下流側の幅より狭く前記単数単列連続フィルムの幅方向中央部のみを搬送する幅で、搬送方向下流側に向けてV字状に広がった搬送コンベア装置と、搬送方向下流側に向けて広がったV字形状で、前記搬送コンベア装置の幅方向両側に沿って設けられ前記フィルムを前記コンベア装置の搬送面に案内するV字状のガイドと、
を備えることを特徴とする解反機。
続きを表示(約 1,300 文字)
【請求項2】
請求項1記載の解反機において、
前記搬送部の下流側に後処理部を備え、
前記搬送コンベア装置は、前記フィルムおよび前記単数単列連続フィルムを吸引しながら搬送する機能を有し、
前記フィルムおよび単数単列連続フィルムを吸引しながら前記後処理部に向けて搬送する解反機。
【請求項3】
請求項1記載の解反機において、
前記V字状のガイドは前記フィルムを吸引する吸引口を備えており、前記フィルムを吸引しながら前記搬送コンベア装置の搬送面に案内する解反機。
【請求項4】
請求項1記載の解反機において、
前記搬送部は、前記搬送コンベア装置の搬送面上に、前記単数単列連続フィルムを幅方向に広げる引っ張り力を作用する搬送部押圧ローラを備える解反機。
【請求項5】
請求項1記載の解反機において、
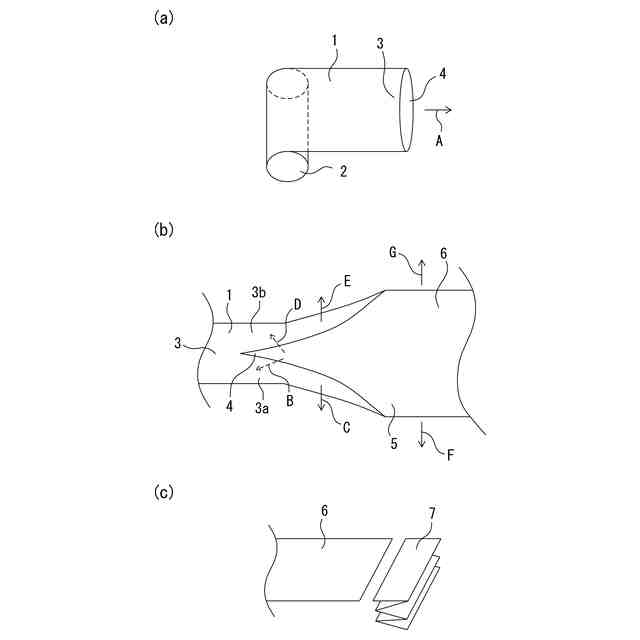
前記供給部は、押しつぶされ上側フィルムと下側フィルムとにより偏平な状態で供給される筒状連続フィルムの上側フィルムを搬送方向に沿ってカットする搬送方向カッタを備え、前記上側フィルムを前記搬送方向カッタで搬送方向に沿ってカットした前記筒状連続フィルムを前記搬送部へ搬送する解反機。
【請求項6】
請求項5記載の解反機において、
前記供給部は、前記上側フィルムをカットした筒状連続フィルムを上から下に向けて搬送するバッファ部を備えている解反機。
【請求項7】
請求項5記載の解反機において、
前記供給部は、前記上側フィルムをカットした筒状連続フィルムを上から下に向けて搬送するバッファ部と、前記バッファ部に設けられ前記上側フィルムを内側から外側へ広げる方向にエアを吹き付ける複数のエア吹き出し口を備えたエア吹き出し装置を備え、
前記エア吹き出し口からのエアによって、前記上側フィルムが広げられながら前記搬送部に搬送されるようにした解反機。
【請求項8】
請求項7記載の解反機において、
前記エア吹き出し口は、バッファ部の幅方向両側の上部と下部にそれぞれ設けられ、上部のエア吹き出し口のエア吹き出し量が、下部のエア吹き出し口のエア吹き出し量よりも多く、
前記複数のエア吹き出し口はハの字形状配置されている解反機。
【請求項9】
請求項7記載の解反機において、
前記バッファ部は、前記上側フィルムと下側フィルムに帯電している静電気を除去する除電装置を備え、
前記除電装置は前記エア吹き出し口に沿って取り付けられ、
前記上側フィルムと前記下側フィルムが前記除電装置によって除電されながら前記搬送部へ搬送される解反機。
【請求項10】
請求項1記載の解反機において、
前記搬送部の下流側に後処理部を備え、
前記後処理部は、前記単数単列連続フィルムを支持しながら搬送方向上流側を支点に搬送方向下流側が上下揺動する首振り装置を備え、前記単数単列連続フィルムを蛇腹状に折り畳むものである解反機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、筒状で長尺なフィルムである筒状連続フィルムをシート状で長尺なフィルムである単数単列連続フィルムに解反する解反機に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
押出機から押し出された円筒状の成形物(筒状連続フィルムに相当)を平板状シート(単数単列連続フィルムに相当)に解反する装置(解反機に相当)が特許文献1に開示されている。
この装置は、押出機から押し出された円筒状の成形物の下側を軸線方向に連続的に切断する切断手段と、切断された成形物を平板状シートに拡開する截頭円錐状のガイド部材と、拡開した平板状シートを外側に引張るガイドロールと、成形物を搬送する引き取り手段を有し、押出機から押し出された円筒状の成形物を平板状シートに解反する。
【先行技術文献】
【特許文献】
【0003】
特開2005-280138号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の装置は、切断手段で切断した円筒状の成形物を截頭円錐状のガイ部材により拡開して平板状シートとするので、平板状シートの幅(搬送方向と直交する方向の寸法)が広くなると截頭円錐状のガイド部材の大きさが大きくなる。截頭円錐状のガイド部材の大きさには製造上の理由などにより限度があるので、製造できる平板状シートの幅に制限があり、幅広い平板状シートを製造できない。
例えば、大型の農業用ビニールハウス用のシートは幅が4500mm以上であり、このように幅が広いシートを製造することができない。
【0005】
本発明は、上記の課題を解決するために為されたもので、その目的は、解反できるフィルムの幅に制限を受けることがなく、幅の広いフィルム、例えば、大型の農業用ビニールハウスに用いる幅が4500mm以上の幅の広いフィルムに解反できる解反機を提供することである。
【課題を解決するための手段】
【0006】
本発明の解反機は、フィルムを広げながら搬送する搬送部と、前記搬送部に前記フィルムを供給する供給部と、を備えた解反機において、前記搬送部は、搬送方向下流側の幅が前記フィルムが広げられた単数単列連続フィルムの幅全体を搬送できる幅で、搬送方向上流側の幅は、前記幅方向下流側の幅より狭く前記単数単列連続フィルムの幅方向中央部のみを搬送する幅で、搬送方向下流側に向けてV字状に広がった搬送コンベア装置と、搬送方向下流側に向けて広がったV字形状で、前記搬送コンベア装置の幅方向両側に沿って設けられ前記フィルムを前記コンベア装置の搬送面に案内するV字状のガイドと、を備えることを特徴とする解反機である。
【0007】
本発明の解反機においては、前記搬送部の下流側に後処理部を備え、前記搬送コンベア装置は、前記フィルムおよび前記単数単列連続フィルムを吸引しながら搬送する機能を有し、前記フィルムおよび単数単列連続フィルムを吸引しながら前記後処理部に向けて搬送する解反機とすることができる。
この構成の解反機によれば、皺のない状態の単数単列連続フィルムに解反できる。
【0008】
本発明の解反機においては、前記V字状のガイドは前記フィルムを吸引する吸引口を備えており、前記フィルムを吸引しながら前記搬送コンベア装置の搬送面に案内する解反機とすることができる。
この構成の解反機によれば、V字状のガイドに案内されて搬送コンベアの搬送面に搬送されたフィルムに幅方向両側に向かう強い引っ張り力が作用するので、フィルムを安定して搬送できる。
【0009】
本発明の解反機においては、前記搬送部は、前記搬送コンベア装置の搬送面上に、前記単数単列連続フィルムを幅方向に広げる引っ張り力を作用する搬送部押圧ローラを備える解反機とすることができる。
【0010】
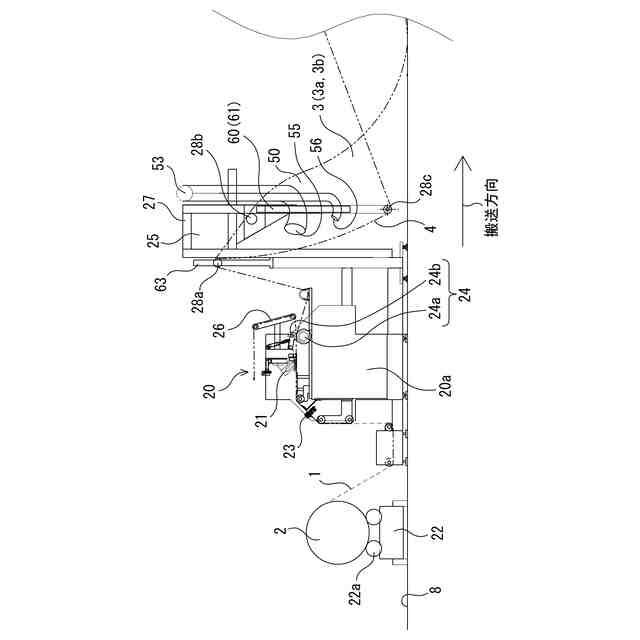
本発明の解反機においては、前記供給部は、押しつぶされ上側フィルムと下側フィルムとにより偏平な状態で供給される筒状連続フィルムの上側フィルムを搬送方向に沿ってカットする搬送方向カッタを備え、前記上側フィルムを前記搬送方向カッタで搬送方向に沿ってカットした前記筒状連続フィルムを前記搬送部へ搬送する解反機とすることができる。
この構成の解反機とすることで、カットされた上側フィルムを広げて幅広いフィルムに解反できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ